客运专线42号单开有砟道岔铺设施工工法研究
2020-11-07杨菊山
杨菊山
(中国铁建高新装备股份有限公司,昆明 650215)
1 高速铁路用道岔
道岔是线路上的薄弱部分之一[1],具有数量多、构造复杂、使用寿命短、限制车速、养护工作量大、行车安全性低、钢轨和轨枕都较重等特点,其换铺质量直接影响道岔的平顺性和列车通过时的舒适性和安全性[2]。因此道岔换铺施工一直是铁路大修施工部门十分关注的课题。
随着国内高速客运专线的发展,为适应线路提速的需求,42 号及以上大号道岔使用数量不断增多。目前42号道岔以新建线路原位铺设为主,既有线上42号道岔换铺很少。本文对国内外的道岔换铺现状进行总结,同时对国内现有42号道岔的换铺施工方法进行研究,对施工设备进行优化。以自主研发的时速350 km的60 kg/m 钢轨42 号单开道岔(有砟,右开,道岔图号为客专线(07)011,以下简称客专42号道岔)为例[3],提出了一套完整客专42 号单开有砟道岔机械化换铺施工工法。
2 客专42 号道岔结构特点和主要技术参数
客专42 号道岔由转辙器、导曲线(第一和第二部分)和可动心轨辙叉及岔后长枕轨排3 部分组成[4-5],其结构(岔枕未显示)如图1所示,相关参数见表1。
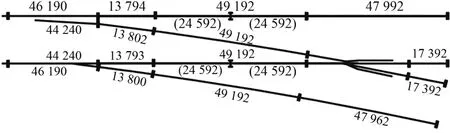
图1 客专42号道岔组成部分示意(单位:mm)
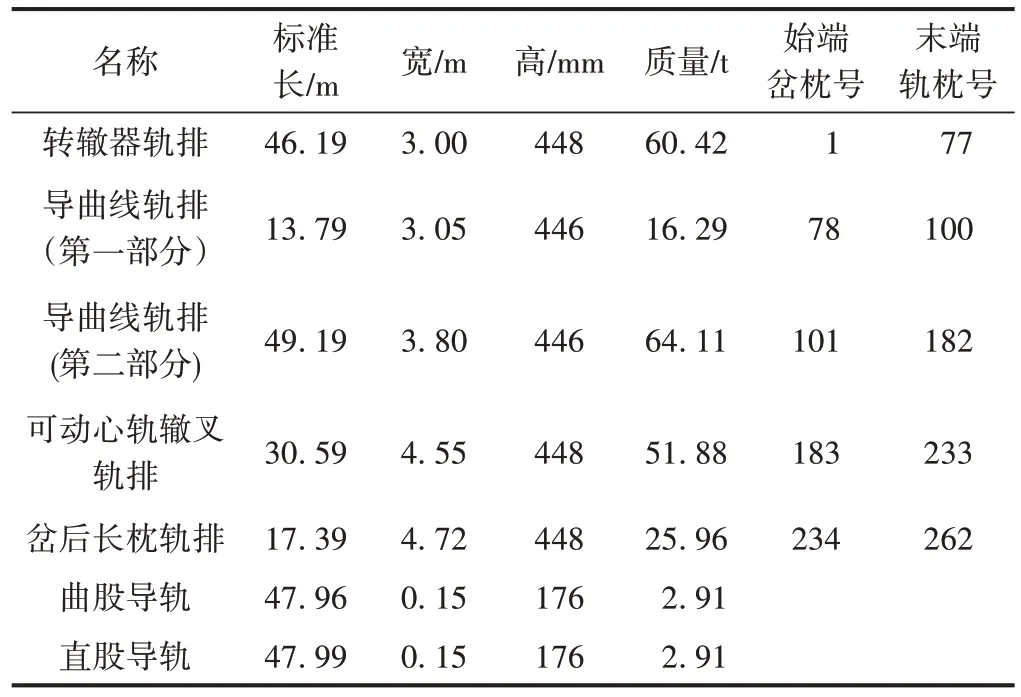
表1 客专42号道岔(有砟)组件数据
该道岔依据基于质点运动和刚性运动的道岔设计原理,侧线线型采用圆曲线加缓和曲线[6],直向容许通过时速为350 km,侧向容许通过时速为160 km。其全长157.20 m,宽4.72 m,高0.448 m。岔枕总计262根,道岔总质量(带岔枕)211 t。岔内有14 个焊接头,2 个胶结接头,与正线连接有6个焊接头,道岔接头焊接采用铝热焊接。该道岔钢轨散件最长为49.192 m,为第二部分导曲线钢轨;最大质量11.858 t,为可动心轨辙叉钢轨组件;分段轨排最长和最重均为导曲线第二部分,长度为49.19 m,质量为64.11 t。
3 客专42号道岔铺设施工工法现状
3.1 国外42号道岔铺设研究现状
