沉淀池排泥水回用应对低温低浊水的可行性分析
2020-11-20郭千秋
郭千秋
摘要:净水厂生产的废水包含了过滤水池的冲洗水和沉淀池的污泥水,这些水量占据总体供水量的3%到8%的比例,如果没有及时处理就排放出来不仅会污染环境而且还会浪费水资源,不利于社会经济的可持续发展。沉淀池排泥水回用技术能够对工厂排出的污水进行及时处理,从而减少污水的排放。为此,文章结合某地区冬季低温低浊的基本水质特点,就如何借助沉淀池排泥水回用技术处理低温低浑浊水进行策略分析。
关键词:沉淀池排泥水回用技术;低温低浊;水资源;处理
从净水厂的给水处理加工发展实际情况来看,低温低浊水的处理一直是给水处理的一个难点问题,从实际加工操作上来看,低温低浊水的温度一般比较低,与此同时水的动力粘度会比较高,在处理的过程中会削弱水中胶体颗粒运动情况,降低颗粒之间碰撞的可能。同时,水中胶体溶剂作用较强,颗粒周围水化膜加厚之后会妨碍颗粒的凝结。为了能够实现对常规水的有效加工处理需要应用更为先进的工艺来处理污水。
一、净水厂的水质分析
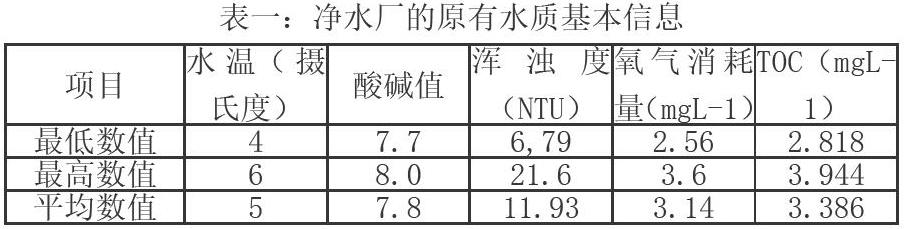
文章所研究净水工厂的供水能力为每天30x104立方米,整个污水在处理的过程中以长江南京段为水源,所有水源在经过臭氧化处理之后会被二次处理进入到絮凝池、平流沉淀池、生物活性炭滤池和砂滤池中进行深加工处理,通过层层筛选减少水资源污染问题的发生。净水厂的原有水质基本信息如表一所示。
二、实验操作方案
根据不同回流的基本比例搭配需要向六个小组烧杯中分别放入0%、3%、6%、9%、12%和15%比例的沉淀池污泥排解水。在实施操作的时候为了让实践操作更加符合生产加工需要,需要将混合阶段的搅拌机转动速度设定为每分钟400转左右,搅拌操作的时间分别为两分钟和八分钟,在完成以上操作之后沉淀十分钟。通过综合比较各个小组烧杯中的沉淀速度、出水腐蚀程度来确定最终能够改善混凝土效果的污泥水排解范围,缩小污泥排水回用比例的考察范围。
三、实验结果分析
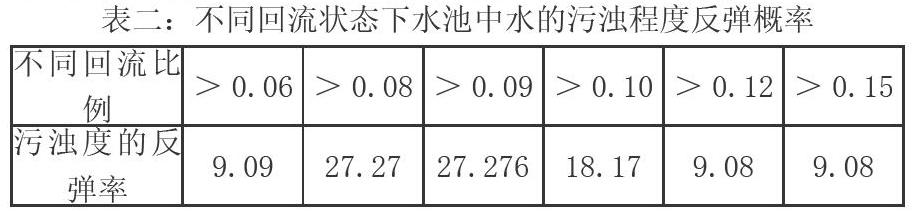
(一)混凝结果对比
在经过实验操作比较之后发现,在和没有回用排泥水的烧杯使用比较相比回用排泥烧杯中的矾花沉降速度更快,聚合形态也会更加紧密。而出现以上现象的原因是沉淀水池中的污泥排水中含有大量的脱稳颗粒,无形中促进絮凝的过程。但是在混凝剂增加含量不便的情况下过度的使用排泥水则是会加大水污染现象的发生。不同回流状态下水池中水的污浊程度反弹概率如表二所示。根据表二的数据发现随着排泥水回用比例的增加,出水细菌数也会体现出上升的状态,但是和没有加入排泥水的烧杯出水相比,反弹幅度比较小,回流比例在3%到6%之间的时候处于一种安全的状态。
(二)对沉淀后水COD的影响
对于沉淀水质排泥水回用可能引发的出水COD风险,在实验操作中对不同回流比条件下烧杯中的出水COD进行检测分析,从三个月的检测数据分析发现在低温低浑浊度水中加入2%到15%比例的排泥水,沉淀水池中COD出现反弹的概率最高会达到83.65%的比例,而出现这种现象的原因可能是排泥回用后的水中被氧化物质增多,且COD的总体含量会随着反弹程度的增大而增多。
