基于熵权和模糊物元的改进多元过程能力分析
2020-11-15赵家黎徐远平
赵家黎,李 江,徐远平
(兰州理工大学 机电工程学院,甘肃 兰州 730050)
在当前客户需求为中心的市场趋势下,多品种小批量生产已逐渐引领制造业的潮流。多品种小批量产品的制造过程中,企业施行多元质量控制及多元过程能力分析时常面临如下5个问题:1) 样本精确估计均值和标准差匮乏;2) 过程能力指数的不稳定性;3) 分析与控制的难度;4) 样本容量小导致数据处理困难;5) 质量参数的非正态分布。此外,复杂产品关键质量特性过多,各关键质量特性存在交互作用都是影响对产品实施多元质量控制的重要原因。
目前,针对小批量产品实施质量控制时所面临样本量不足问题,一些学者从质量控制入手。苗瑞等[1]利用概率积分变换理论、统计抽样分布理论获得均值和方差的标准化控制图。余忠华等[2]对小批量质量控制问题提出贝叶斯预测理论的动态质量控制方法。李佳翔等[3]使用田口式反馈技术构建质量损失函数、反馈控制图。另一些学者从统计样本的数据容量入手。王丽颖等[4]基于工序质量特征建立分类编码系统,建立虚拟工序的零件族以解决样本量不足问题。郑唯唯等[5]建立多品种小批量集成控制模型。张根保等[6]运用模糊物元理论构建工序相似条件判定工序相似,以建立“典型工序”从而解决小样本容量问题。在针对多元过程能力指数的计算方法上,Wang等[7]提出对一元过程能力指数的累积实施几何平均以获得多元能力指数。Sharma等[8]提出采用DMAIC方法计算过程能力指数。Anis等[9]强调使用过程能力指数分析问题必须考虑指标值与不合格水平之间是否缺乏一致性。Efron[10]提出基于Bootstrap抽样的多元过程能力指数,并利用差异系数对单变量过程能力指数实施加权以得到最佳多元过程能力指数方法。Shinde等[11]基于主成分分析构建了经验概率分布法求取多元过程能力指数。Mohammad等[12]提出基于神经网络的多元质量控制模型。陈涛[13]利用因子分析等多元统计技术对多元加工过程进行评价。韩玉启[14]构造了新的基于协方差阵后验分布的多元过程能力指数。马义中[15]综合多种多元过程能力指数定义存在的局限性后,提出基于主成分法的多元过程能力指数。
面向多指标多工序下的多品种小批量复杂产品时,现有一元质量管控理论很难奏效。因此,探讨如何对多品种小批量复杂产品实施多元质量控制、多元过程能力分析以及多元质量评价是亟待解决的问题。在此情况下,探究一种快速有效的理论方法,计算多元过程能力指数对企业施行多元质量控制有重要意义。因此,针对基于主成分分析法基础的多元过程能力指数不足,本文首先搭建工序相似条件;其次采用模糊物元理论的分析方法[16]甄别得到囊括大量样本数据的“典型工序”,用数据转换法将“典型工序”中大批量样本数据转换,并对“典型工序”分析其工序能力。最后利用熵权理论构建模糊判断矩阵计算单个指标的权重[17-18]。本文将模糊物元理论和熵值法引入到多元过程能力指数的计算当中,为全面客观地对产品过程稳态、产品质量做出综合评价,从而为实施多元质量控制在多品种小批量领域中提供一条可行的新途径。
1 构建“典型工序”
1.1 模糊物元定义
以描述的事物名称N、特征C、模糊量值V构成的有序三元组R=(N,C,V)称为一维模糊物元。若事物N由特征C1,C2,…,Cn以及相应的模糊量值V1,V2,…,Vn构成阵列式(1),则称为n维模糊物元Rmn。

1.2 工序相似条件
面向多品种小批量产品生产的过程质量控制问题中,缺乏工序间加工数据导致较难对各工序进行能力分析。因此,首先根据模糊物元理论辨别相似工序,构建“典型工序”,然后再对综合现有数据和传统数据的“典型工序”进行工序能力分析。
影响工序能力的影响因素按来源分为人、机、料、法、环5项,工序能力取决于这5项因素的协同作用。为构建工序相似条件,将工序按能力影响因素划分为5个数据组:人、机、料、法、环,将这些组当作工序的5个特征因素。显然,这5个种类下还存在多个子组,每个子组各分别对应细化的特征因素,判定工序是否相似只需进一步判断子组对应的特征因素,如图 1所示。
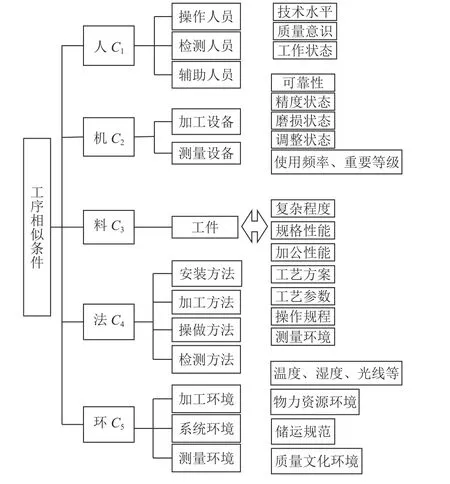
图1 5M1E特征因素Figure 1 5M1E characteristic factors
1.3 工序相似判定
工序Nj的模糊物元模型为