世界上拥有成熟高速道岔技术的国家都很重视道岔换铺。其基本施工方法是在工厂车间将从道岔生产厂家运输来的道岔散件组装成可运输的2 段或3段道岔轨排,采用道岔运输车运送到换铺现场,用道岔换铺设备进行道岔换铺[7]。
国外道岔运输车生产厂家主要有KIROW,Plasser&Theure,MATISASA 公司,但是其运输能力均有限。可查到的极限装载宽度仅4.6 m,极限装载长度仅26.0 m。因此42号道岔的导曲线第二部分轨排、转辙器和可动心轨辙叉轨轨排均无法采用道岔运输车进行运输,现场分段换铺42号道岔在国外未见工程应用和文献报道。
3.2 国内42号道岔铺设施工工法现状
从秦沈客运专线开始,到目前已交工的部分客运专线,我国有砟42号道岔基本采用2种铺设方法。
①新建线路42 号道岔铺设采用原位铺设法[8-11]。在岔位铺砟整平压实后,将道岔散件在岔位道床上组装成分段道岔轨排,第一次精调后完成岔内焊接再整体起升,拆除平台、道岔就位、上砟整道,进行道岔养护。
②既有线路道岔换铺采用整体移位换铺法。道岔散件运送到现场,利用站场内的空闲线路(满足高低、轨向不平顺均不大于2 mm)作为道岔组装平台或者在线路旁的空地上使用硬木板和空方形钢搭设道岔组装平台,在平台上完成道岔整体组装和岔内焊接,在天窗时间点内采用专用施工机械整体移位至设计位置完成换铺作业。
随着客运专线的大规模建设,42 号等大号道岔主要用于高速线路与普速线路过渡联络线处。整组大号道岔重量及道岔长度大幅度增加,道岔换铺质量要求也不断提高,传统小型设备无法满足要求。我国开始引进使用吉斯马道岔换铺设备,同时昆明中铁(铁建装备前身)研制CPH 型道岔换铺设备,均用于既有线道岔换铺。全路以济南局为代表,经多年的施工探索,形成了适应我国既有线的道岔换铺施工方法[12]。
目前国内道岔换铺以12号道岔居多,其次为18号道岔,换铺方法大体相同。42 号道岔及以上的道岔换铺很少,主要是新建线路42 号道岔的铺设,均采用原位铺设法[9-11]。2014年济南局在铺设新建青荣城际铁路引入胶济客专即墨站的混凝土枕60 kg/m-1/42 号道岔时,将2 组16 个CPH 型道岔换铺设备整合在一起,成功在既有线路上实现质量和长度分别为212 t,172.495 m 的 42 号道岔铺设[12]。