锆合金格架外条带激光焊接工艺研究
2020-11-06郭蕊妍李涛盛国福谢志刚
郭蕊妍 李涛 盛国福 谢志刚
【摘 要】论文通过激光焊接试验进行格架外条带焊接工艺研究,并依据熔深和表面质量进行焊接质量评估,最终得出如下结论:峰值功率和频率对焊接熔深影响较大,随着峰值功率和频率的增加,格架外条带焊接熔深先增大后减小;峰值功率对表面质量影响较大,随着峰值功率的增加,氧化色渐重,但频率对氧化色影响较小。
【Abstract】Through the laser welding test, the paper studies the welding process of the grid outer strip, and evaluates the welding quality according to the penetration and surface quality. Finally, the following conclusions are drawn: the peak power and frequency have great influence on the welding penetration. With the increase of the peak power and frequency, the welding penetration of the grid outer strip first increases and then decreases. The peak power has a great influence on the surface quality, and the peak power has a great influence on the surface quality. With the increase of the power, the oxidation color becomes heavier, but the frequency has little influence on the oxidation color.
【关键词】格架外条带;激光焊接;工艺
【Keywords】grid outer strap; laser welding; process
【中图分类号】TG456.7 【文献标志码】A 【文章编号】1673-1069(2020)09-0164-02
1 引言
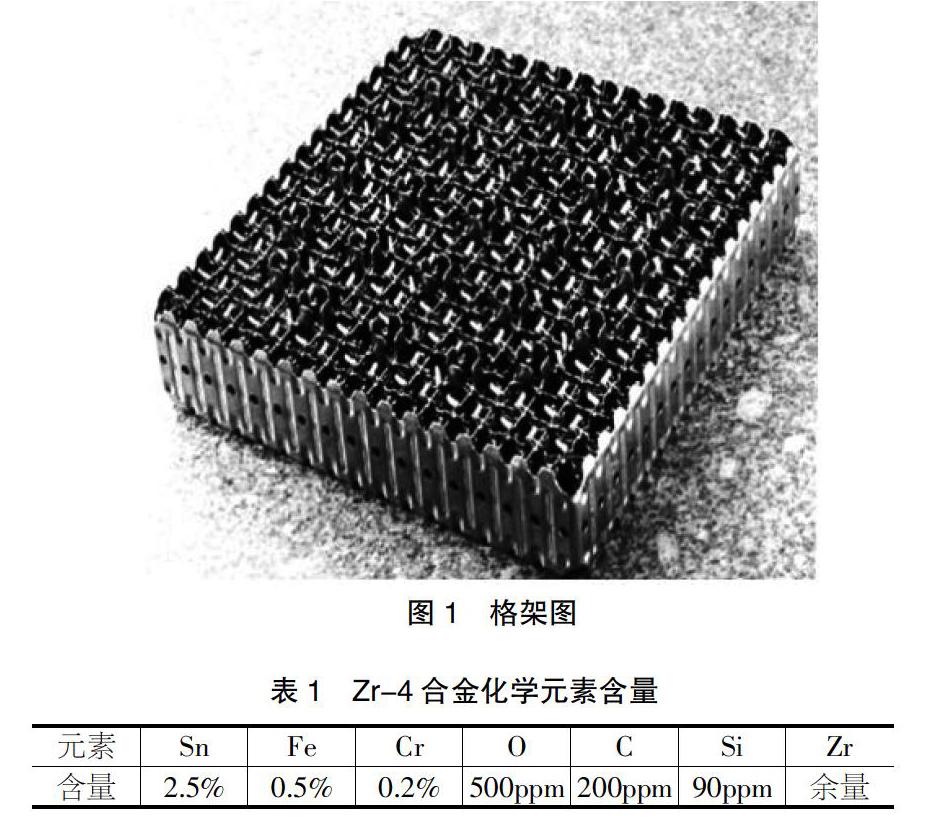
格架由32条内条带和4条外条带插装后焊接而成,是核燃料组件的重要组成部分,具有维持燃料棒的空间分布并为燃料组件提供结构支撑等功能(见图1)。燃料组件在高温、高压、高腐蚀的环境下运行,随着时间的推移,格架强度逐渐变小,影响燃料组件的结构稳定性。为了保证燃料组件的强度,格架的强度必须满足足够的安全裕量。因此,格架焊缝质量直接影响核反应堆的安全运行。
2 试验材料
