石脑油加氢装置运行总结
2020-11-23张先茂陈宗杰王国兴
张先茂,陈宗杰,王 泽,王国兴
(武汉科林化工集团有限公司,湖北武汉 430223)
目前原油开采难度大,为了提高采出率,添加了不少助剂,有些助剂中含有氯化物,这些氯化物带入石脑油中,在石脑油进行加氢过程中,有机氯在高温及氢气存在的情况下发生反应生成氯化氢,对设备造成腐蚀,为后期石脑油加氢精制带来安全隐患[1,2]。石脑油可用在食用油、印刷油墨、皮革、农药、杀虫剂、化妆品、香料、化工聚合、医药以及在电子清洗等方面都有应用。石脑油一般都需要加氢精制,目的是改善颜色、提高安定性、减少腐蚀性物质和降低毒性等。烃类溶剂油一般是对各类石油馏分进一步分馏成较窄的馏分,再进行精制除去杂质而得,达到低硫、低氯、低芳、低烯、无毒、无色。
加氢精制技术是石油炼制技术重要加工单元过程。国内外现代化的炼油厂和石化联合企业,基本都采用加氢精制工艺作为提升油品质量的主要技术方法。早期炼油过程常用的酸碱洗涤法、白土吸附法、分子筛精制法等工艺生产已不能满足当今对产品质量的高要求;而加氢精制法则具有产品质量好、收率高、操作灵活、污染少等优点,是当今加工劣质石脑油或含氯石脑油的最佳方法,能有效地提高各种油品或半成品质量、而且工艺技术简单。
1 装置概况
该石脑油加氢反应部分由加氢脱硫反应器和脱氯反应器以及碱洗、水洗和精脱硫组成,加氢反应器主要是脱除石脑油中的硫、氮、氯及烯烃,有机氯被转化成无机HCl 被脱氯反应器中的脱氯剂吸附[3],脱氯后的石脑油返回到炉前的换热器给原料预热,这样可以降低能耗也减轻了炉膛结焦,降温后的石脑油送到高低罐,最后经过碱液及精脱硫剂吸收得到净化产品。低压分离罐分离出的酸性气进入酸性气脱硫塔,脱硫后的气体从酸性气脱硫塔顶部排出至放空总管。低压分离罐分离出的油品依次进入碱洗罐、水洗罐、精脱硫反应器后送往产品罐,其工艺流程图(见图1)。
2 催化剂及预处理
盘锦某化工有限公司15×104t/a 石脑油加氢装置采用武汉科林公司开发的加氢精制催化剂W211 和脱氯剂W403 以及精脱硫剂W702。