比较低的回流比例往往更能够控制沉淀后COD的反弹横渡,和没有进行排泥回流的烧杯比较可以发现如果将整个回流比例控制在8%的比例范围内,出水COD的最大平均数值会提升10.33%的比例,但是如果将回流比例控制在6%的比例范围内,出水COD的平均最大数值会提升为8.68%左右的比例。经过实验操作最终证明水厂净水工艺对COD 的整体去除率在60%左右,二次去除操作借助砂滤、主臭氧化、生物活性炭的过滤消毒工艺对COD的去除率在40%左右的比例。经过以上操作处理之后沉淀COD反弹会达到10%的比例,对最终出厂水COD的含量影响基本上不会超过0.16mg/L。
(三)多余氯衰减变化分析
为了能够更加深入的分析比较比较排泥水回用对整个剩余氯衰减变化的影响,向六个小组烧杯中加入同等剂量的混凝剂和不同比例的排泥水进行模拟沉淀比较,在完成模拟沉淀比较分析之后分别取水样在其中每升加入0.5mg到1mg的氯水,放置一段时间之后检测水中的余氯含量。根据检测结果发现随着回用比例的增加和氯化反應时间的推迟,余氯的衰减程度会不断加大。从整个操作上来看,6%比例的回流比是比较明显的衰减界限,在这个范围内半个小时内的余氯衰减速度不会出现明显的变化,回流比要超过6%比例,水中过量的消耗氧气物质会加大氯气的消耗量,加氯两端增多越是能够说明衰减作用明显。为此,在实验操作的时候适当控制回流比会深刻影响余氯衰减速度,最终确保达到理想的消毒效果,为此,在操作的时候需要将回流比控制在6%左右的比例。
四、实验方案的未来优化
(一)实验运行模式的优化
在实际生产中可以利用沉淀池排泥系统对三分之二段的排泥水通过中央排水渠道收集过滤到回用水池中,之后借助水泵输送到配水井中进行重复使用。这部分每天会产生2600立方米的排泥水,加上砂滤池中需要冲洗的水量在3300立方米,按照每小时8950立方米的速度处理速度,整个地区需要配置两个回流水泵,流量速度控制在每小时450立方米,回流比例在5.03%比例左右,两个回流水泵的运行时间为13个小时。
(二)经济成本对比
按照每小时2600立方米的速度计算排泥水量,每天将增加回用水泵耗电量设定为每小时216KW,但是排泥水调节池内的水泵耗电量会比之前每小时减少204KW。在完成以上操作的过程中污泥脱水系统的能源消耗也会减少,由此在整个系统中会产生额外的运营成本。另外,在排泥水回用之后随着混凝沉淀效果的改善,混凝剂投放量也会相应的减少。
结束语
综上所述,回流适量沉淀池内的排泥水能够改善混凝土沉淀效果,但是在实际生产管理的过程中可以将这一部分的水泥汇集到回用水池中,通过水泵输水和砂滤池中的池水来增加混凝过程中颗粒碰撞的几率。 在未来需要对不同地区推广沉淀池排泥水回用生产情况进行分析,并结合地区实际情况对工艺效果和经济成本进行综合分析。
参考文献:
[1]尢志磊, 华巍, 王海青,等. 沉淀池排泥水回用应对低温低浊水的可行性研究[J]. 供水技术, 2013, 007(006):19-21.
[2]张玉婷. 沉淀池污泥回流强化低浊水处理实验研究[D]. 武汉理工大学, 2014.
[3]徐勇鹏, 何利, 崔福义,等. 回用净水厂生产废水强化低温低浊水的混凝效能[J]. 中国给水排水, 2011(07):62-65.
[4]陶昱明. 低温低浊期、沉淀池排泥水回流降低矾耗的研究[D]. 2008.
[5]何嘉莉, 陈丽珠, 何孙胃,等. 南方地区水厂沉淀池排泥水回用的可行性分析[J]. 供水技术, 2019(2).
[6]向平, 蒋绍阶. 给水厂排泥水处理回用的若干问题[J]. 重庆建筑大学学报, 2004(04):72-74.
