降低炭素企业阳极焙烧天然气消耗的生产实践
2020-11-23张玉平
张玉平
(中国铝业青海分公司, 青海 大通 810100)
0 前言
铝用炭阳极焙烧是生坯在填充料保护下通过高温焙烧使煤沥青中的有机质碳化挥发的工艺过程,是生产炭阳极最重要的热处理工序[1]。现在炭阳极生产企业大多采用敞开环式焙烧炉,以天然气为外部燃料。在加热系统中,只需向处于高温阶段的2~4个焙烧炉室喷入燃料,使其燃烧,后面的几个炉室可利用高温炉室排出的高温烟气加热,最后的1~3个加热炉室依靠排烟架与烟道之间的连通将废气排出。烟道与排烟架相连通,排烟风机产生抽力,使最后的加热炉室保持一定的负压,前面的高温炉室也保持轻微的负压。
焙烧温度是决定焙烧产品质量好坏的因素之一,通常在阳极焙烧过程中以火道内的燃烧温度为基准制定焙烧升温曲线。所谓燃烧温度,是指燃料燃烧时的气态产物即火道内烟气所能达到的温度。烟气温度越高,烟气热量越大[2]。焙烧炉火道内的热量主要来自外部补充的天然气以及炭阳极自身排出的挥发分与空气燃烧时放出的热量。炭阳极生产企业一直以来在焙烧质量和燃料消耗之间寻找最佳平衡点,既要保证焙烧质量,满足用户需求;又要节约天然气,降低生产成本。通过分析焙烧天然消耗的影响因素(设备和工艺),在生产中不断实践,科学地维护焙烧炉,并不断创新工艺控制方法,寻找其他外部能源,某企业最终在保证焙烧质量的前提下找到了降低天然气消耗的途径。
1 影响焙烧炉天然气消耗的主要因素
1.1 焙烧炉破损的影响
由于炭阳极焙烧炉长期循环运行升温和降温过程,炉子会出现破损现象。炉子破损后将影响升温效果,为了弥补炉子破损造成的热损失,一般情况下企业会补充更多天然气,这是天然气消耗加大的一个重要原因。焙烧炉破损体现在以下几个方面:
1.1.1 焙烧炉火井破损
燃烧系统焙烧炉火井内最高温度可达1 200 ℃。火井既连接着焙烧炉排烟架、鼓风机和冷却风机,同时作为焙烧炉火焰系统中烟气流动的主要通道,还要承受高温烟气的冲刷。如果火井砌体发生变形,会影响烟气的流通,使助燃空气无法进入燃烧室,导致火井内的燃料不能充分燃烧,热效率降低。
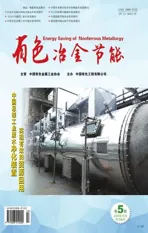
火井口设计包含火井插板、插板砖、火井盖板等组件,如图1所示。在焙烧过程中,火井口组件经常被打开和关闭,并且来回移动,容易损坏。火井口组件一旦出现裂缝等破损现象,外界冷空气就会过多地进入焙烧炉火道内,从而造成火道温度降低,致使焙烧所用天然气消耗增加。
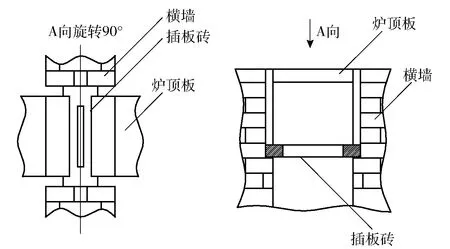
图1 火井口组件示意图
1.1.2 焙烧炉炉墙破损
经过长期运行,焙烧炉炉墙会出现弯曲变形、裂缝、内凹外鼓等现象,如图2所示。炉墙破损会导致负压泄漏,使烟气流动时火道炉墙的受热面积减少,影响火道的升温。如果火道墙炉顶板处的盖板砖出现裂缝,会导致填充料内漏进入火道内,且使冷风吸入火道内,影响火道升温。
图2 焙烧炉炉墙变形
焙烧炉保温墙密封盖板密封材料的老化破损会导致密封效果变差,使冷风在负压的作用下进入边火道,从而导致升温困难,消耗大量天然气。另外,如果焙烧炉火道墙的燃烧孔盖、观火孔盖破损,也会造成密封效果变差,导致冷风吸入火道影响升温。
1.2 燃烧控制系统的影响