2.1 催化剂装填
催化剂采用普通装填方法,其中W211、W403 和W702 分别装填于一反、二反和三反,装填体积分别为25.5 m3、25.5 m3、24.1 m3,计算其装填密度分别为0.68 t/m3、0.7 t/m3、0.85 t/m3。
2.2 催化剂干燥
催化剂装填后,引进氮气气密,建立反应系统氮气循环,按照预定催化剂干燥温度升温程序进行。本次干燥过程W211 和W403 串联一起干燥。2019 年9 月3日开始系统氮气置换,然后流程改为硫化流程,置换后开始以15 ℃/h~20 ℃/h 的速度提温至150 ℃,并且对加氢PLC 系统进行调试以及仪表联锁调试。3 日20:00,加氢反应器升至150 ℃,然后开始恒温干燥,在此期间对系统进行热紧,4 日9:46 温度升至178 ℃;降温至160 ℃,系统干燥完成。
2.3 催化剂硫化过程
本次仅W211 催化剂采用湿法硫化方法,硫化油为直馏石脑油,硫化剂为二甲基二硫(DMDS)。硫化条件:高反压力0.75 MPa,液空速1.0 h-1,氢油体积比400,循环氢体积分数大于85 %,催化剂W211 最高硫化温度为300 ℃。
按照预定硫化程序进行催化剂预硫化处理:
(1)9 月6 日23:00 氢气置换纯度达到89 %,对主加氢反应器开始进行硫化,先切换至硫化流程,然后开始对R5101 及R5102 进行硫化,反应器床层温度都在150 ℃,开始系统进直馏石脑油循环,进料量为14 t/h,因操作失误压缩机损坏,一时未进硫化剂;9 月7 日12:24 开始注硫,然后开始进行硫化。
(2)9 月7 日18:17 反应器温度为188 ℃,循环氢中检测到硫化氢约500 μg/g,开始以20 ℃/h~30 ℃/h升温至220 ℃,20:16 加氢反应器温度为219 ℃,恒温6 h;8 日1:50 加氢反应器温度为283 ℃,循环氢中硫化氢1 600 μg/g,2:45 循环氢硫化氢5 000 μg/g,3:42加氢反应器温度297 ℃,恒温4 