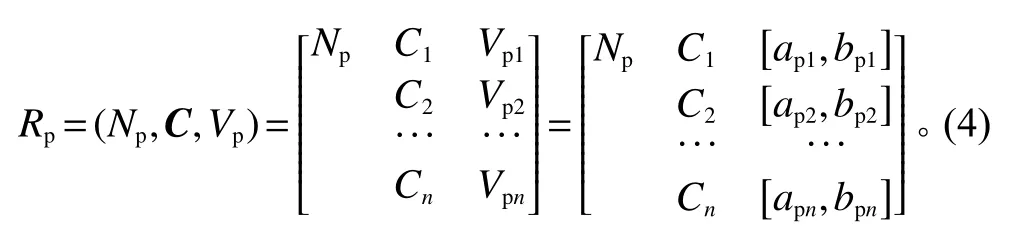
式中,R0代表经典域物元模型;V0=(V01,V02,代表相似工序的各项特征分别对应的量值范围。
节域Np是指工序间的所属特征相匹配的度量大小,可用其定量性判定是否存在现工序与工序Nj相似。节域物元模型为
1.4 由距离定义确定关联度
为明确两模糊物元之间的相互联系,两模糊物元间疏近程度可用其相互间之距离来表示。1) 计算经典域模糊物元对应特征Ci与工序Nj之间的距离;2) 计算节域模糊物元特征Ci与工序Nj之间的距离,从而确定关联度;3) 通过加权求知Nj的综合关联度,并判定原始工序N0能否与其相似。工序Nj特征Ci的关联度函数为
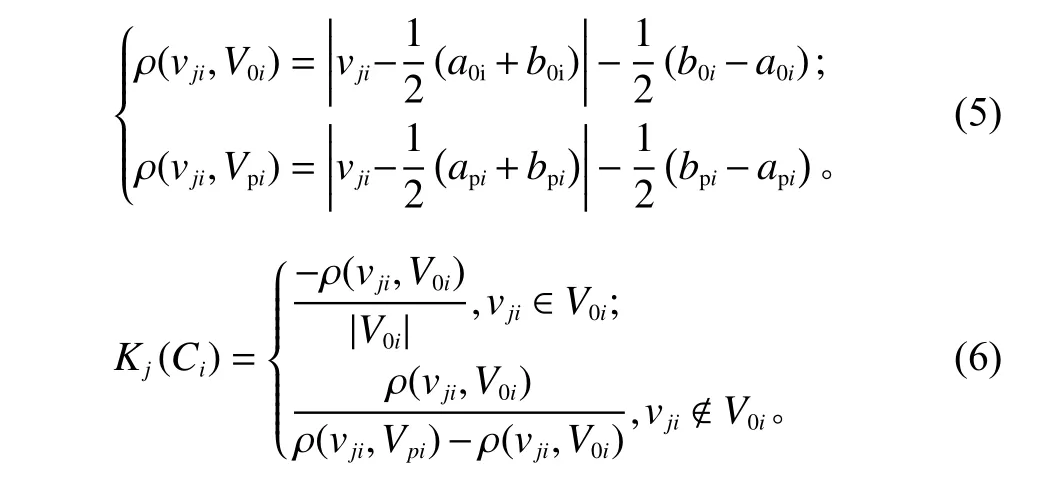

