YJ29B接装机DEC鼓轮升降控制系统的优化改进
2020-11-11王盛茂李萌辉
王盛茂 李萌辉
河南中烟工业有限责任公司,中国·河南 漯河 462000
鼓轮升降;气控逻辑阀;西门子S7-200;人机界面
1 引言
ZJ19 卷烟机组是漯河卷烟厂卷烟设备的主力机型,生产速度达8000 支/分,而YJ29B 接装机又是ZJ19 卷烟机组的重要组成部分。在生产过程中会经常出现烟支搓接时搓板阻塞的现象,这时操作工需要打开防护罩,按下气路转换按钮将DEC 鼓轮(靠拢鼓轮)降下才能清理搓板,清理完毕后再关闭防护罩,DEC 鼓轮自动上升到原位。但随着设备长期运行的自然老化,YJ29 接装机开始出现DEC 鼓轮降不下来或升不上去的故障,并且故障发生频次越来越多,处理时间也越来越长,严重影响了设备有效作业率的完成。为此,通过对每次DEC 鼓轮升降故障产生的各种原因进行跟踪采集和研究分析,采用预防维修的方法提出了一套优化改进方案,以期解决DEC 鼓轮升降故障频繁和维修耗时长的问题。
2 现状
当前烟草行业YJ29B 接装机DEC 鼓轮升降皆采用气控逻辑阀控制,见图1,但逻辑气路对环境要求较高,要求气路清洁,含油量适中,故障频次较高;其次逻辑气路输出点多,结构复杂,出现故障不易排除,见图1和图2[1]。

图1 逻辑气路实物图
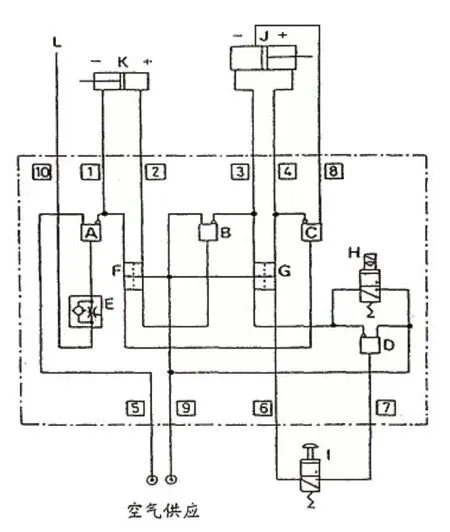
图2 DEC 鼓轮升降逻辑控制气路示意图
3 改进方法
3.1 编写西门子S7-200 控制程序
如图3和图4所示,运用PLC 模块分别控制两个两位五通双控电磁阀和一个两位三通电磁阀,驱动鼓轮升降、搓板锁紧释放和搓板吹气清理。鉴于DEC 鼓轮升降逻辑控制中需要3 个输入点、5 个输出点,见表1,我们采用型号为212-1AB23-OXBB 的西门子200PLC,该型号PLC 有8 点输入、6 点输出,符合要求。同时,为了安全起见,选用具有记忆功能的SMC 双线圈双控电磁阀。
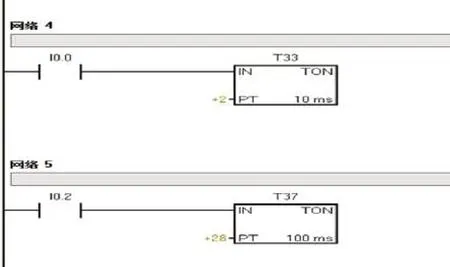
图4 鼓轮升降控制PLC 梯形图
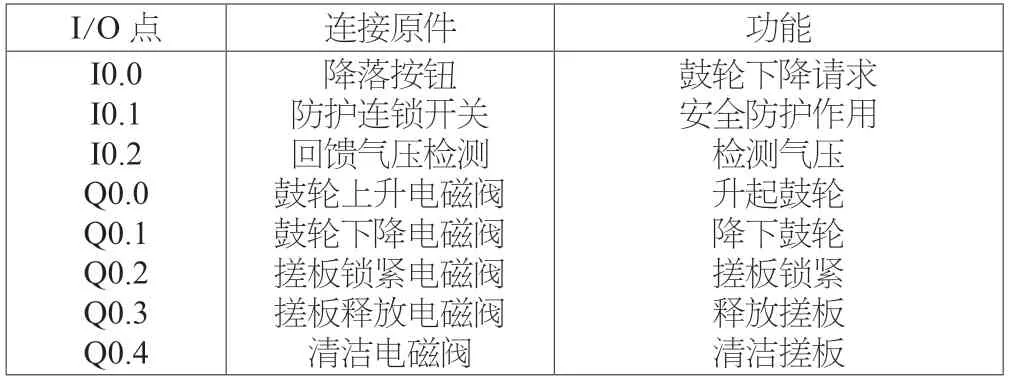
表1 I/O 分配