h,5:00 循环氢中检出硫化氢4 000 μg/g,6:30 检出硫化氢6 000 μg/g,7:50测出硫化氢为12 000 μg/g;9 月8 日8:28 硫化结束后,开始排硫阶段,至系统硫化氢含量为500 μg/g 左右,开始将加氢反应器并入系统,整个加氢系统改为正常生产流程,加氢反应器入口温度控制在250 ℃,准备系统进石脑油原料。

图1 石脑油加氢流程图Fig.1 Hydrogenation flow chart of naphtha
3 装置运行结果
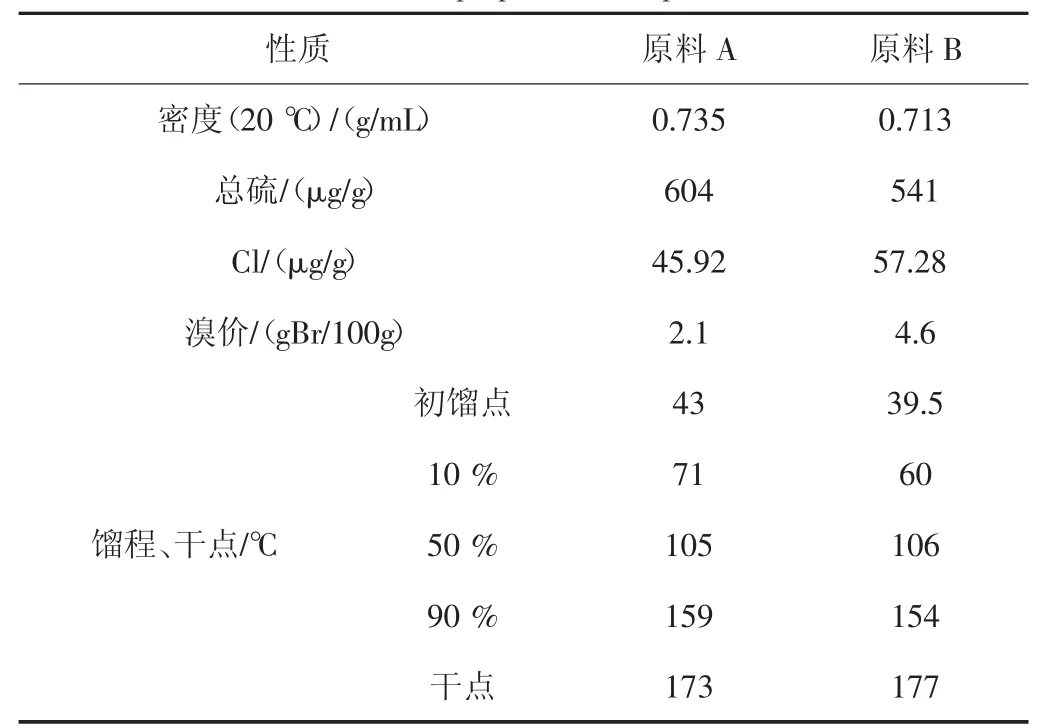
表1 石脑油原料性质Tab.1 The properties of naphtha
9 月8 日12:00 系统开始进石脑油原料,系统压力0.75 MPa,加氢反应器R5101 入口温度控制在250 ℃,进料量12 t/h,8 日20:00 产出合格产品,总硫2.74 μg/g,继续稳定运行,至9 日12:00 系统进料量提到20 t/h,反应温度仍为250 ℃,出口硫含量小于10 μg/g 左右。原料性质及新氢组成(见表1、表2)。
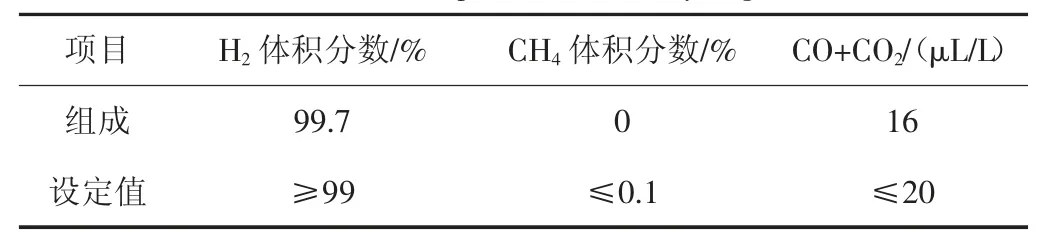
表2 新氢组成Tab.2 The composition of new hydrogen
盘锦某化工有限公司15×104t/a 石脑油加氢装置9月开车以来,经过三个月运行产出的加氢石脑油满足总硫小于10 μg/g 指标,博士试验和铜片腐蚀均合格。运行情况(见表3)。
4 结论
本次使用的加氢脱硫催化剂和脱氯剂完全符合工艺要求,使用效果良好。在满负荷条件下,将原料硫为604 μg/g,氯为5.92 μg/g 的石脑油转化为符合指标的石脑油,总硫小于10 μg/g,总氯小于1 μg/g。
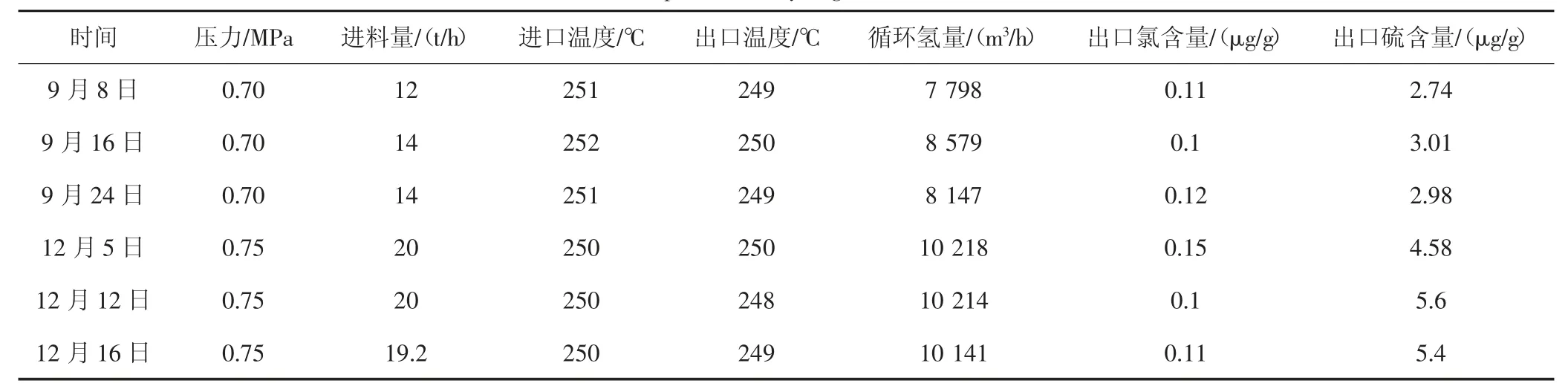
表3 加氢反应器运行情况Tab.3 Operation of hydrogenation reactor
