一种可锁定角度的便捷式斜面量规
2020-11-21俞晓锋
□ 郭 茜 □ 俞晓锋
江苏联合职业技术学院无锡立信分院 江苏无锡 214153
1 设计背景
斜面加工在机械加工中通常用线切割来完成,由于受到线切割机床行程的限制,线切割加工的局限性比较大。此外,在线切割机床上加工斜面,进行慢走丝时加工的成本非常高。若工件斜面尺寸较大,采用磨床磨削加工,则在加工过程中斜面的加工精度受到磨床精度和砂轮性能的影响,加工误差难以控制,斜面的精度也难以保证。目前,还没有一种便捷、快速、直接的测量工具能解决以上问题。斜面测量时,一般通过辅助挡板配合精密圆柱来进行间接测量,累积误差较大。如果使用正弦规测量,那么只能通过打表的方法进行,操作不便,并且不能灵活移动,还需配备精密平板,对设备要求较高。笔者设计了一种可锁定角度的便捷式斜面量规,能够对各种不同角度的斜面进行快速精准测量。这一便捷式斜面量规不仅可以解决加工斜面的尺寸测量问题,而且能够快速精准划出斜面加工线,提高工作效率。
2 结构
笔者设计的可锁定角度的便捷式斜面量规由直角模块、基准平板、挡板等部分组成,如图1所示。
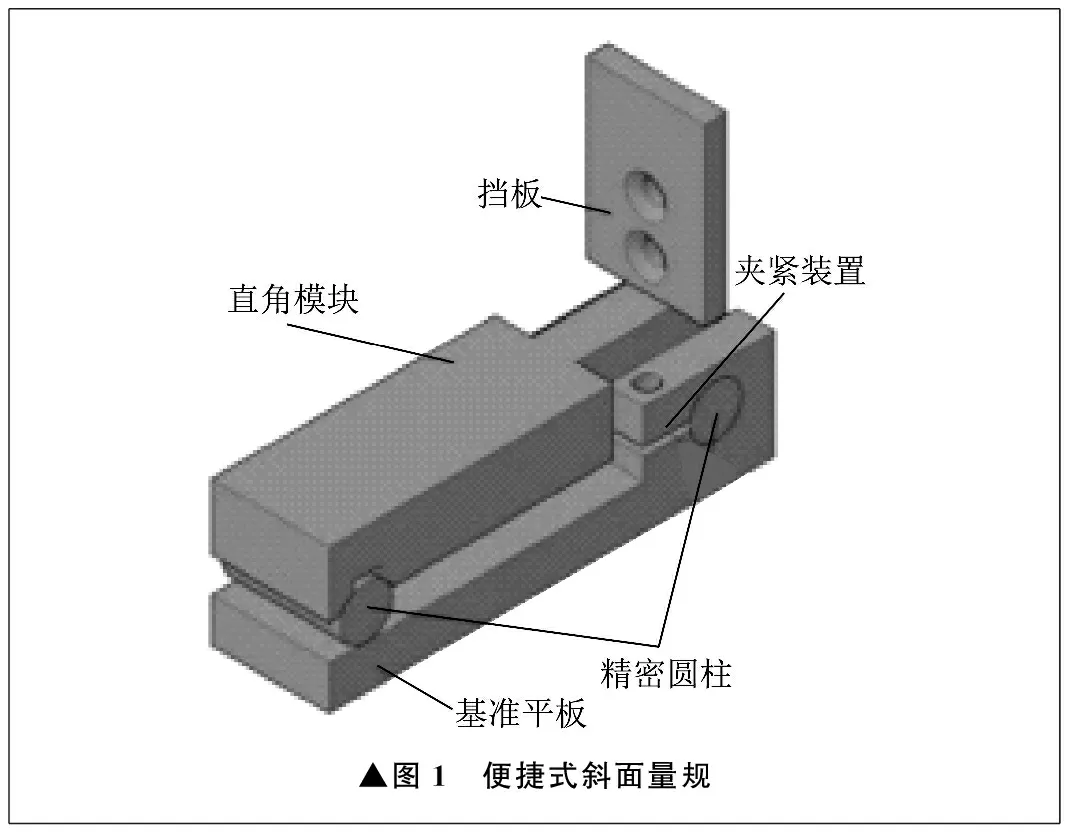
▲图1 便捷式斜面量规
直角模块和挡板如图2所示,用于放置被测工件。挡板的作用在于使直角模块90°角度精准,便于加工制造。直角模块通过精密圆柱与基准平板上的带槽圆柱孔形成过渡配合,使直角模块相对基准平板可以做旋转运动。直角模块的另一端也固定一个精密圆柱,两个精密圆柱之间的距离为一个定值。
基准平板如图3所示。基准平板的上下两个平面均为精磨平面。上平面放置标准量块,确定测量角度。
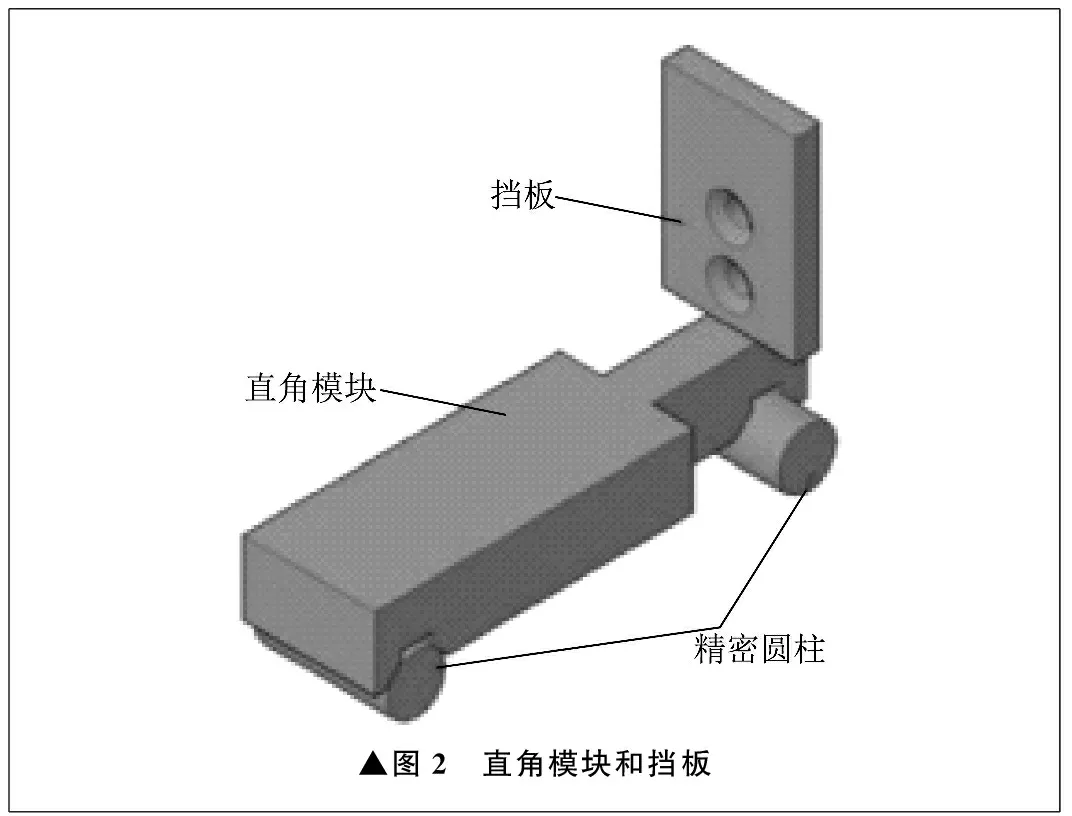