核反应堆中结构材料大多采用锆合金,锆合金具有较好的抗辐照、抗腐蚀等特性,是核反应堆中不可替代的重要结构材料。本试验材料选用国产Zr-4带材,化学元素含量见表1,材料厚度为0.6mm。
3 试样焊接要求
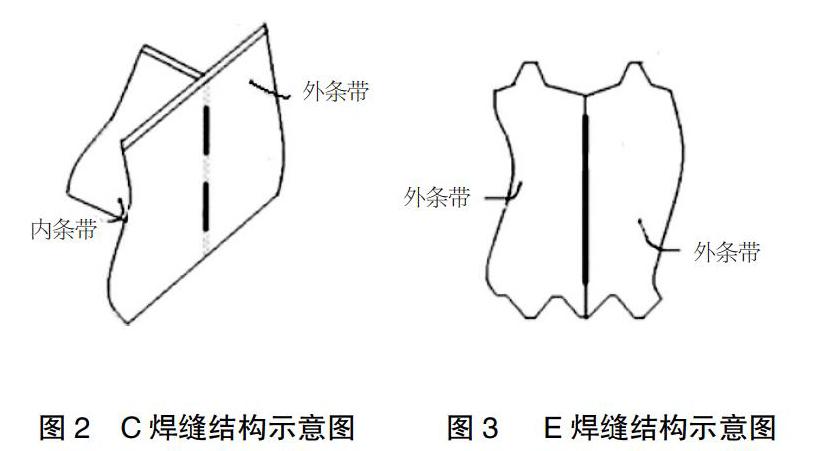
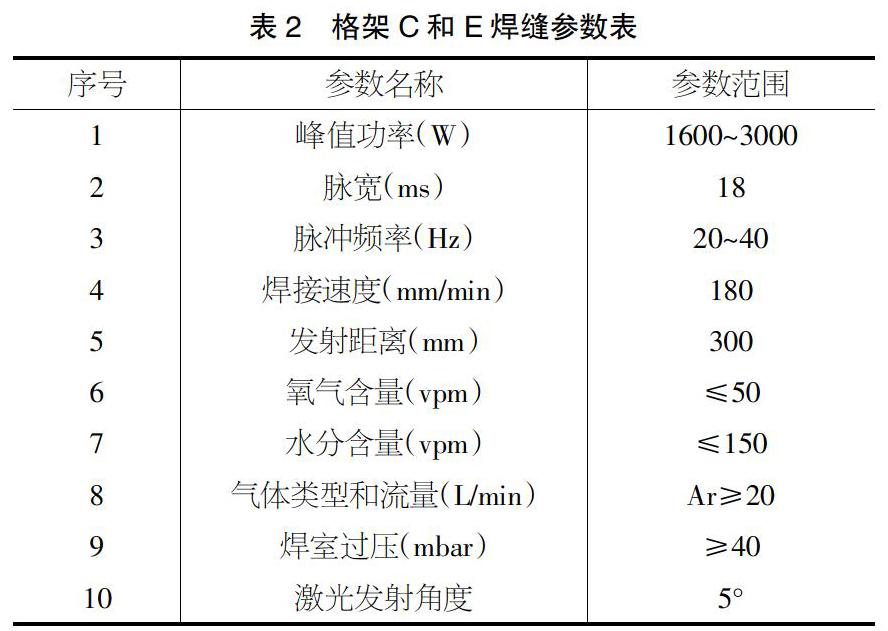
格架外条带试样焊接包括2种类型的焊缝,一种为内条带与外条带的焊接,简称C焊缝,见图2。一种为外条带与外条带之间的对接,简称E焊缝,见图3。每个格架共有C焊缝60条,E焊缝4条。
对外条带焊接的要求是:焊缝熔深≥0.8×外条带厚度;焊缝拉伸力≥150daN;腐蚀试验后焊缝处无白色腐蚀产物。
4 焊接设备
由于格架条带较薄,焊接后容易变形,可导致格架外形、栅元尺寸不合格,宜选用深熔焊焊机进行焊接,减小热影响区,减小焊接变形。
本次试验采用脉冲激光焊机进行焊接,氩气作为保护气体,焊接电源为美国IPG光纤激光器,能量更为集中,变形更小。
5 焊接工艺研究
以频率和峰值功率为变量,其他参数为常量进行试验。频率为20Hz、30Hz、40Hz,峰值功率为1600W、1800W、2000W、2200W、2400W、2600W、2800W、3000W进行全试验,其他参数见表2,焊接后以熔深和焊缝氧化色进行评判。
6 结果分析
不同峰值功率和频率焊接后的试样的熔深结果见图4,可以看出,熔深随着峰值功率/频率的增加先增大后减小。这是由于焊缝线能量=峰值功率×脉宽×频率/焊接速度,随着峰值功率/频率的增加,焊缝线能量增大,焊接熔深随之增大,但是随着焊接熔深增加到满熔深(外条带厚度)后,随着能量的增大,焊缝塌陷,焊接处条带变薄,造成熔深减小。
不同峰值功率和频率焊接后试样的焊接表面质量见表3。其中0度为无氧化色,1度为轻度氧化色,2度为中度氧化色,3度为重度氧化色。
从表3中可以看出,随着峰值功率的增大,氧化色渐重,但是頻率对表面质量影响较小,通过分析认为氧化色与单点能量正相关,由于单点能量=峰值功率×脉宽,在脉宽不变的情况下,峰值功率越大,氧化色越重。
频率主要影响的是线能量,随着频率的变化,氧化色无明显变化,说明氧化色与线能量关系不大。
7 结论
峰值功率和频率对焊接熔深影响较大,随着峰值功率和频率的增加,格架外条带焊接熔深先增大后减小。峰值功率对表面质量影响较大,随着峰值功率的增加,氧化色渐重。频率对氧化色影响较小。对外条带的焊接试验中,应综合考虑熔深和表面质量,摸索出最优的参数组合。
【参考文献】
【1】曾乐.现代焊接技术手册[M].上海:上海科学技术出版社,1993.
【2】李亚江,刘强,王娟.焊接质量控制与检验[M].北京:化学工业出版社,2014.
【3】上海市焊接协会,上海市焊接学会.焊接先进技术[M].上海:上海科学技术文献出版社,2010.
【4】韩国明.焊接工艺理论与技术[M].北京:机械工业出版社,2014.
【5】李亚江,王娟.焊接缺陷分析与对策[M].北京:化学工业出版社,2017.
