高速工业平缝机步进针距调节机构的设计
2020-11-21祝书伟何明金柯祥林位延辉
□ 祝书伟 □ 郑 吉 □ 何明金 □ 柯祥林 □ 位延辉
杰克缝纫机股份有限公司 浙江台州 318010
1 设计背景
缝纫机制造业作为一个传统产业,已经有150多年的历史。如今,缝纫机的应用体现在各个方面,从一般家庭用缝纫机,到大工业流水线生产设备,再到综合各种新技术的机电一体化产品。缝纫机行业作为基础产业,已经和人们的日常生活息息相关。高速工业平缝机是一种工业缝纫机,使用频率高。随着科学技术的不断进步,高速工业平缝机逐渐向自动化、智能化发展[1]。
送料机构是高速工业平缝机中重要的运动机构,针距调节机构是送料机构的组成部分。传统的针距调节机构受限于自身的结构缺陷,已无法满足当前市场的需求。对传统的针距调节机构进行改进,引入步进控制技术,实现针距调节的精确控制,可以极大提升高速工业平缝机的自动化水平。
2 传统针距调节机构
某型号高速工业平缝机送料机构如图1所示,主轴以转速n高速转动,驱动送料牙周期性递送布料[2]。针距座的不同位置角度对应不同的针距,针距为送料机构一个周期内将布料前推的距离[3]。

