论新型结构汽车横向稳定杆连接杆产品开发与研究
2020-11-16熊雪娇胡会盟张露
熊雪娇 胡会盟 张露

摘 要:汽车横向稳定杆连接杆是悬架系统的主要部件,汽车行驶在不平道路上或在转弯时,左右两侧车轮处在不同高度,车身会发生横向侧倾;为防止车身横向侧倾和改善平顺性而增加横向稳定杆连接杆,对汽车操纵稳定性、行驶平顺性、舒适性等起着极其重要的特性。
关键词:横向稳定杆连接杆;焊接;球销;圆度
0 引言
汽车横向稳定杆是用弹簧钢制成的扭杆弹簧,杆身的中部,用套筒与车架联结,杆的两端通过横向稳定杆连接杆分别固定在左右悬挂的下托臂或减震器滑柱上,当横向稳定杆连接杆出现异常时,造成车辆在转弯和行驶在颠簸路面时车辆异响。
1 现有横向稳定杆连接杆产品
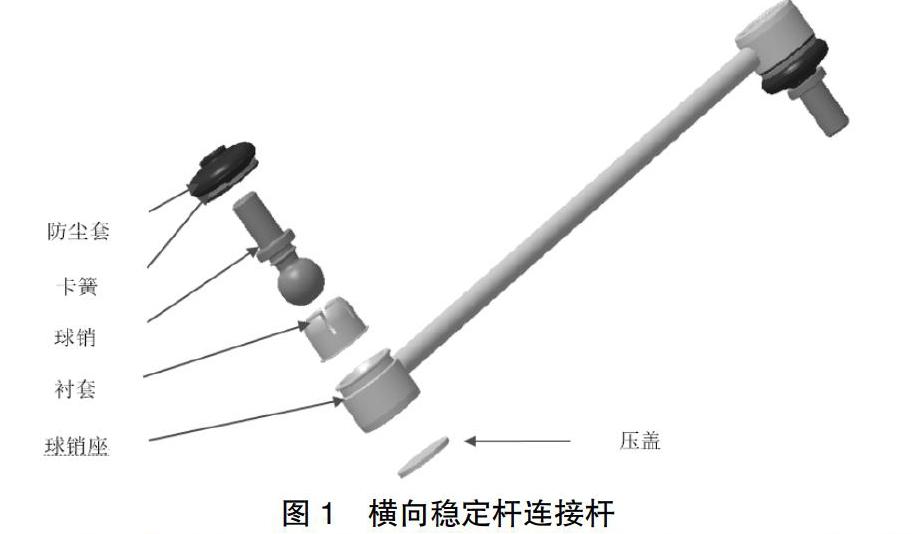
横向稳定杆连接杆结构:防尘套、卡簧、球销、衬套、球销座、压盖,其中现阶段连接杆球销的加工工艺为:原料、冷镦、滚丝、车削(粗车、精车)、滚光、清洗。主要结构如图1。
现有球销毛坯冷镦过程中工序较多、模具结构复杂、冷镦压力较大,模具易损坏寿命低、毛坯成本较高;球销车削过程中因结构复杂、毛坯的加工余量较大,需要两次车削(粗车、精车)完成,加工生产效率较低,原料浪费多;球销球端机加工时两极圆度不容易保证,球销滚光过程中粗糙度不容易保证,且滚光压力不容易调节,滚光轮容易损坏;球销球端因机加工难以实现完整球型而留有截面,球销在衬套内摆动过程中因截面而使球销和衬套接触面积变小,受力变大,衬套磨损加速,横向稳定杆连接杆产品使用寿命降低。
為解决以上问题,研究焊接式分体式连接球销结构和工艺,同时降低产品成本。
2 焊接式球销加工工艺
2.1 横向稳定杆连接杆结构及各部分的作用
①连接杆球销座焊接总成:由中间连杆与两个球销座焊接而成,球销座是外部为圆柱形,上端有卡槽,两端有开口,内部是近似圆柱形的空腔结构。连接杆球销座焊接总成是连接杆的主体,具有支撑球销和传递扭矩的作用。
②焊接球销:一端是球型体,中间具有锥度的脖颈、支撑角和凸台,另一端是螺纹结构,端末具有内六方孔,如图2所示。球销具有1个转动自由度和2个摆动自由度,球销杆一般为合金材料冷镦(冷挤)成型并热处理后经机加工形成球销杆再经过与球焊接形成焊接球销。
③衬套:外部结构是近似圆柱形、内部是球型空腔,内表面有储油槽结构的塑料材料;具有将球销包裹装入球销座中的,起到存储油脂,避免球销与球销座磨损的作用。
④压盖:圆形钢板,具有将球销和衬套压紧在球销座内,并确保封口面密封,防止泥沙等异物进入球销总成内部的作用。
⑤卡簧:叠加在一起的环状弹簧,具有将防尘套卡紧在球销座卡槽上,防止防尘套脱落并实现防尘套下端密封的作用。
⑥防尘套:上口贴合在球销凸台下面,下口被卡紧在卡槽中,中间为鼓肚形状的橡胶材料;具有密封作用,防止泥沙等异物进入球销总成内部。
2.2 焊接式球销
①球:完整球型体,采用轴承中滚珠生产工艺加工,加工效率相比车削大大提升,成本比车削加工要低很多,球的尺寸精度可以很方便地控制在±0.003 mm内,并且球的圆度和粗糙度相比车削加工后再滚光的性能优越许多,减少球销滚光工序,完整球型体与衬套过盈配合,在摆动过程中和衬套的接触面积可保持不变,两者受力均匀不变,提升连接杆总成过程力矩的稳定性。
②球销杆:头端为锥型、中部有支撑角和凸台、尾部为螺纹、尾端有内六方孔结构的工件。球销杆毛坯采用冷镦(冷挤)生产工艺加工,相比现有工艺球销杆毛坯球端部分容易冷镦成型,压力机需要的压力减小,并且对模具的损坏小得多,模具使用寿命大大延长;球销杆车削加工只需车削脖颈处,不需要再加工球端部分,毛坯加工余量减少,减少了原材料浪费,单件车削时间由24S降低为5S,加工效率大大提升。
③焊接球销:通过设定标准焊接参数,将球和球销杆采用电阻对焊的焊接方法焊接而成。
经理论校核、试验验证焊接强度、焊接尺寸、产品性能均能满足技术要求。
3 结论
综上所述,创新工艺方法,不局限于车削加工,减少滚光工序;优化球销杆毛坯脖颈处结构,延长模具使用寿命;优化球销球端截面结构,保证球销摆动过程中和衬套的接触面积保持不变,提升连接杆总成过程力矩的稳定性;单件车削时间由24S降低为5S,大幅度提高生产效率;减少毛坯加工余量,节省材料,降低成本。
