基于改进AHP的注塑模具短射故障分析研究*
2020-11-18张喜根陈永前孔垂雄
张喜根,陈永前,虞 勇,孔垂雄,胡 月,李 超
(1.贵州电子信息职业技术学院 机电工程系,贵州 凯里 556000; 2.毕节市农机安全监理所,贵州 毕节 551700)
0 引 言
短射又叫欠注、充填不满、制件不满,俗称缺胶,通常表现为高分子熔体在没有充满型腔就冷却,无法得到完整的产品。注塑模具短射是注塑行业的常见故障,产生短射的原因多种多样,在生产、开发过程中遇到短射故障时,工程师往往根据经验来定性分析,对故障产生的主次影响因素很难把握,给注塑模具短射故障的解决带来很大的障碍,那么这就要求我们对产生短射的因素进行定量分析,找出主次因素,为快速解决短射故障提供科学依据。
目前,在解决注塑模具短射故障的研究中,如黄明瑜[1]等人从注塑台、模具设计等硬件上出发,从一个新的角度对形成短射的原因进行了探讨;何镜奎[2]等人通过使用模流分析软件来模拟研究注塑模的充填过程,针对出现的常见问题进行处理;程文博[3]等人针对注塑制品短射缺陷问题,提出一种优于BP神经网络的卷积神经网络算法的缺陷识别方法;Yeonsung Kim[4]等人从模具温度的角度出发研究模具短射故障问题等,大多只是局限于大量模拟,定性分析解决模具短射故障,而对产生模具短射故障因素的定量分析研究几乎没有。注塑模具短射故障的产生因素有很多,找出各影响因素之间的主次关系是当前研究的重点,基于此,笔者提出一种基于改进AHP的注塑模具短射故障分析方法,分析出各因素对注塑模具短射故障的影响率大小,找出注塑模具短射故障产生的主次原因,为企业决策提供科学依据。
1 改进层次分析法
层次分析法(The Analytic Hier- archy Process)简称AHP,是一种定性和定量相结合的、系统化、层次化的分析方法[5]。它通过建立对比矩阵将评价过程进行定量描述,避免了决策者做出的主观判断而造成的逻辑错误。但是在运用层次分析法构造判断矩阵时,若评价指标较多,易使对比过程的复杂性和模糊性急剧增加,造成对比矩阵不易通过一致性检验。因此,在应用时常对其进行改进。
改进层次分析法是在原方法的基础上,采用“三标度法”代替了原始的“九标度法”来构造比较矩阵,使专家在进行重要性比较时更容易判断,该方法计算结果不需再进行一致性检验,避免了多次调整比较矩阵的麻烦,提高了计算效率和精度。改进层次分析法的基本步骤如下[6]。
(1) 建立目标层结构模型。将目标综合评价体系分为三个层次:目标层、准则层和因素层。具体层次结构模型如图1所示。

图1 层次结构模型
(2) 构造比较矩阵Aij。对每层两元素之间进行比较,构造比较矩阵Aij。构造比较矩阵时,使用0、1、2标度方法进行标度。
(1)
式中:Aij为第i个元素与第j个元素相比得到的重要性,具体含义如表1所列。

表1 重要性标度含义表
(3) 计算排序指数ri。将第i个准则与其他准则的比较结果分别求和,可得排序指数。
(2)
(4) 构造判断矩阵Bij。根据排序指数ri构造判断矩阵Bij,其元素bij由下式求出:
(3)