式中,wi为各特征的权重。
工序相似性判定准则如表1所示。其中,Nj隶属于N0的程度可由Nj与N0的综合关联度K(Nj)判断(Nj与N0的相似度)。
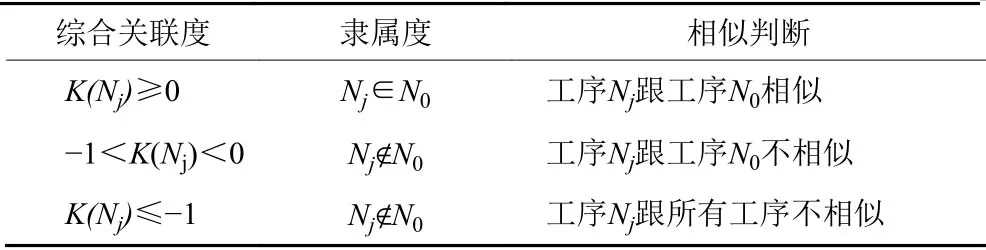
表1 隶属度判定表Table 1 Membership degree determination table
通过以上步骤表明,依据工序相似条件即可判定出与N0相似的工序,从而构建具有大样本容量的“典型工序”。
2 多元过程能力指数
面对复杂产品,多元过程能力指数应该如何度量?由于主成分分析法会造成原始数据缺失造成信息量丢失,因此对它做出修正,利用每一个评价指标的权重代替对应指标的特征值,建立基于熵权的多元过程能力指数。
2.1 计算指标的权重
熵权法是针对评价指标客观衡量权重的一种方法,依据待评价指标变异程度,通过熵权修正各指标间权重从而得到较合理的权重。对于易测量指标,为使最终评价结果与实际吻合其权重的断定可用评价指标值所构成的判断矩阵。计算步骤如下。
1) 建立m个事物n个评价指标。
2) 据式(8)对判断矩阵无量纲化处理,得判断矩阵Bmn。

式中,在非单一事物中同一指标下,xmax为最满意者,xmin为最不满意者,据此构建判断矩阵Bmn。
3) 计算第j个待评估指标的熵Hj。

式中,fij=bij/Σbij,K=1/lnm,当fij=0时,lnfij接近负无穷,此时,令fijlnfij=0,fij=1→fijlnfij=0,显然不符合熵反映出的信息无序化程度,与实际违背,因此将fij加以修正,将其定义为

4)计算第j个指标的熵权wj。

2.2 一元过程能力计算

式中,Cp为无偏移工序能力指数;Cpk为有偏移工序能力指数;Cpm为田口过程能力指数;k为偏移系数;T为公差中心值;H为设计目标值;为样本均值;S为样本标准差;σ为总体标准差。
2.3 数据转换
由于不同的加工工序所构成“典型工序”的样本容量,导致其质量特征数据也不尽相同。因此需要用公差系数法进行数据转换,数据转换公式为

式中,Xi为原始数据;Ti=TUi−TLi为第i个数据对应的公差范围;Mi=(TUi−TLi)/2为第i个数据对应的公差中心值;i=1, 2, ···,n。则有变化后数据均值与方差如下

因为“典型工序”数据均值与方差为

数据变换后的“典型工序”的过程能力指数为
2.4 多元过程能力指数的计算
由于所有产品质量特性包括原过程变量中波动起伏不相一致,因此在利用一元过程能力指数建立多元过程能力指数时(如表2所示),需根据波动异同逐个对过程能力指数赋予不同权重,以切实、有效地描述多元过程能力指数,所以将多元过程能力指数定义为

式中,wi为式(12)得到的第i个指标的权重,分别为第i个关键质量特性的单元过程能力指数,MCp为无偏移多元工序过程能力指数,M Cpk为有偏移多元工序过程能力指数,M Cpm为田口多元过程能力指数。