▲图1 高速工业平缝机送料机构
传统针距调节机构如图2所示。针距座、针距连杆、调节器组成四连杆机构,调节器的尾部设置正缝接触部、倒缝接触部。正常缝纫时,在拉簧的作用下,正缝接触部与螺柱头构成高副接触。通过调节针距螺柱的轴向进给量,可以调节针距座的位置角度,从而调节针距。
当需要进行正缝、倒缝切换时,下压倒缝扳手通过凸缘驱动伸出部,使调节器顺时针转动,倒缝接触部与螺柱头构成高副接触,针距座完成角度转换,进入倒缝模式。
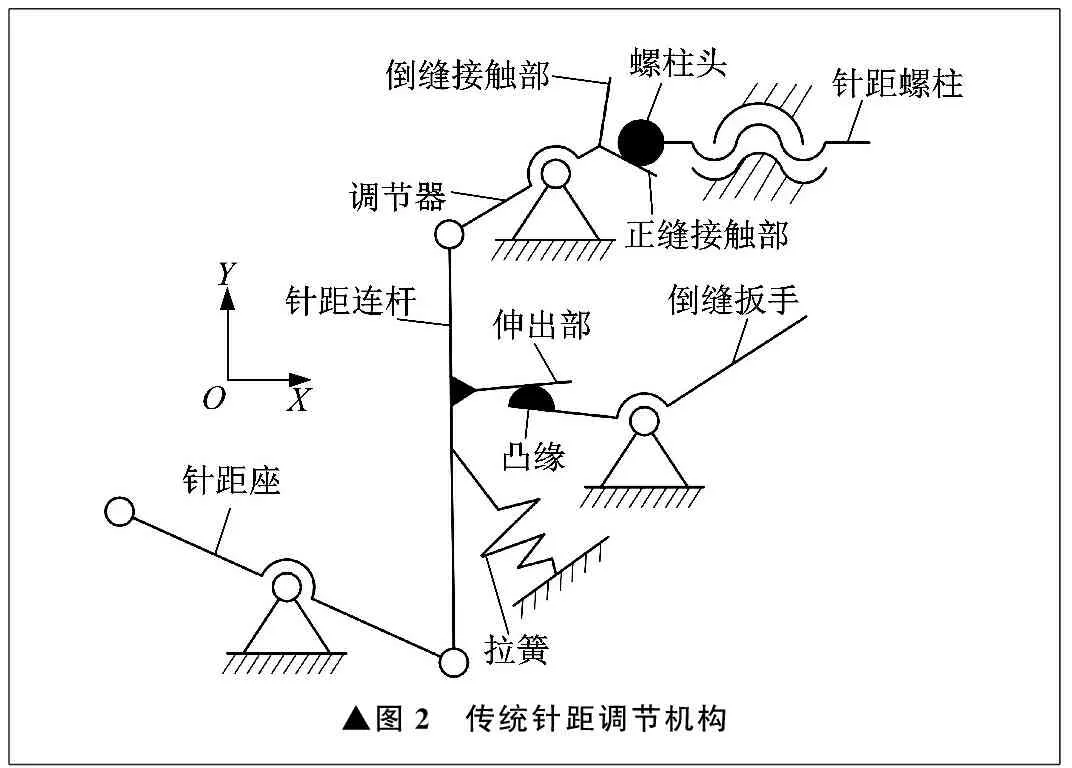
▲图2 传统针距调节机构
传统针距调节机构有三方面缺点。
(1) 控制精度低。针距的调节精度受限于调节器和螺柱等零件的轮廓加工精度,无法做到各种针距下正缝、倒缝针脚完全重合。
(2) 零件寿命短。机构中存在为数不少的高副接触,零件极易磨损。
(3) 正缝、倒缝快速切换时噪声大。在中高端平缝机中,通常需要额外增加驱动器,如电磁铁等,实现正缝、倒缝的快速切换。由于切换时调节器与螺柱反复撞击,噪声很大。