▲图2 直角模块和挡板
下平面为千分尺等量具的测量基准面。
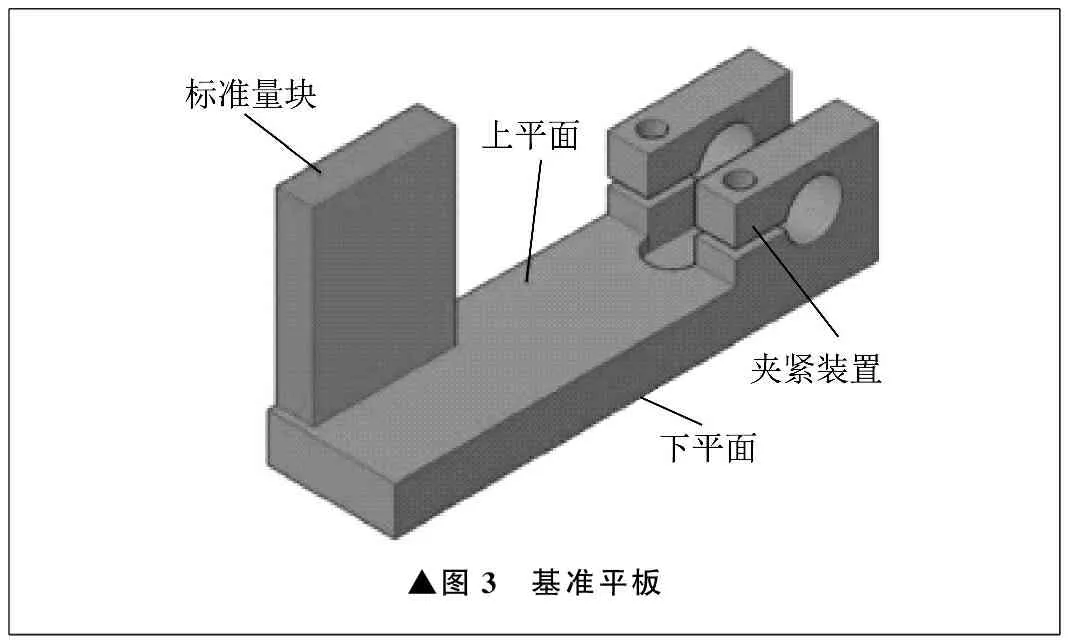
▲图3 基准平板
基准平板上的夹紧装置一端开槽,可以通过拧紧紧固螺栓将精密圆柱箍紧,从而将角度锁定。夹紧装置中圆孔的下母线与基准平板的上平面在同一水平面上,使两个精密圆柱之间的距离、标椎量块的高度,以及基准平板形成一个直角三角形。
3 工作原理
便捷式斜面量规工作原理如图5所示。加工零件斜面角度为30°,便捷式斜面量规两个精密圆柱之间的距离为80 mm,计算得到标准量块的高度为40 mm。将标准量块垫入精密圆柱与基准平板之间,使便捷式斜面量规形成30°角。
将工件放在直角模块上,此时工件上所需加工的斜面与基准平板平行,如图6所示。随后可以用高度量规划出工件上斜面的加工线。加工过程中,用游标卡尺或千分尺直接对工件进行斜面尺寸测量,如图7所示。