某企业安装的是8料箱9火道的焙烧炉。原设计的火焰系统由3台燃烧架、1台排烟架、1台测温测压架、1台零压架、1台鼓风架及2台冷却架组成。燃烧架用于向火道内喷射天然气并控制加热区的火道温度。燃烧架装有18个用于调节天然气流量的调节阀及天然气喷嘴。 它们分布在燃烧架的两侧,每条火道两侧各1个,可以向同一条火道的上游和下游喷射燃料。燃料调节阀用于调整天然气流量的大小。由于天然气通过燃烧器喷嘴喷入火道内,若喷嘴选择不当,天然气燃烧时的火焰较短,喷射无力,就容易造成火道上下温差过大。为了弥补温差,操作人员一般会选择加大天然气流量,从而导致火道局部温度过高,造成天然气浪费。
1.3 工艺控制的影响
1.3.1 移炉时间的影响
阳极焙烧过程中,火焰系统一般每隔28~36 h向下一炉室推进。当燃烧架移动到某个炉室时,燃料与空气混合后在此炉室的火道内燃烧,使该炉室达到最高温度,燃烧后的烟气由排烟架经过一系列预热炉室,最后从环形烟道排出。待阳极焙烧到最高温度后,将燃烧架移动到下一个预热好的炉室,相应的排烟架、测温测压架、零压架、鼓风架、冷却架都要移动。在移动的过程中会切断控制系统现场设备的电源,并停止天然气喷射,等移炉完成后再送电、点火,重新开始升温焙烧。在这期间,温度损失大,为了达到焙烧升温曲线设定的目标温度,需要加大天然气流量,由此造成天然气消耗增加。
1.3.2 焙烧升温曲线的选择
阳极焙烧升温曲线中的焙烧温度随时间的变化而变化。焙烧升温曲线的制定主要兼顾3个参数,即升温速率、最高温度和高温保温时间。由于焙烧升温曲线直接影响阳极理化指标、焙烧产量和天然气消耗量,如果一味地追求长火焰周期,将不利于阳极质量的均匀稳定,且会消耗大量的天然气。
1.3.3 填充料的影响
阳极焙烧中的填充料是装炉过程中覆盖在生坯周围的颗粒状炭素材料,某企业采用的是煅后石油焦。其作用一是固定生坯形状,防止生坯在焙烧过程中变形;二是通过颗粒状填充料的间隙顺利导出生坯中的沥青挥发分,同时抑制挥发分剧烈排出;三是传导热量,对生坯进行加热。上述三方面作用的发挥对填充料的粒度和铺设规范性有一定的要求,否则以上三方面的作用会受到限制,不仅影响焙烧升温,还会消耗过多天然气。
1.4 焙烧炉炉墙结焦料的影响
焙烧过程中,阳极排出的挥发分和填充料会在焙烧炉料箱内壁结焦,而结焦料会影响炉子的透气性和填充料的导热性能。料箱内壁结焦严重时,结焦料紧贴着阳极,影响阳极焙烧过程中挥发分的顺利排出,导致焙烧无法充分利用挥发分的燃烧热,需要依靠天燃气的增补,从而导致天然气用量增加。
2 降低焙烧炉天然气消耗的途径
由于焙烧炉天然气消耗量受焙烧炉运行状态、燃烧控制系统、工艺控制等各方面的影响,降低消耗是一个系统性的问题,需要从各方面综合考虑。
2.1 科学合理地维护焙烧炉
2.1.1 维修与维护兼顾
由于焙烧炉破损会增加天然气使用量,某企业采取大修同时兼顾中修、小修的修理方式。以10~12年为一个大修周期,全部拆除焙烧炉,进行一次彻底的修理。同时在大修周期内,对破损的火道墙选择性地进行中修、小修,这主要由炭素生产企业自行完成。除了对焙烧炉进行大修和中修、小修外,使用过程中的维护保养也很重要。
火道墙插板的作用主要是防止排烟架前面密封炉室火道中的冷风倒抽影响运转炉室火道负压,进而影响火道升温。因此,在密封插板的两边加装耐火针刺呢(图3),可以提高插板与横墙之间的密封性,减少负压损失。这种做法不但有利于焙烧炉天然气单耗的降低,而且对动力电单耗的降低也能起到一定作用。

图3 改造前后的火道墙插板
2.1.2 研制炉墙清刷机