3 步进针距调节机构
步进针距调节机构如图3所示,通过步进电机驱动针距曲柄,从而实时控制针距座的位置角度,可以克服传统针距调节机构的缺点。步进针距调节机构的设计参数见表1。
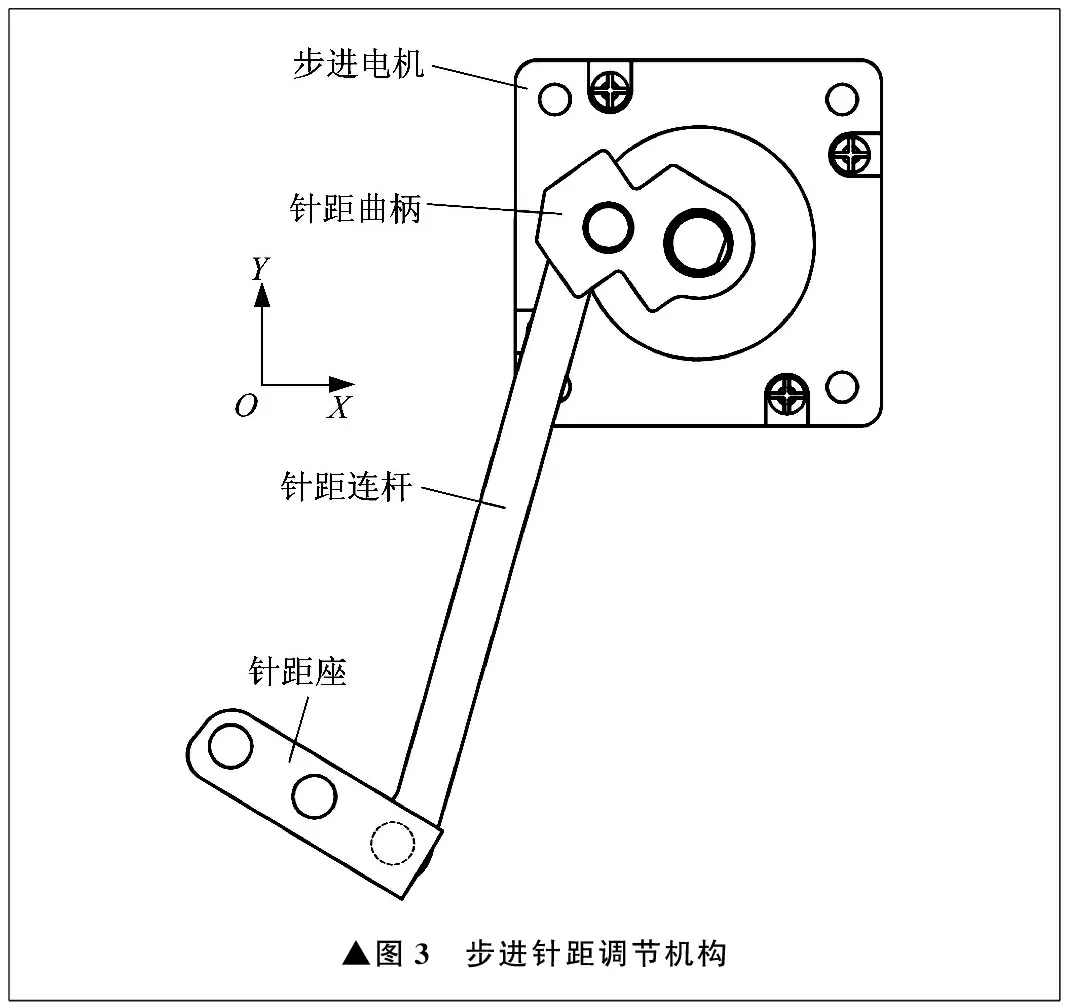
▲图3 步进针距调节机构
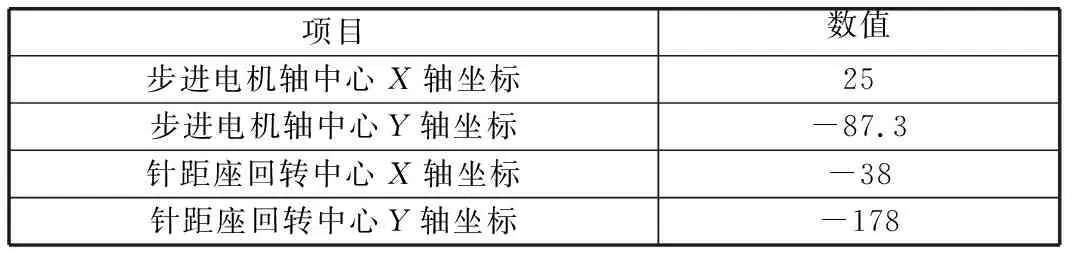
表1 步进针距调节机构设计参数 mm
设计步进针距调节机构时,需要对步进电机的工况进行两方面考量:正缝、倒缝正常缝纫时步进电机需要提供的静态最大保持转矩,正缝、倒缝快速切换时步进电机的动态特性。最大针距时,正缝、倒缝状态下步进电机静态最大保持转矩基本相同,步进电机静态最大保持转矩尽可能小,步进电机转角不大于80°。
4 静态工况分析
在高速工业平缝机工作过程中,由于送料机构始终处于高速运动状态,因此会在针距座处产生周期性变化的反力矩,这一反力矩的峰值随主轴转速的加快和针距的增大而增大。静态工况分析主要是对步进电机克服针距座反力矩所需的静态最大保持转矩进行分析。