4 加工
便捷式斜面量规在使用过程中常会受到工件的摩擦与碰撞,自身需要具备极高的尺寸精度和稳定性,因此材料应当具备高硬度、高耐熔性、高尺寸稳定性、高韧性和特殊环境下的耐蚀性,并且具有稳定而精确的尺寸。基于以上分析,便捷式斜面量规选用Cr12MoV冷作模具钢材料制作。两个精密圆柱由数控车床半精加工车出轮廓,留出磨削余量。其余零件通过高速走丝线切割机床切割外形轮廓,留出余量。之后进行钻孔、攻丝等。所有零件经检验后进行真空热处理,洛氏硬度(HRC)达到55~58。两个精密圆柱由精密外圆磨床磨削至规定尺寸。其余零件采用精密成形磨床加工至规定尺寸,台阶与槽口使用低速走丝线切割机床加工。根据图8所示便捷式斜面量规装配图将所有零件用固定螺栓连接调整,完成加工。
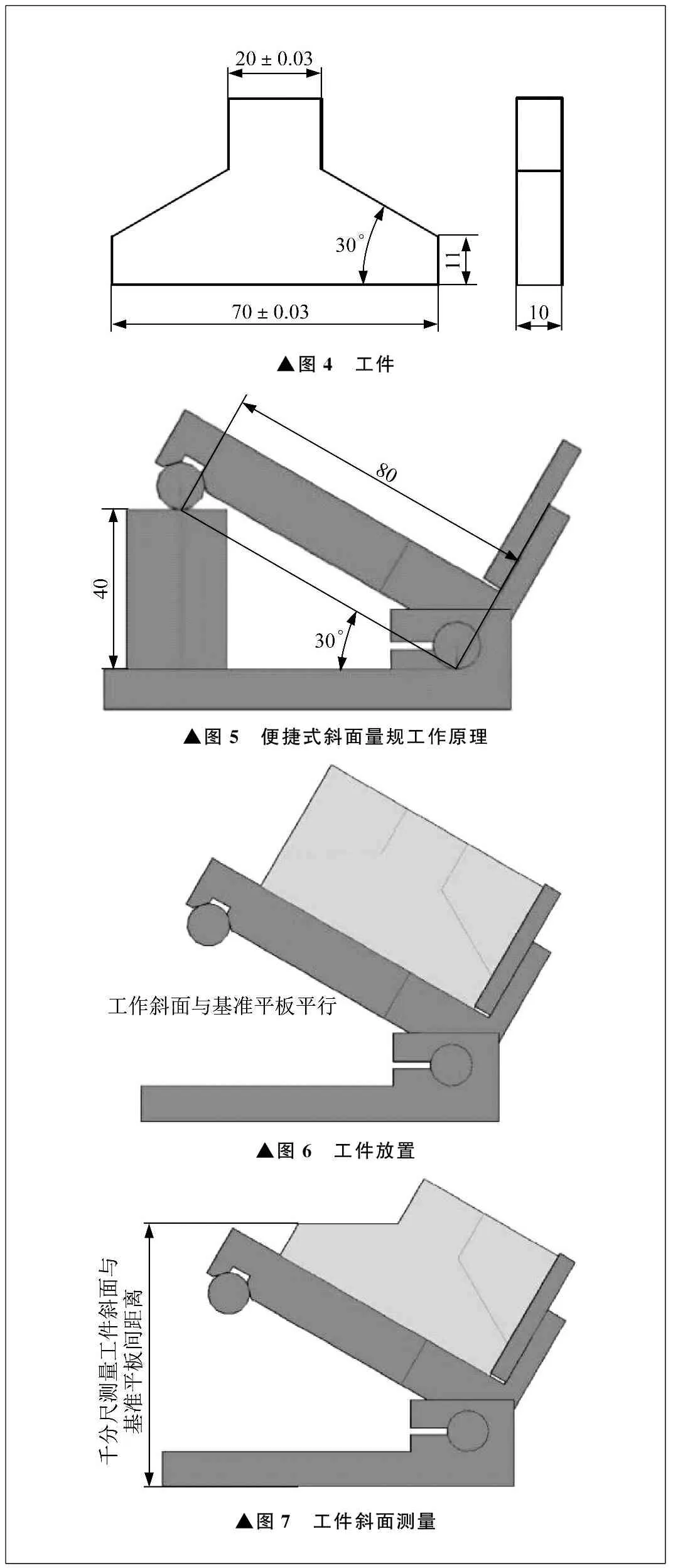