某企业为了降低人工清理结焦料的劳动强度,设计制作了一套炉墙清理装置。经过测量尺寸、制图、按照图纸下料、焊接、组装等工序,制成了炉墙清刷机,所用材料为钢板、槽钢、废旧钢丝绳等。有了这种炉墙清理装置,可以借助多功能天车操作清刷炉室。
通过定期清理炉壁结焦料,焙烧炉的透气性增强,填充料的热传导作用也得到更好地发挥。另外,阳极挥发分也得到充分利用,在火道内充分燃烧,补充热量,从而节约天然气消耗量。
2.1.3 耐火喷涂处理焙烧炉炉墙
焙烧炉炉墙一旦出现裂缝,存在漏风现象,会造成焙烧过程中阳极四周受热不均。为了避免这种情况,在装炉前对焙烧炉火道墙做耐火喷涂处理。选用的耐火喷涂材料的成分与同品种耐火浇注料基本相似,其区别是耐火骨料粒径更小,且采用喷涂方法施工,利用喷射机或喷枪进行[3]。首先对炉墙裂缝用耐火泥修补,然后再在耐火砖表面喷涂专用涂料,喷涂料主要由碳化硅、氮化硅、棕刚玉等十余种材料配制而成。将喷涂料加水搅拌均匀,再把搅拌好的喷涂料装入喷射机,然后接通压缩空气,将涂料自下而上喷涂在炉室耐火砖上。这种喷涂料具有附着力强、抗压强度高、抗冲刷耐磨、耐急冷急热等特点,可以修复炉室缝隙。经过喷涂维护,改善炉况,提升炉室火道的密封性,预热炉室火道负压提高了近20 Pa,达到50~60 Pa的理想水平,利于火道升温,可以节约天然气用量。
2.1.4 做好炉面密封
为了防止负压泄露,有效利用天然气和挥发分,某企业用耐火材料自制横墙盖板、火道墙观火孔盖板来取代原有的金属盖板,同时用耐火纤维布对观火孔、盖板进行密封,避免热损失。
另外,在预热炉室的炉面加盖塑料薄膜,通过密封使炉内负压保持稳定,也可降低热损失,节约天然气用量。
2.1.5 定期清理烟道
阳极焙烧过程中产生的高温烟气由排烟架、烟道排至烟气净化设施,经过净化后通过烟囱排空。而在净化前,烟气经过的环形烟道、水平烟道及净化设施内积存一定的烟灰和焦油,烟气流通受到阻碍,影响焙烧炉负压的保持,导致升温困难。为了解决这一问题,每3个月对烟道内的烟灰、焦油进行清理,保证烟气流动顺畅,负压满足生产需求;同时在清理烟道过程中改进净化设施,拆除距离电捕净化冷却塔顶部大约30 m高的烟气分流板,解决了烟灰和焦油在分流板堆积从而影响负压的难题。
2.2 选择合适的燃烧器喷嘴
某企业原燃烧器的喷嘴较长,这种设计的出发点是当燃烧器保护管和喷嘴发生烧损时,整体下移就可继续使用,进而延长喷嘴的使用寿命,降低维修费用。但燃烧器的喷嘴越长,燃气火焰的喷射力度就越弱,导致火焰喷射长度缩短,影响料箱底层炭块挥发分的及时排除。在这种情况下,为了达到焙烧温度,需要燃烧大量的天然气来升温,增加了天然气的单耗。针对此问题,重新设计燃烧器,缩短喷嘴,延长喷管,如图4(b)所示。改造后的喷嘴投入使用后,火道上下温差变小,挥发分的燃烧热得到有效利用,显著降低了天然气的单耗。

图4 改造前后的燃烧器喷嘴
2.3 创新工艺控制方法
2.3.1 采用不间断负压移炉法
在焙烧过程中,移炉造成的热损失须靠天然气的燃烧热来补充。某企业为了降低移炉过程中的热损失,创新移炉方法,采用不间断负压移炉法,缩短移炉时间,降低热损失。不间断负压移炉法是在每个焙烧工序设置1台备用排烟架,移炉前将备用排烟架提前放置到目标炉室,并连接好控制线,然后开启备用排烟架的蝶阀,关闭将要移动排烟架的蝶阀,并将其吊走以作备用,再迅速盖好炉盖。接下来将已经焙烧结束的高温炉室的燃烧架停止燃烧并移至预热炉室,使其进入中温状态,其余两排燃烧架自动进入高温状态和次高温状态。最后,将测温测压架、零压架、鼓风架和冷却架依次移至下一个炉室。这种操作方法使移炉时间由原来的至少25 min缩减到小于15 min,并且使焙烧炉内始终保持有负压,降低热损失,而且移炉作业完成后焙烧温度不会大幅度降低,避免因赶焙烧升温曲线温度而消耗大量天然气。