根据上述电路设计要求,如图5和图6所示,改进后的电路原理为设备出现搓板堵塞故障停机,拉开接装机防护门,防护开关连锁断开,按下DEC 鼓轮升降按钮,PLC 输出端Q0.1 输出,电磁阀K1 端带电,DEC 鼓轮落下,同时Q0.3 输出,电磁阀K3 端带电,搓板锁紧气缸放松,然后拉出搓板进行清理;搓板清理后,合上防护门,防护连锁开关触点闭合,PLC 输出Q0.0 输出,电磁阀K2 端带电,DEC 鼓轮上升,同时,Q0.2 输出,电磁阀K4 端带电,搓板锁紧气缸锁紧,整个搓板清理程序完成[2]。
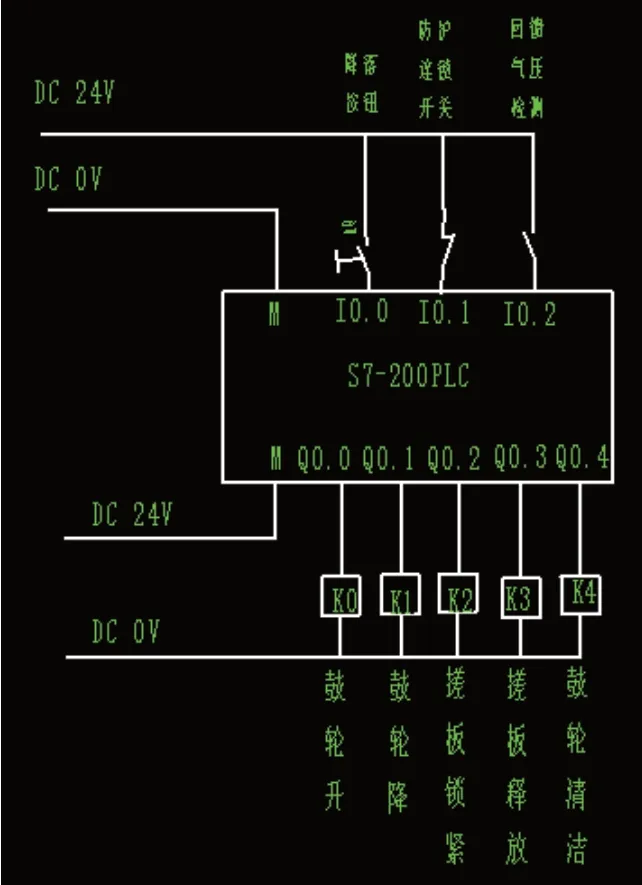
图5 PLC 接线示意图
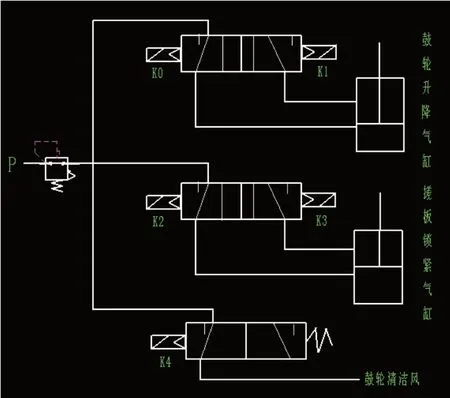
图6 电磁阀工作气路示意图
3.2 安装PLC 监控系统,实现人机交互
安装触摸屏与PLC 建立通讯,通过人机界面实现全过程监控。布科触摸屏属国产品牌,质优价廉,功能强大,程序编制简单易学,能够很好地实现人机对话。根据控制要求,我们采用型号为MT4300C 的布科触摸屏,详见图7。
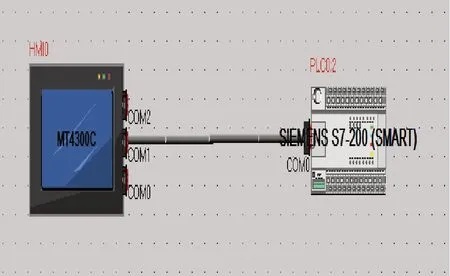
图7 PLC 与触摸屏连接示意图
西门子200PLC、布科触摸屏、SMC 双线圈双控电磁阀都需要直流24V 电源,我们采用电流为5A 的开关电源。
推开滤棒防护连锁和前门防护连锁,按下鼓轮落下按钮,先清理、搓板再释放、然后DEC 鼓轮落下;将搓板拉出清理后关闭滤棒防护连锁和前门防护连锁,DEC 鼓轮升起、搓板锁紧,完成一个流程。操作过程可通过触摸屏监控(见图8),故障点一目了然,排除故障轻松快捷。
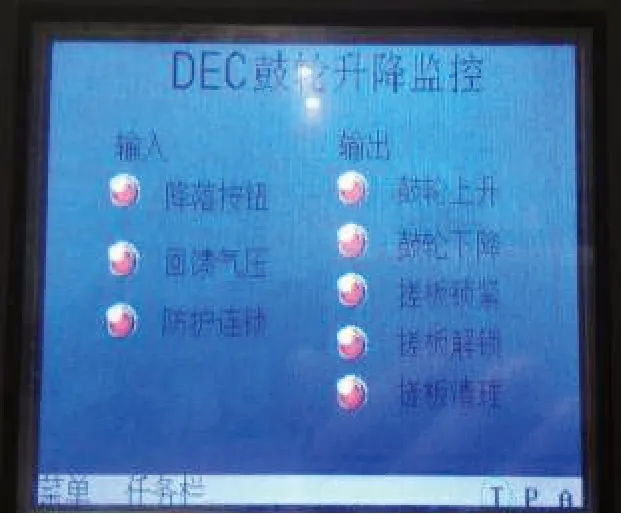
图8 触摸屏安装图
4 改进效果
YJ29B 接装机DEC 鼓轮升降控制系统优化改进后,先后应用于7 台ZJ19 卷烟机组中,DEC 鼓轮升降故障出现的频次由原来的每月28 次下降为7 次,处理的时间由14.7 分钟/次缩短到9.3 分钟/次,降低了维修时间和维修频次,提高了运行效率。另外,由于系统所用备件使用寿命长,维护方便,不仅降低了操作工的劳动强度,还节约了生产费用,为企业可持续发展提供了有力支持。