▲图4 工件▲图5 便捷式斜面量规工作原理▲图6 工件放置▲图7 工件斜面测量
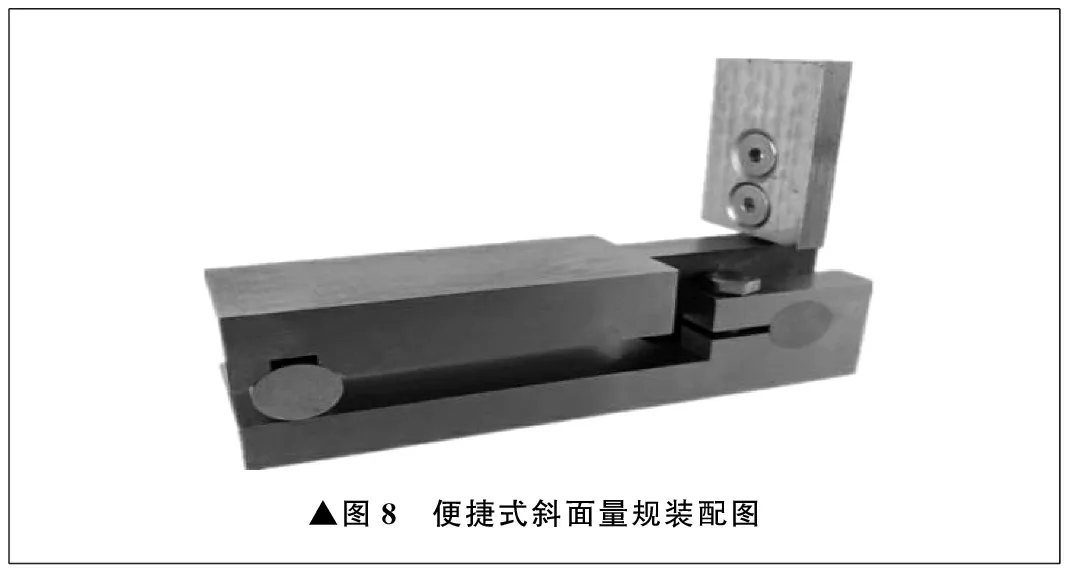
▲图8 便捷式斜面量规装配图
5 应用实例
应用实例中工件如图9所示,便捷式斜面量规应用时分为四步。
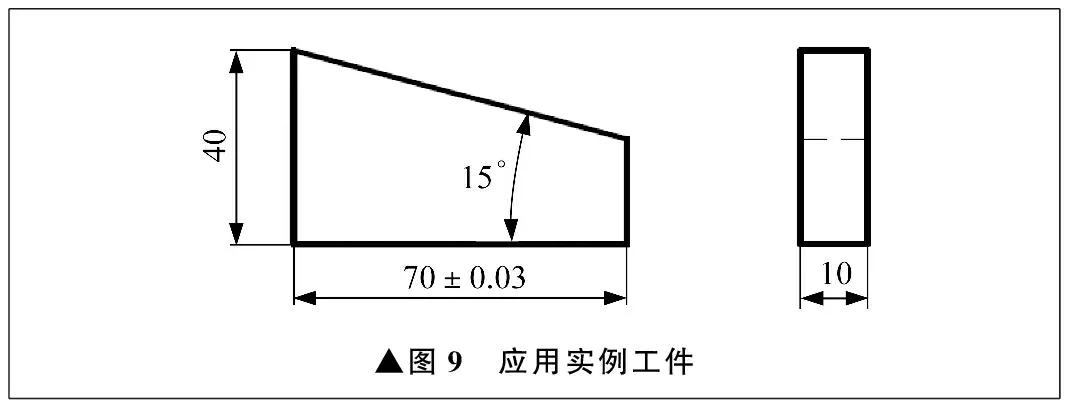
▲图9 应用实例工件
(1) 两个精密圆柱中心距为80 mm,当测量角度为15°时,根据正弦原理计算得到标准量块的高度为20.705 mm。用四块厚度不同的标准量块组合拼出高度20.705 mm,如图10所示。
(2) 将组合好的标准量块放入精密圆柱与基准平板之间,此时直角模块与基准平板之间角度为15°,紧固夹紧装置上的紧固螺栓,将量具角度固定,取出标准量块。便捷式斜面量规安装如图11所示。