(5) 求传递矩阵Cij。根据判断矩阵Bij求出传递矩阵Cij,传递矩阵中的各元素满足下式:
cij=lgbij,(i,j=1,2,…,n)
(4)
(6) 求最优传递矩阵Dij。根据传递矩阵Cij求解最优传递矩阵Dij,最优传递矩阵满足使下式:
1.3.3 潜在生态危害指数法。瑞典科学家Hakanson[10]提出的生态危害指数法是目前最为流行的一种对土壤或沉积物中土壤重金属污染进行评价的方法。该法将重金属的生态效应、环境效应与毒理学联系在一起,不仅反映了某一特定环境中各种污染物对环境的影响,及多种污染物的综合效应,而且用定量的方法划分出了潜在生态风险的程度。其计算公式为:
(5)
(7) 求拟优一致矩阵Bij′。拟优一致矩阵中各元素满足使下式:
bij′=10dij
(6)
(8) 求拟优一致矩阵Bij′的特征向量。该处可用和法求取,即将Bij′中的各元素进行归一化处理后,再将各行进行求和,再除以n即可得到特征向量。
(9) 求总影响率。若某一指标的权重为a,影响该指标的各个因素权重分别为(ω1,ω2,…ωn)T,则各因素对总目标的影响率为:
(7)
2 基于改进AHP的注塑模具短射故障因素分析
2.1 影响因素层次结构模型
根据注塑模具短射故障发生的规律,可将其分为由温度影响因素引起的故障、模具设计因素引起的故障和注塑参数影响因素引起的故障[7-8]。构建影响因素层次结构模型如图2所示。

图2 影响因素层次结构模型
2.2 各准则对目标的影响率
(1) 构建比较矩阵Aij。将A1、A2、A3进行两两重要性比较,通过大量的事故案例分析及专家询问得出比较矩阵Aij,并根据比较矩阵求解重要性排序指数ri,如表2所列。

表2 比较矩阵
(2) 求解判断矩阵Bij。根据式(3)求解判断矩阵Bij如表3所列。
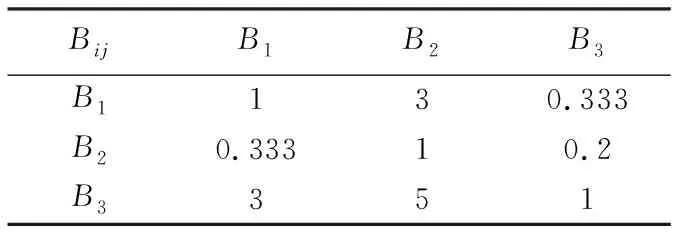
表3 判断矩阵
(3) 根据式(4)求解判断矩阵Bij的传递矩阵Cij,如表4所列。

表4 传递矩阵
(4) 根据式(5)求解传递矩阵Cij的最优传递矩阵Dij,如表5所列。

表5 最优传递矩阵
(5) 根据式(6)求解判断矩阵Bij的拟优一致传递矩阵Bij′,如表6所列。

表6 拟优一致传递矩阵
利用和法来求取最优传递矩阵Bij′的特征向量ω1=(0.258,0.105,0.637),即为指标层对目标层的影响率大小。
2.3 各因素对目标的影响率
同理,应用2.2节的方法,分别求出各因素对各准则的影响率B1-A1、B2-A1、B3-A1、B4-A2、B5-A2、B6-A3、B7-A3、B8-A3为:ω2=(0.105,0.637, 0.258)、ω3=(0.75,0.25)、ω4=(0.258,0.637, 0.105),再根据式7求解各因素对总目标的影响率,结果如表7所列。
由表7分析可知,注塑压力或保压不足B7是影响注塑模具短射故障的最主要原因,影响率为0.406。因此,加大注塑压力或提高模具保压时间是降低注塑模具短射故障的主要手段;同时,熔料温度太低B2和注塑机设备选型不当B6对注塑模具短射故障的影响率也相对较大,注塑部门应根据注塑材料合理设置熔料温度,并根据产品和流道的注塑量合理选择注塑机设备型号。

表7 各因素对目标的影响率
3 结 论
文中运用改进层次分析法对注塑模具短射故障影响因素进行分析研究,为注塑模具短射故障分析提供了一种定量方法。通过分析结果表明,注塑压力或保压不足是引起注塑模具短射故障的主要因素,熔料温度太低和注塑机设备选型不当是注塑模具短射故障的次要因素,企业注塑部门可以根据分析结果,有针对性地进行参考。希望此分析法能起到抛砖引玉作用,为企业决策提供科学依据。