表2 多元过程能力指数与状态等级的关系及语义描述Table 2 Relationship between multivariate process capability index and status level and semantic description
3 实例分析
XX公司主要以从事设计到制造的大中型汽车车身,内、外覆盖件模具、检具为主的制造企业,并先后为长安汽车、五菱宏光集团等生产数百套模具和检具。在模具生产试制的过程中,由于零件本身的状态指标信息过多,模具交付前试制产品的样本量量仅为20~30件,样本量较少,如何评价生产的产品是否合格?本文将以广汽VW330这一型号的左前门内板为例,运用模糊物元方法实施过程能力分析。同时,计算广汽VW330左前门内板的关键质量特性的权重,最终依据各关键质量特性的权重和一元过程能力指数计算多元过程能力指数,并对左前门外板的过程能力做出综合评价。
1) “典型工序”的构建。
左前门内板产品总共孔、面、边3类指标,经专家和技术员讨论,总共考虑13个关键指标,如表3所示。由于关键指标较多,论文中只讲述针对门槛边B35这一关键质量特性探讨扩充样本容量的方法。
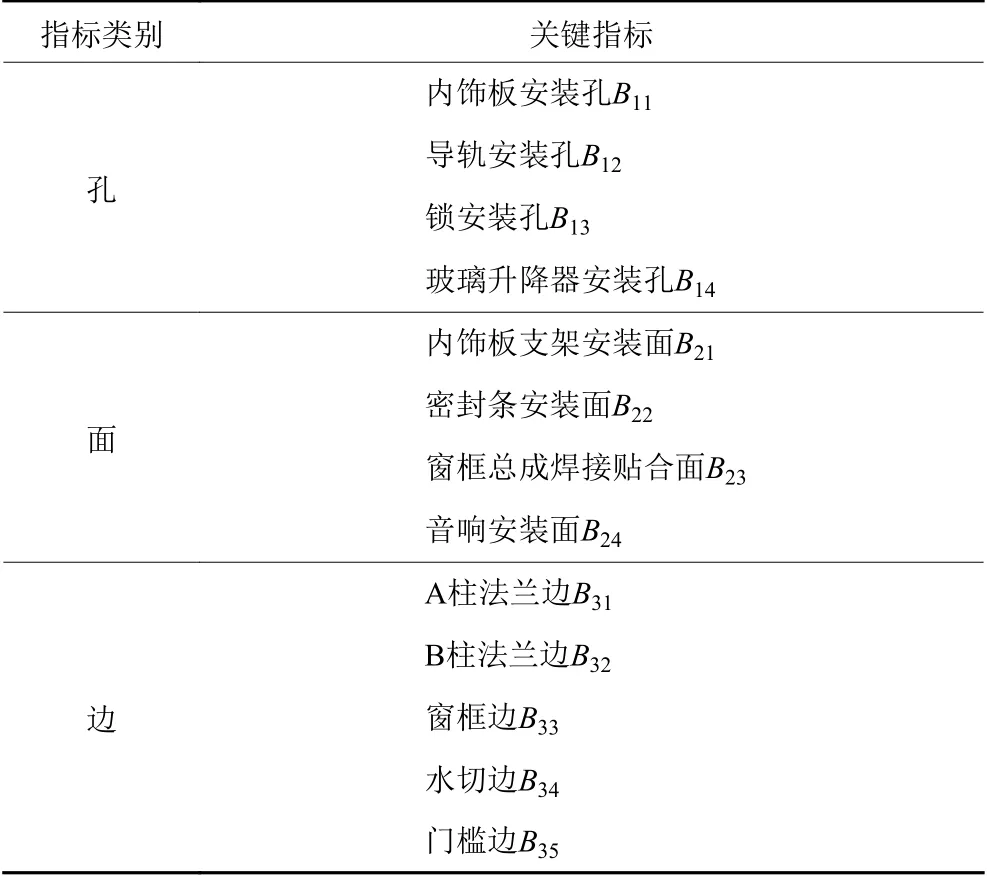
表3 左前门内板的关键指标Table 3 Key indicators of the left front door inner panel
以广汽VW330左前门内板B35为原始工序N0,构建经典域,左前门内板的关键指标见表3。广汽VW330、VW326等10多个型号的左前门内板组成一个零件组合,作为节域Np。通过模糊物元的方法判断与N0相似的零件,剔除不相似零件,建立“典型工序”,以达到扩充样本容量的目的。
工序特征值。针对所选取的加工工序,根据工序相似条件(表1),专家组经过讨论得出了22个工序特征所对应的具有代表性的定量、定性评价指标如表4所示。从影响工序能力的五因素着手,计算各项特征权重(表5所示),并得出各特征的综合评价值,工序各项特征的综合评价峰值如表6所示。

表4 工序特征属性Table 4 Process feature attributes

表5 门槛边的各项特征权重Table 5 Weights of features on the threshold

表6 原始工序区间范围Table 6 Original process interval range
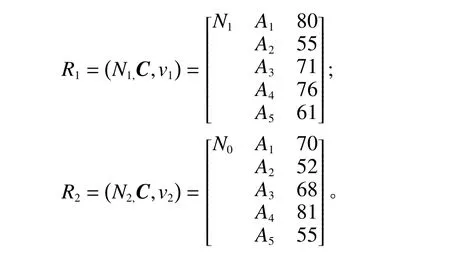
以门槛边B35构建的“典型工序”N0

