某型汽轮机转子叶根装配质量的改进研究
2020-11-20马珺德王伟文
马珺德 王伟文

摘要:某型汽轮机转子的叶片叶根形式属于菌型,装配末叶后需要对末叶前后两片叶片通过销钉联接的方式进行紧固,由于空间的限制以,同时根据电厂反馈及前期检验过程发现并分析:菌形叶片的骑缝销孔加工后冲铆容易出现铆裂及冲铆距离不满足图纸的情况(叉形叶根销孔冲铆率能达到100%)。本文通过对末叶装配质量影响因素的分析,找到主要因素,并制定了相应对策,取得了良好的效果,具有一定的普及价值。
关键词:汽轮机转子;菌型叶片;末叶装配
引言
大型汽轮机发电设备由汽轮机带动发电机旋转发电,全转速达到3000rpm,在高参数、大功率技术不断成熟的情况下,汽轮机转子装配制造过程控制显得尤为重要,尤其是汽轮机叶片装配过程中,对末叶片的紧固措施是否到位,关系到汽轮机转子的运行安全性,所以对转子装配质量的控制对汽轮机制造厂家提出了很高的要求。
我公司生产的某型汽轮机低压转子,共正反5级结构,其中前三级属于菌型结构。
1、菌型叶片装配简介
汽轮机转子光轴轮盘整圈加工成菌型叶根型式,需要装配到轮盘上的叶片的叶根也需要加工成菌型,转子上加工出适当弧段的锁口,以便标准叶片顺利装入,当整级叶片装入确认过盈量,配磨加厚片和末叶后进行最终装配,装好末叶后,对末叶及前后两片叶片叶根径向面钻铰轴向骑缝销孔,然后在骑缝销孔装入相配的销子,对销子采用固定措施后转下一道工序。
2、问题概述
电厂反馈及前期检验过程发现并分析:菌形葉片的骑缝销孔加工后冲铆容易出现铆裂及冲铆距离不满足图纸的情况(叉形叶根销孔冲铆率能达到100%)。这样的情况一旦产生且没有被检查出来被遗留到汽轮机转子运行后,随着机组的振动,销子有轴向滑出的风险,这种分先将对机组带来运行隐患。
3、问题分析
3.1.多名操作工对转子多个级别的骑缝销孔进行冲铆,技能等级均中级工以上,工龄5~15年,具备技能水平;就操作者的熟练程度和技能来说,不存在问题。
3.2.从使用的工具来看,样冲只有一个型号,对各种销孔冲铆不适用,见下图1;
3.3.骑缝销孔孔口刮面铣削质量,操作者加工的部分骑缝销孔及孔口刮面中心不一致,略偏向一侧。
3.4.大部分骑缝销孔的孔口刮面只比骑缝销孔尺寸大(单面)约2mm,如D350K-203004A\D660AG-203002A系列叶片销孔及刮面尺寸为Φ12.5
3.5. 操作者在工作现场冲铆时周围环境是否对冲铆质量造成影响<5%。可以忽略不计。
由上文分析可以得出如下结论:
用样冲工装适用性不强是导致充铆问题的直接原因;销孔加工质量水平不稳定是原因之一。
4、解决方案及效果
4.1更改样冲工具(图2),联系工艺技术人员对冲铆用的样冲头改进,对不同冲铆结构制作不同的样冲头。
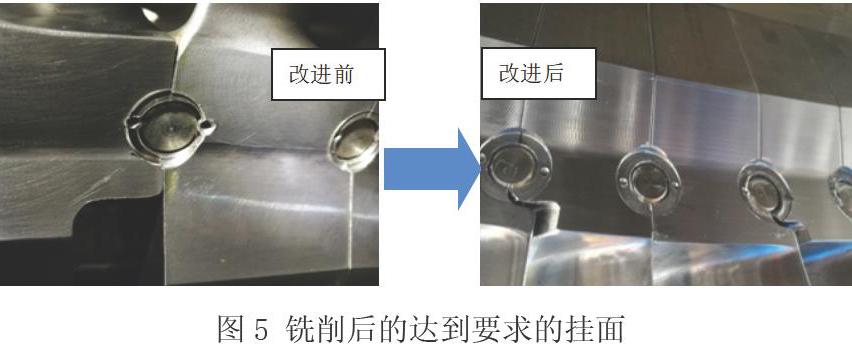
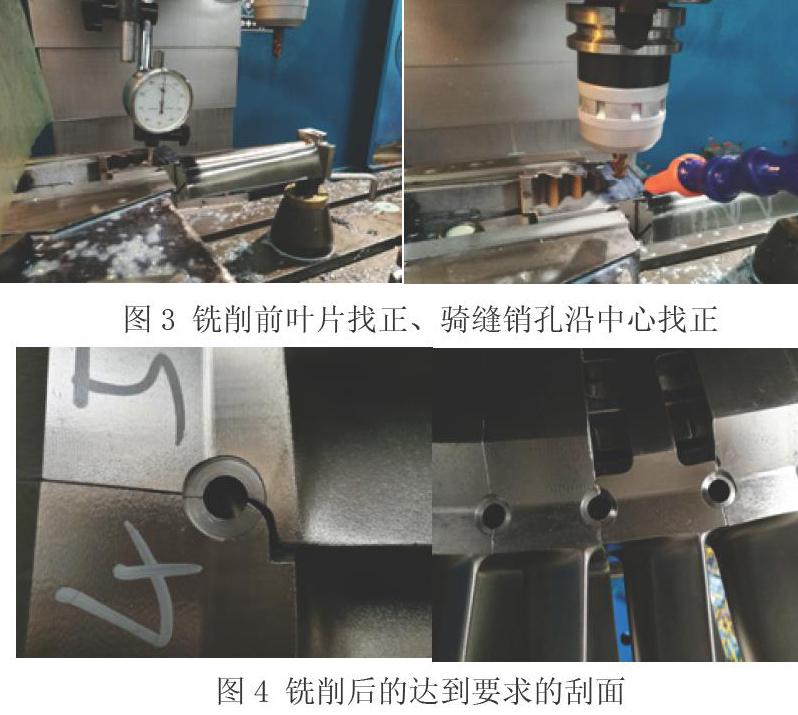
4.2技术部门要求对骑缝销孔的刮面进行加大处理,刮面直径大于销孔直径的4-6mm,给予冲铆足够位置(图3、4、5);
4.3 对骑缝销孔粗铣进行控制,保证孔的刮面与骑缝销孔中心基本一致。
5、总结
通过骑缝销孔加工工艺的升级,以及冲铆工装工具的升级,统计出近期转子骑缝销孔冲铆情况:
本文的改进介绍,通过优化升级转子菌形叶根骑缝销孔的冲铆工装、工具,根据不同销孔孔口刮面大小,选取合适的冲铆工具,即减少了操作工工作量,又能提高销孔冲铆效率。在此次改进过程中,我们充分使用质量改进QC工具,QC成员相互讨论、沟通,成员的数据调查能力、分析问题、解决问题等能力有了较大的提高,同时也为公司产品的质量提升做出了贡献。
参考文献
[1] 朱佳生.透平机械制造工艺学.西安交通大学出版社.2005
作者简介
马珺德(1985.8-),男,现就职于东方汽轮机有限公司质量检验部,工程师,检验技术员,主要从事核电、火电蒸汽轮机、燃气轮机部件生产和整机装配的检验技术。
王伟文(1973.12-),男,现就职于东方汽轮机有限公司质量检验部,技师,主要从事燃机、常规火电汽轮机转子的加工和装配工作。