某型号高速工业平缝机的常用针距为-5~5mm,针距为正时正向送料、正缝,针距为负时反向送料、倒缝。针距座的位置角度如图4所示,位置角度的变化范围为-31°~18°。
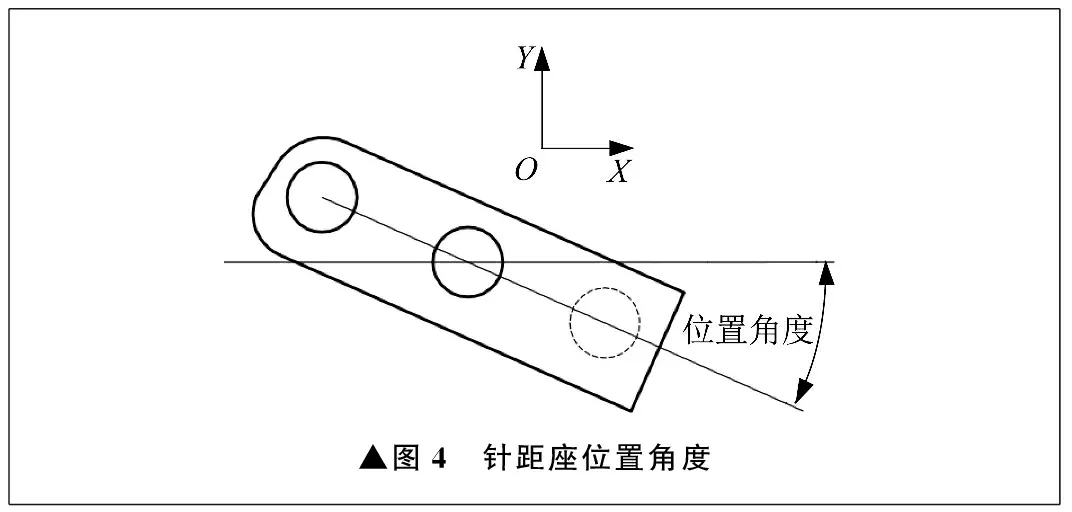
▲图4 针距座位置角度
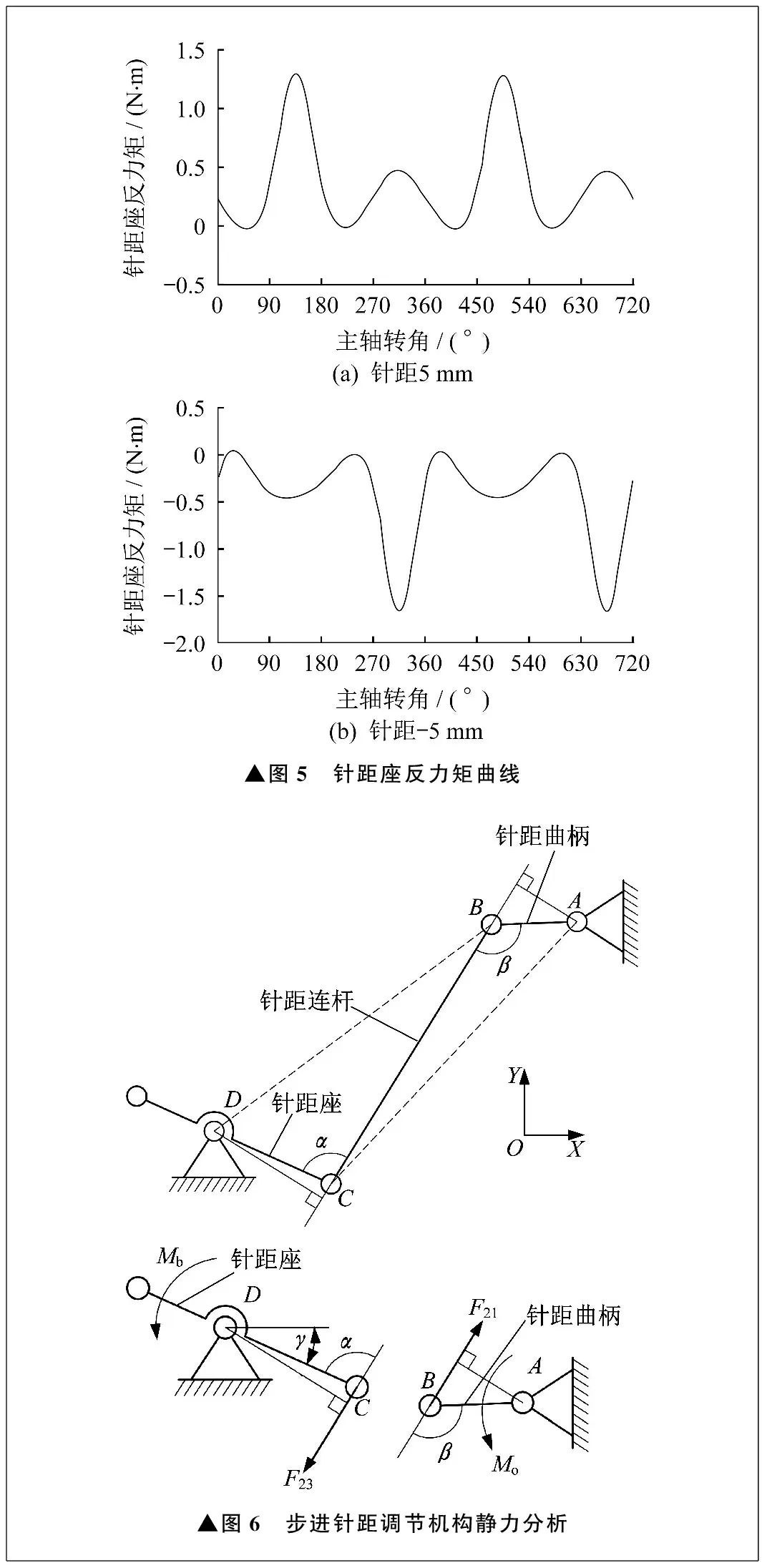
建立送料机构的动力学仿真模型[4-6],主轴转速取5 000 r/min。针距为5 mm时,位置角度为-31°。针距为-5 mm时,位置角度为18°。分别计算两种工况下的针距座反力矩,如图5所示。结果显示,主轴转速为5 000 r/min时,针距5 mm所对应的针距座反力矩峰值为1.28 N·m,针距-5mm所对应的针距座反力矩峰值为-1.66 N·m。
步进针距调节机构静力分析如图6所示[7-8],可以得到:
F23LDCsinα+Mb=0
(1)
F21LABsinβ+Mo=0
(2)
▲图5 针距座反力矩曲线▲图6 步进针距调节机构静力分析