由其他产品型号构建的节域Np为
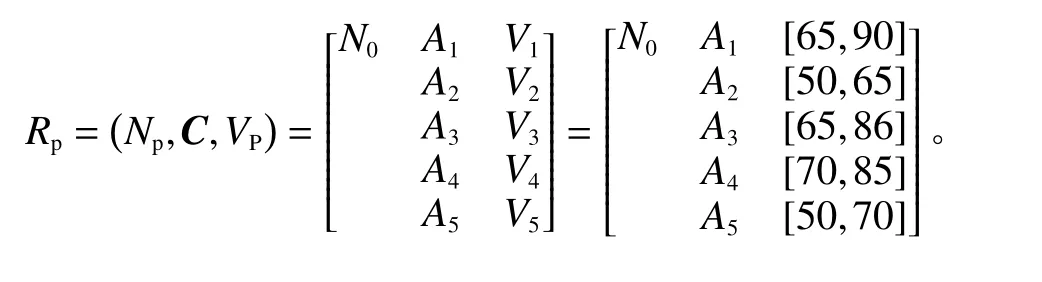
从节域中随机选取2个待判定的工序,评定其各特征综合值
根据式(5),对第一个待判定的工序,由距离定义可得

根据式(6)各因素关联度
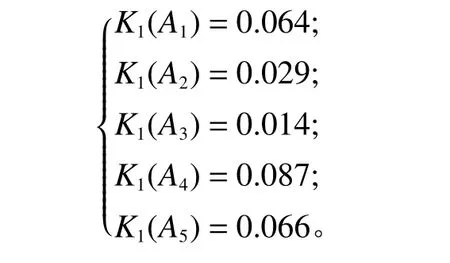
根据式(7)计算待判定工序的综合关联度

依据表1工序相似性准则,N1与N0相似,N2与N0不相似。依次对10余种型号的左前门内板B35关键质量特性均进行上述相似工序判定,在本文中,上汽VW330的左前门内板的门槛边共找出6个与原始工序相似的产品,它们与原始工序共同构成“典型工序”。
2) 关键指标权重分析。上汽VW330的左前门内板的门槛边各关键质量特性数据如表7所示。
根据表7数据,构建模糊物元Rmn

由公式(8)建立归一化判断矩阵Bmn
由式(10)~(11)计算可得熵Hj为

由式(12)计算各个指标的权重wj为

3) 多元工序能力分析。左前门内板的门槛边通过模糊相似理论判断得到的6个相似工序,将其与原始工序联合构成“典型工序”,每个型号抽取5个零件,总共35组数据。根据式(14),质量特征数据Xi用公差系数法转化得到同时产品规格限变为[−0.5,0.5],数据转换如下表8所示。

表7 上汽 VW330产品质量评价Table 7 SAIC VW330 product quality evaluation
根据表中数据由式(15)~(16)可得

按此方法可得其余12个关键质量特性的Cp、Cpk、Cpm,如表9所示。
由多元过程能力指数计算式(17)计算可得
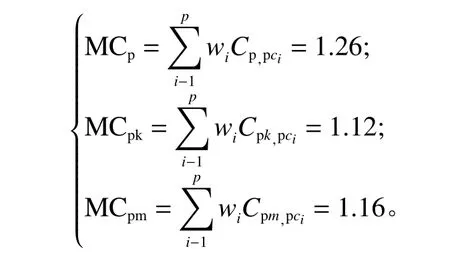
由表2可知,多元过程能力指数尚可,处于Ⅲ级,应该跟相关部门协调,提高企业产品质量,尽量使得多元过程能力指数达到Ⅱ,以提升产品在市场上的竞争力。

表8 数据转换表Table 8 Data conversion table
4 结论
1) 本文面向多品种小批量产品的多元过程能力评价问题,针对主成分分析法的多元过程能力指数的不足,提出一种改进的基于熵权和模糊物元的多元过程能力指数计算方法,该方法采用模糊物元构造工序相似条件,引用相似理论及关联度函数判断出与原始工序相似的工序,组成涵盖大批量样本的“典型工序”,然后再对其利用公差系数法将原始样本数据转换为相对数据,并对“典型工序”采用单元工序能力分析。同时,通过熵权理论,以评价指标构建判断矩阵,计算关键质量特性的权重,最后利用各个关键质量特性的权重以及单元过程能力指数计算它的多元过程能力指数。并结合广汽VW330前门外板这一产品验证了该方法的可行性和实用性。

表9 质量特征过程能力指数Table 9 Quality characteristics process capability index
2) 本文在针对多品种小批量产品的多元过程能力指数上提出新的计算方法,该方法将模糊物元理论识别相似工序,构建具有大样本容量的”典型工序”,一定程度上解决了小批量产品统计样本数缺乏的问题,熵权理论计算各关键指标的权重,可以有效分配各个关键指标的权重。最后计算基于熵权和模糊物元的多元过程能力指数,该方法一定程度上解决了具有多工序、多指标、小样本容量特征的多品种小批量产品的多元过程能力评价的问题,对产品实施多元质量控制具有重要指导意义。