在此基础上,济南局分别在胶州北—马店线路所和章丘站客运车场—五里堂线路所成功进行了多组既有线42 号道岔的换铺施工,为后续42号及以上大号道岔换铺研究提供了技术参考。研制开发铺设客专大号道岔一体化机械化设备,集中整组拼装,整组运输,集中换铺,节约封锁时间,成为一种趋势[10]。
4 客专42号道岔现场换铺施工工法
客专42号道岔换铺时,须事先在预留的永久性预铺场地上预铺好整组道岔,在天窗点内利用换铺设备整体横移的机械化插铺方式来换铺道岔。此工法分为3个部分。
4.1 整体预铺法
预铺平台是新建线路时规划预留的永久性道岔预铺场地。须在预铺平台上铺上适当厚度的底砟并进行匀砟、平砟、碾压等处理,平整度应满足用3 m 靠尺测量时不大于10 mm,道砟密度大于1.7 g/cm3,具体要求见TB 10754—2010《高速铁路轨道工程施工质量验收标准》。
利用汽车吊车将公路运输来的道岔散件吊卸、摆放到预铺场地砟面上,进行道岔组装、调试和岔内焊接,组装并焊接成整组道岔轨排。此施工不占线,不受天窗时间限制。
道岔整体预铺流程见图2。
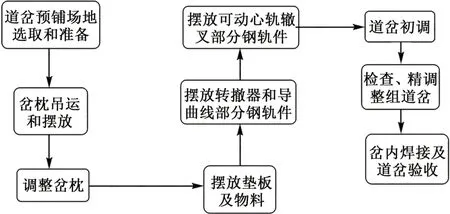
图2 道岔整体预铺流程
上述工序中钢轨件吊装是管控重点。吊装采用20 m 专用柔性多点吊具和柔性吊带,2个吊点(最大跨度为6 m)之间挠度不应超过100 mm,对于可动心轨辙叉组装件挠度不应超过20 mm。长度小于等于32 m的轨件采用一个吊具吊装,大于32 m 轨件和可动心轨采用2 个吊具进行吊卸。以可动心轨为例,组件长30.59 m,共设6个吊点,采用2个20 m 专用吊具吊卸,吊点位置设置如图3所示。

图3 42号道岔可动心轨组件吊点位置示意(单位:mm)
4.2 换铺设备(上位机)吊卸、摆放作业、新道岔起吊、横移试验
在道岔预铺完成之后换铺天窗点前一天,利用轨道吊将轨道共用平车运来的换铺设备(上位机)吊到预铺好的42号新道岔上,并进行道岔起吊、横移试验。换铺设备吊装作业及起吊试验施工工艺流程累计工时240 min。
4.3 天窗点内整组预铺好的42号道岔整体横移施工