(3)
(4)
F23=-F21
(5)
式中:F23为针距连杆对针距座的作用力;F21为针距连杆对针距曲柄的作用力;LDC为针距座偏心距;LAB为针距曲柄孔心距;LBC为针距连杆孔心距;LDB为D、B两点间距离;LAC为A、C两点间距离;α为∠DCB角度;β为∠ABC角度;Mo为步进电机保持转矩;Mb为针距座反力矩。
由上述方程整理得Mo为:
(6)
当四连杆机构处于装配关系时,式(6)始终成立。为了更好地区分正缝5 mm针距和倒缝-5 mm针距两种情况,对式(2)做适当延伸:
(7)
(8)
式中:Mb1max为正缝5 mm针距时针距座反力矩峰值;Mo1max为正缝5 mm针距时步进电机转矩峰值;α1为正缝5 mm针距时∠DCB角度;β1为正缝5 mm针距时∠ABC角度;Mb2max为倒缝-5 mm针距时针距座反力矩峰值;Mo2max为倒缝-5 mm针距时步进电机转矩峰值;α2为倒缝-5 mm针距时∠DCB角度;β2为倒缝-5 mm针距时∠ABC角度。
结合设计要求,定义优化目标函数、约束条件[9]。

在计算软件中对上述问题进行规划,求解5 mm针距和-5 mm针距对应的步进电机静态保持转矩峰值。经多次试算后,得到最优参数,见表2。
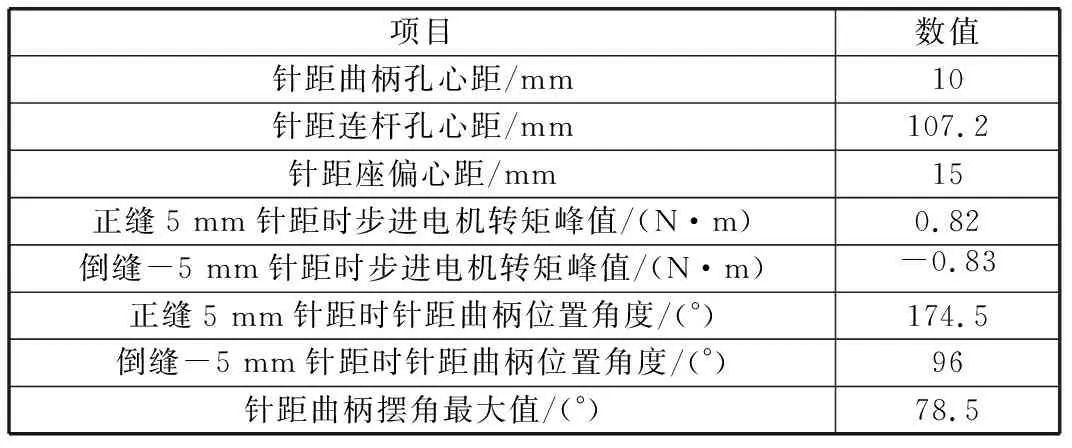
表2 步进针距调节机构最优参数
5 动态工况分析
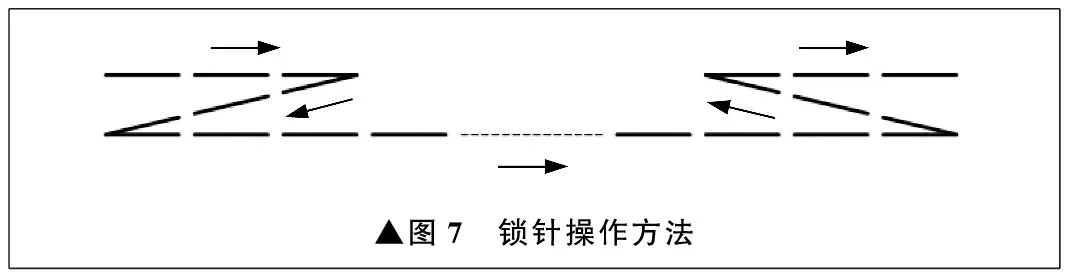
在服装缝制工艺中,为了避免缝线从面料中脱落,通常需要在缝纫的起始和末尾区段进行锁针处理,其操作方法如图7所示,具体为正缝三针、倒缝三针、自由缝制、倒缝三针、正缝三针。
▲图7 锁针操作方法
可见,高速工业平缝机锁针处理过程中,需要进行正缝、倒缝的快速切换,因此有必要对正缝、倒缝快速切换时步进电机的动态特性做进一步分析。
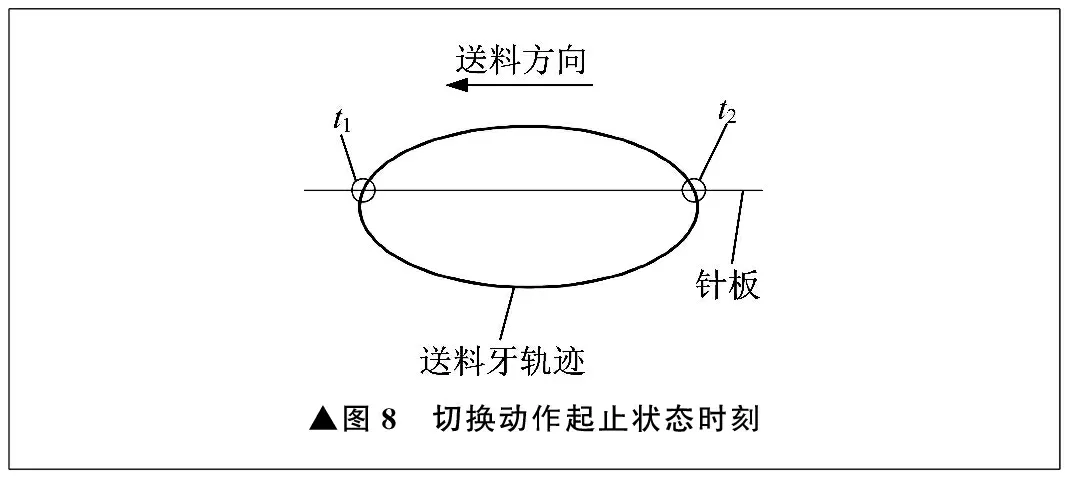
某型号高速工业平缝机正缝、倒缝切换时主轴转速设为2 000 r/min,切换动作起止时刻状态如图8所示。