2.3.2 优化装炉操作流程
焙烧炉内高温烟气的冲刷导致火道墙顺着烟气流动的方向出现弯曲变形现象。针对这个问题,在装炉过程中,采用先装窄料箱后装宽料箱的方法。这种方法可杜绝炉墙变形进一步恶化,具有一定的校正作用。
2.3.3 选择合适的焙烧升温曲线
阳极焙烧升温曲线如果制定不合理,不但影响焙烧质量、产量,还会造成高燃料消耗。一般阳极焙烧炉采用26 h、28 h、30 h、32 h、36 h升温曲线[4]。根据焙烧炉特性和生产组织情况,某企业的3个焙烧工序选择30 h和32 h升温曲线。这种选择可以兼顾焙烧质量、产量和燃料消耗。
2.3.4 保持合适的填充料粒度
焙烧过程中,填充料经过长期循环使用,其粒级逐渐变小。当填充料中小于0.5 mm的细粉料占比过大时,其热导率会降低,即传递给阳极的热量减少,阳极最终温度受到影响[5]。为了保证焙烧质量,一般情况下炭素企业会加大天然气消耗以达到目标温度。针对此问题,某企业自行研制了一种填充料筛分装置。
一个焙烧周期结束后,焙烧阳极出炉过程中由多功能天车吸出的炉内填充料应单独存放,在周转期内经过筛分后再进入生产线使用。筛下料进入到低品质炭制品生产系统,生产的低品质炭制品经焙烧、破碎、筛分后再进入焙烧生产线用作填充料。这种方法使填充料始终保持合适的粒度,尽可能发挥填充料保温、传热的作用。
2.3.5 密实铺填填充料
在阳极生坯装炉过程中要铺填填充料,填充料的铺填必须密实。填充料的填充是否密实除与填充料的形状、粘附性和流动性有关外,还与填充方法有很大的关系。为了使填充料的填充更加密实,将废旧电机改装成填充料振打装置。在填充料铺设过程中,此装置的效果非常明显,可以使填充料密实填充,减少热损失,提升焙烧质量,有利于降低天然气用量。
2.4 其他外部燃料的补充
为了降低天然气消耗量,可采用废油燃烧补充焙烧炉所需热量。废油燃烧装置制作所需材料基本都是旧物利用。废油燃烧装置收集储备的废油可以在燃烧区域使用,此时炉室燃烧架的两条火道的天然气可以停喷,升温可以通过废油燃烧来实现。此做法在妥善处置企业废油的同时为阳极焙烧降耗开辟了一条切实可行的途径,可以推广使用。
3 应用效果
通过采用上述优化措施,某炭素企业实现了节能降耗,其近几年天然气单耗的变化情况如图5所示。从图5可以看出,天然气单耗逐渐下降。但在非正常生产情况下,如焙烧炉大修期间,烘炉没有产量只消耗天然气,整体单耗会升高,这属于正常现象,如图5中统计周期的第25次大修天然气单耗突然升高。

图5 某企业近几年天然气单耗的变化情况
4 结束语
影响阳极焙烧天然气单耗的因素有许多,贯穿焙烧的每个环节,而且焙烧质量与天然气消耗息息相关,对于生产企业而言,两者兼顾才能在保证获得高质量产品的同时控制生产成本,取得经济效益。某企业通过设备维修维护、优化工艺控制、创新结合实践等途径,在降低焙烧天然气消耗方面总结了一些经验,同时也取得了一定的实效。近几年,阳极焙烧天然气单耗降低了约10 m3/t,为焙烧块年产能20万t的炭素企业创造效益约340万元,经济效益和环保效益显著。