在天窗点内,利用换铺设备(上位机和Ⅱ型下位机)将旧道岔轨排沿线路整体纵移出岔区,在封锁线路上拆解旧道岔轨排,将散件吊装转运到轨道共用平车上,通过平车运离施工现场。在上位机的整体横移作用下,将整组新道岔从预铺平台横移到岔区就位。整组预铺好的42 号道岔在天窗时间内插铺施工工艺流程及工时见表2。
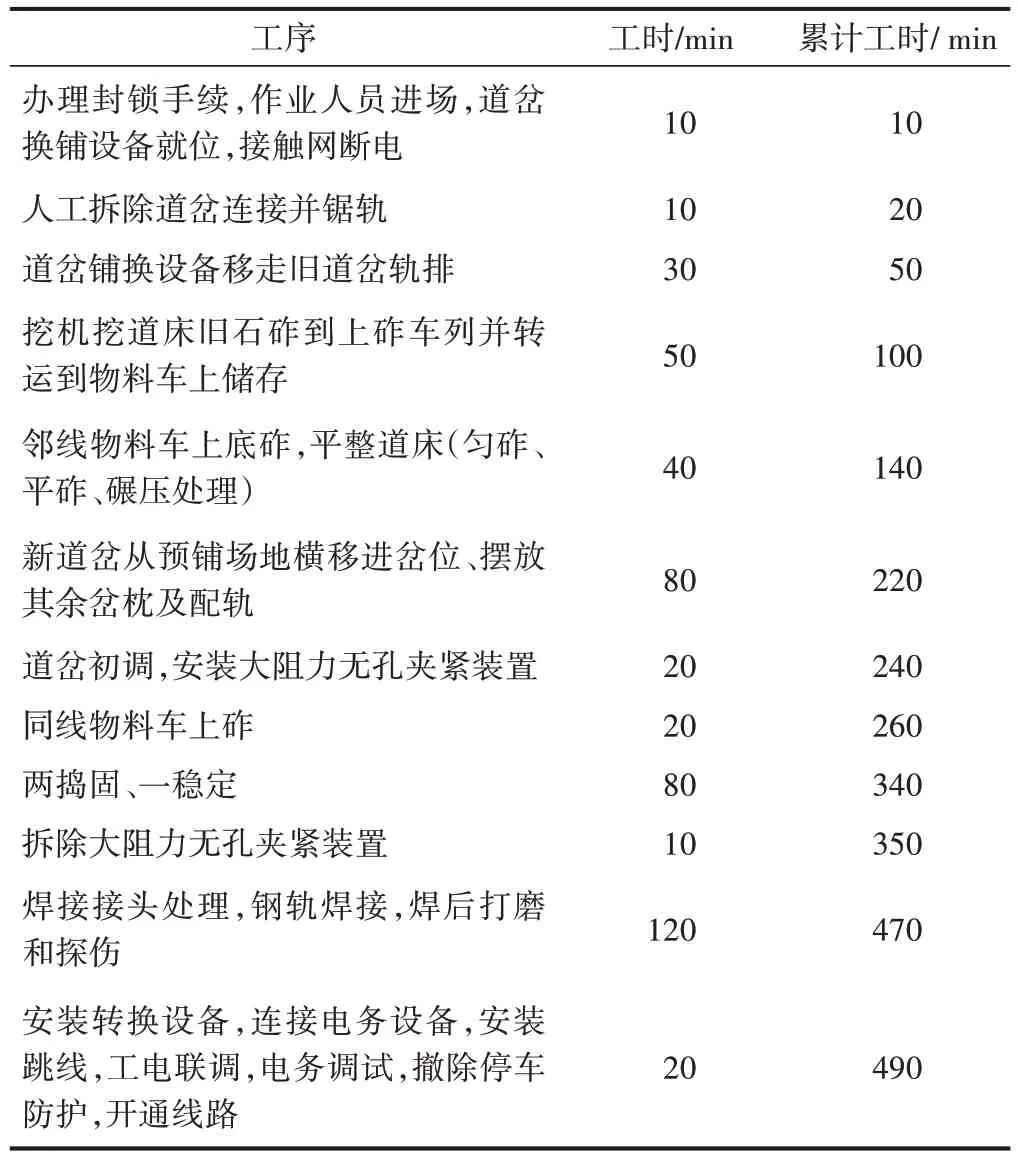
表2 天窗时间内换铺施工工艺流程及工时
4.4 机械化整组道岔换铺优点
考虑到预留开通前的综合检查时间为20~30 min[13],此工法在天窗点内完成整组 42 号道岔换铺用时在8.5 h 左右,满足大天窗点9.0 h 要求。此施工工法与现有文献中原位铺设42号道岔[9-11]和国内现有的客专42号道岔铺设施工工法相比优点在于:
1)该施工工法对II 型下位机(专利申请号CN201910660034.6,专利名为“一种用于铁路道岔铺换的设备及工作方法”)结构进行了优化,增加了履带走行功能,避免了铺设临时轨各种弊端,提高了道岔换铺效率;
2)旧道岔采用整体搬运方式撤离道岔区,在道岔换铺后续工序并行时间内在封锁线路空闲位置拆解成散件,转运到平板车上运离现场,极大压缩了在岔区原位拆除旧道岔工时,减少了旧道岔二次搬运弊端;
3)岔区旧石砟采用挖机挖到上砟车列,上砟车列将旧石砟转运到物料车上贮存,通过物料车运离现场;
4)岔区道床底砟回填采用邻线可伸缩WY-100VI新型物料车(专利申请号CN201811633481.4,专利名为“一种抛带可伸缩的物料车”),配合挖机匀砟,可实现整个岔区的回填;
5)岔区14个焊接头在道岔预铺时完成,不占用天窗点时间。与正线连接6个焊接头在换铺天窗点内一次完成,不需要后续专门申请天窗点进行焊接作业,节约劳力和成本,换铺施工结束不留安全隐患。
5 结语
既有线路42 号道岔在天窗点内换铺是目前道岔铺设施工领域亟待解决的难题。本文提出一套完整既有线路42 号道岔在天窗点内机械化换铺施工工法,可供后续类似工程施工参考。但此工法封锁时间(490 min)较长,建议后续对工法的道岔换铺质量、工时和调试工作量进行深入分析和详细统计,逐步探索、完善施工中的不足,减少封锁时间。
旧道岔的现场拆解目前还无高效机械化处理方法,基本靠吊机配合人工拆解转运到平板车上。后续建议进行旧道岔拆解设备或工装的研究。