t1为送料牙没入针板的时刻,t2为送料牙露出针板的时刻,切换动作必须在t1至t2时间内完成,否则将出现正缝、倒缝针脚不重合的现象。在主轴转速为2 000 r/min的情况下,单个缝纫周期耗时0.03 s,t1为0.008 375 s,t2为0.024 917 s。
▲图8 切换动作起止状态时刻
将步进针距调节机构加载到送料机构的动力学仿真模型中,设步进电机转角驱动函数为[10]:
φAB=Step5(time,0.008 375,0,0.024 917,78.5°)
Step5()为计算软件内置的5次多项式拟合函数,步进电机在0.008 375 s时刻启动,在0.024 917 s时刻停止,其间转过78.5°,加减速过程由Step5()函数进行控制,分别得到步进电机的转矩、 转速、 角加速度曲线,如图9至图11所示。
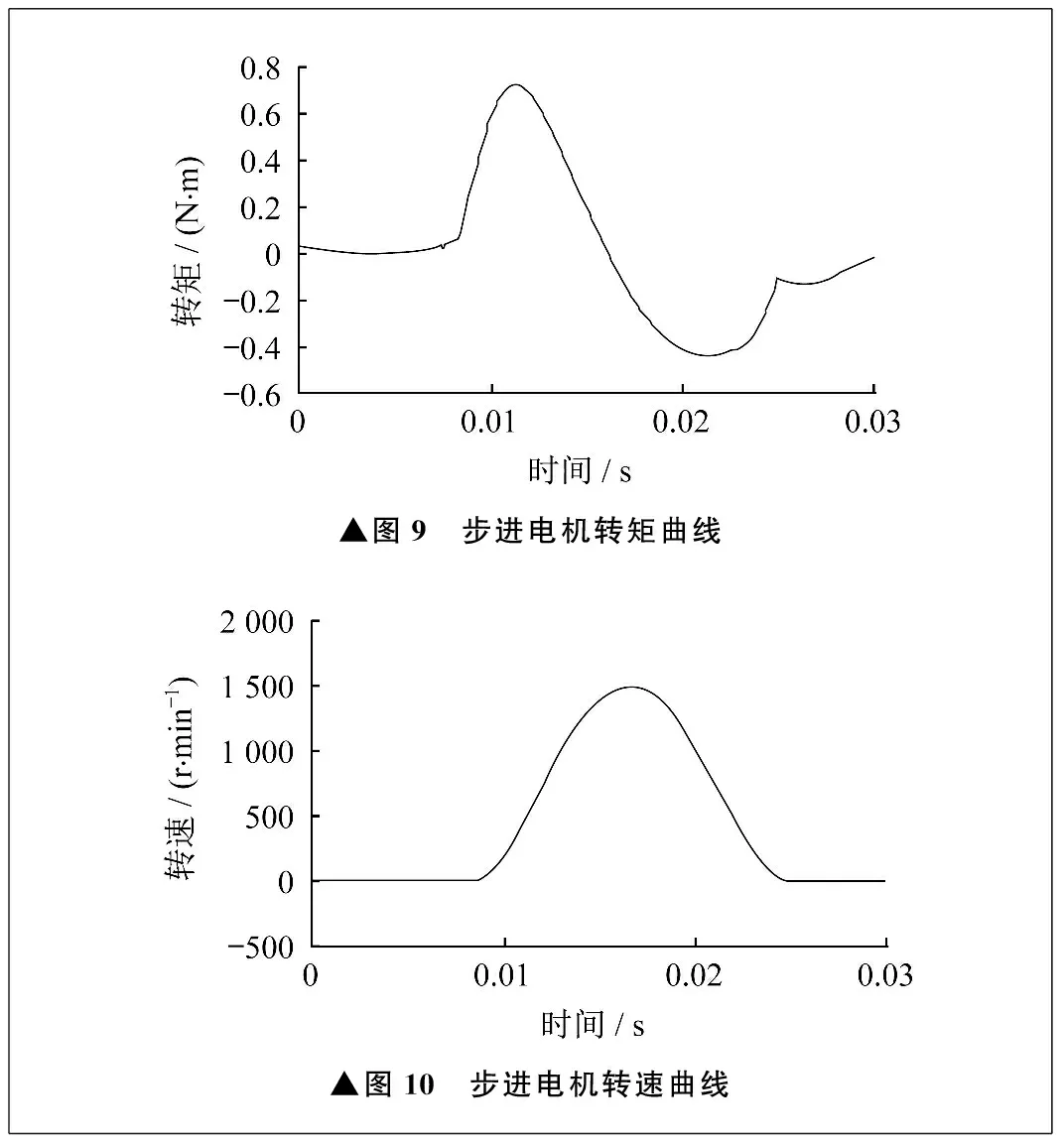
▲图9 步进电机转矩曲线▲图10 步进电机转速曲线
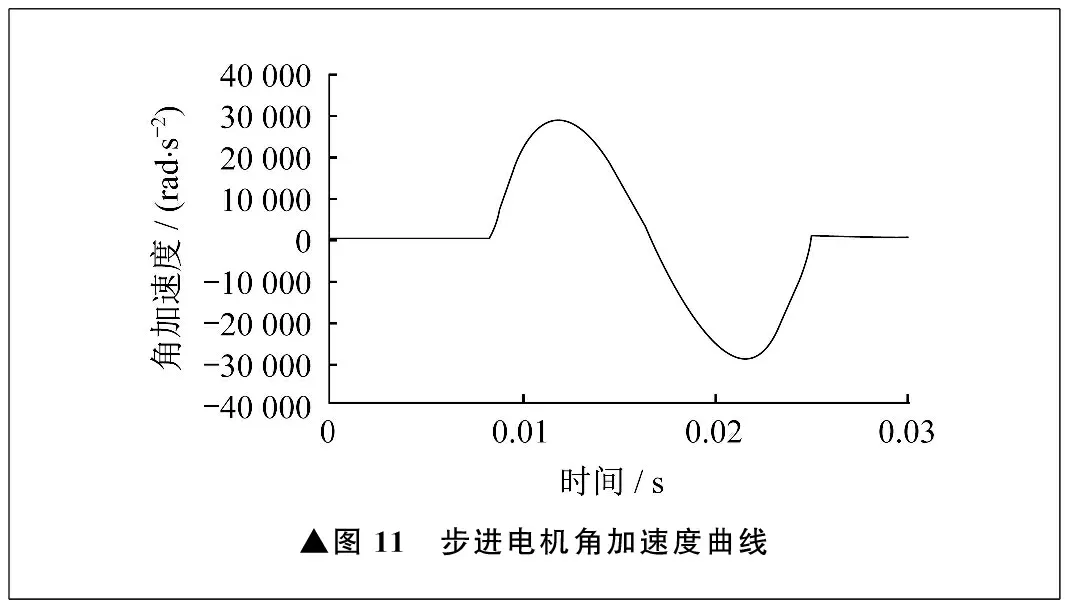
▲图11 步进电机角加速度曲线
计算结果表明,主轴转速为2 000 r/min时,在步进电机完成正缝、倒缝切换的过程中,转矩峰值为0.72 N·m,转速峰值为1 500 r/min,角加速度峰值为28 904.8 rad/s2。
6 结束语
笔者在分析高速工业平缝机曲线传统针距调节机构控制精度低、零件寿命短、正缝倒缝快速切换时噪声大等缺点的基础上,设计了一种步进针距调节机构,通过步进电机驱动实时控制针距,克服了传统针距调节机构的缺点。对步进电机的静态工况进行了分析,优化了针距调节机构的杆长参数,使步进电机静态保持转矩峰值最小。
优化后,5 mm针距时步进电机保持转矩峰值为0.82 N·m,-5 mm针距时步进电机保持转矩峰值为-0.83 N·m。对正缝、倒缝快速切换时的步进电机动态工况进行了分析,得到主轴转速2 000 r/min条件下步进电机完成正缝、倒缝切换时的动态特性,其中转矩峰值为0.72 N·m,转速峰值为1 500 r/min,角加速度峰值为28 904.8 rad/s2。分析结果为高速工业平缝机步进针距调节机构的结构设计和步进电机的选型提供了数据支撑。