(3) 斜面加工线划线。将需要加工的工件安装在直角模块上,用高度尺即可划出斜面加工线。
(4) 斜面尺寸测量。工件斜面加工线尺寸即测量尺寸,加工过程中可将工件放入测量位置,使用千分尺或游标卡尺直接测量斜面尺寸,如图12所示。
6 结束语
笔者设计的可锁定角度的便捷式斜面量规可以作为机械行业中斜面的辅助量具使用,能够对各种不同角度工件的斜面进行快速精准测量。使用便捷式斜面量规后,能直接用游标卡尺或千分尺对工件的斜面进行尺寸测量。便捷式斜面量规能调整任意锐角,并可精确到分。便捷式斜面量规还能锁定所需调整的角度,使用灵活方便,不受设备限制。可见,这一便捷式斜面量规实用性强,具有推广价值。
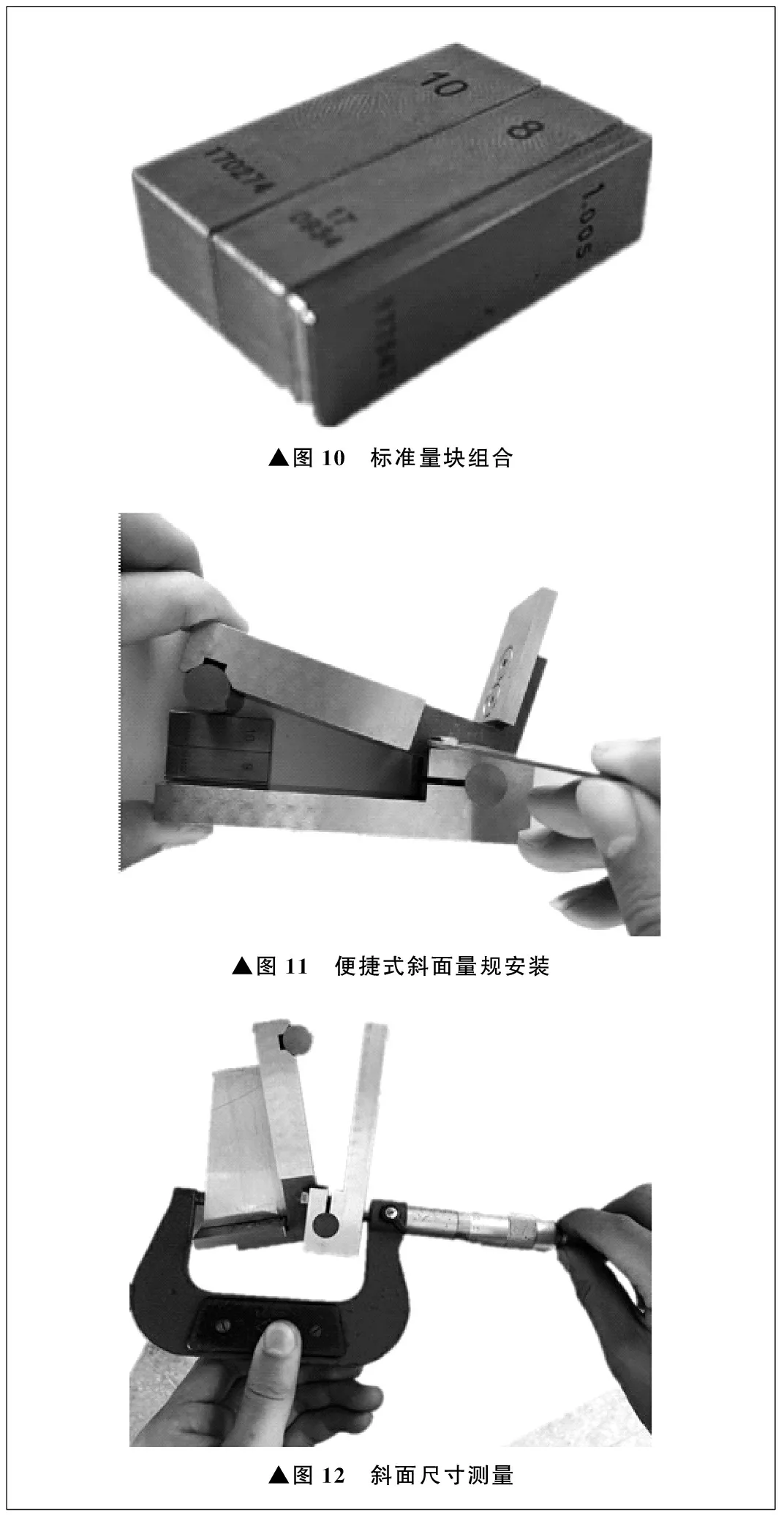
▲图10 标准量块组合▲图11 便捷式斜面量规安装▲图12 斜面尺寸测量
