基于BP神经网络的冲压机振动故障检测
2020-11-06沈洪炜
沈洪炜
(一汽-大众汽车有限公司佛山分公司,广东 佛山 528200)
随着工业化进程的加快,工业制造业的作用日益凸显。在工业制造业的发展过程中,冲压机作为必不可少的一部分,在很大程度上影响着工业制造的效率和质量[1-6]。目前,我国的冲压机制造企业已经具备了较为完善的技术体系和较大规模生产的能力,其生产的冲压机质量在一定程度上有较高的保障[7-10]。但是,冲压机仍然难以避免出现一定的故障,因而在实际工作的过程中,需要具备相应的冲压机故障检测能力。冲压机故障检测的主要技术手段通常包括振动检测、温度检测、抽样分析以及无损检测技术等,其中较为常用的是振动检测技术[11-13]。BP神经网络作为一种智能算法,常常应用于生产生活的各个方面。因此,本次研究在分析冲压机振动故障检测时,以BP神经网络模型为基础,设计了冲压机振动故障智能检测系统。
1 冲压机振动故障和BP神经网络模型
1.1 冲压机典型振动故障研究
冲压机的典型振动故障主要包括曲柄滑块机的振动故障、滑动轴承松动故障。其中,曲柄滑块机的振动故障主要表现为轴颈磨损、连杆松动或断裂,轴瓦拉伤以及曲轴的弯曲变形和裂纹等。以轴瓦拉伤和轴颈磨损故障为例,这两种故障在频谱上主要表现为在一定的频带内存在有色噪声分量,其功率谱与冲压机正常时的功率谱情况对比如图1所示。

图1 冲压机轴瓦拉伤故障与正常时功率谱对比
图1为冲压机正常时的功率谱与其拉伤故障时的功率谱对比示意。从图1中可以看出,拉伤故障下的冲压机功率谱在每种频率下的峰值都大于正常状态下的冲压机频谱,并且频率在f1r下也存在较为明显的峰值。冲压机拉伤故障时的功率谱整体幅值相较于正常情况明显增大。冲压机滑动轴承松动的故障信号特征主要表现为以下几个方面:首先是轴心轨迹混乱并且重心不稳定;其次是信号特征可能呈现两倍转速频率振动,甚至可能出现高频振动;最后是一旦轴承发生松动,就会导致冲压机运行过程中出现一定摩擦,表现在频谱图上就是出现一定频带范围中的有色噪声。冲压机滑动轴承松动和正常时的幅值对比如图2所示。从图2中可以看出,冲压机轴承松动时的各个频率下的幅值明显大于其正常时的幅值,即松动方向振动较大,并且当转速达到某个阈值时,其变现在时域图中的振幅忽大忽小。

图2 冲压机滑动轴承正常与松动时的幅值谱对比
1.2 BP神经网络模型建立
BP神经网络是人工智能的一个分支,是一种模拟人脑结构建立的网络模型,由一系列的与人脑神经元类似的计算单元连接而成[14-16]。BP神经网络具有多种优点,首先,BP神经网络能够进行并行和非线性处理、分布式处理与存储;其次,BP神经网络具有较强的自适应、自学习和自组织性以及较强的容错性;最后,BP神经网络的联想记忆能力也较强。BP神经网络的基本组成单元为神经元,每个神经元之间主要通过网络权系数连接[17-20]。其结构通常包括三层,分别为输入层、中间层以及输出层。BP神经网路基本算法的过程主要包括信号正向传播,以及误差的反向传播过程,其中,信号从输入层输入网络中,再经过隐含层处理,从输出层输出,如果输出层实际输出与期望输出相差较大,则反向输入误差信号。正是通过这种正向和反向输入输出过程不断调整,以达到最佳输出值。BP神经网络的算法流程如图3所示。

图3 BP神经网络算法流程
从图3中可以看出,开始时,对权值进行初始化,而后输入数据样本,在此基础上计算神经网络输出,并求解网络输出与期望输出之间的误差,同时判断计算结果是否满足相应的要求,如果满足要求,则算法完成,如果不满足,则求解权值的修正量以修正权值,再次重复计算神经网络输出的操作,直至得到期望的求解结果。
2 冲压机振动故障智能检测系统设计
2.1 冲压机振动故障检测的BP神经网络设计
在BP神经网络算法的基础上,进行冲压机振动故障智能检测的BP神经网络设计。对于冲压机振动故障的检测,需要输入相关向量,选取的输入向量为振动时域信号经过FFT变换后的频谱幅值。输入向量时选取代表性的频率成分作为相关特征频率,分别为(0.01-0.39)f、(0.40-0.49)f、(0.51-0.99)f、1f、2f以及高阶f、0.5f、0.25f,极高f,低阶f,奇数f等。向量明确好以后,输入之前对数据进行归一化处理,如式(1)所示:
(1)
经过归一化处理后,该网络设计的输入值范围都在0~1。此外,该设计网络的输出向量可以表示为(y1,y2,…,yi,…,yn),主要以二进制的方式表示,其中,i=1,…,n,表示的是第i个神经元。本次研究所涉及的n为12,其中,前6个用以表示冲压机的不同部件,如000001代表冲压机齿轮;而后6个则代表不同的部件出现故障的类型,如000 001 000 001可以表示冲压机齿轮发生磨损,000 010 000 001用于表示冲压机的轴承内圈发生磨损。在对网络设计的输入值进行相应处理后,需要选取设计中所涉及的网络参数,神经网络输入层有11个神经元数目,并且其输出层有12个神经元。则可以据此计算出网络隐含层的神经元数目,计算公式如式(2)所示。
(2)
式中:n为网络输入层的神经元数量;m为网络输出层的神经元数量;a为常数,其范围在1~10。经过计算求得网络隐含层神经元的数量为12。此外,网络动态因子取值为0.91,网络初始学习速率取值为0.72,在网络设计过程中,需要对学习速率进行相应调整,调整计算式如式(2)所示。
η(t+1)=βη(t)
(3)
式中:η为网络学习速率,其误差值取为0.000 1,如果在调整过程中,误差值超过此限定值,则β取值小于1,如果误差值不超过该限定值,则β取值大于1。
2.2 机械冲压机故障诊断系统软件设计
对冲压机故障诊断的网络设计完成后,进行软件系统设计。系统设计主要涉及冲压机故障诊断目标,以及相关的功能需求、接口等。其中,总目标是实现诊断冲压机故障时的信号处理,以实现对故障的准确诊断;功能性主要是根据设备故障诊断的流程,将系统软件分为9个功能模块;接口需求主要包括外部接口需求和内部接口需求,内部接口需求主要用于采集和提取数据、用于预处理参数、用于分析经典信号参数以及用于配置信号处理参数等。系统的主要功能结构如图4所示。

图4 冲压机故障诊断系统功能结构
图4为冲压机故障诊断的系统功能结构。从图4中可以看出,该故障诊断系统的功能结构一共包含9个功能模块,分别为用户登录注册模块、用户管理模块、数据管理模块、维修管理模块、数据采集模块、信号预处理模块、经典信号分析模块、现代信号处理分析模块以及故障诊断模块。以数据管理模块和数据采集模块作为系统设计的重点,其中数据管理模块的主要功能是针对设备档案数据、神经网络数据、采集数据以及故障数据进行修改、导入和导出。其相关流程如图5所示。

图5 数据库管理模块流程
图5为冲压机故障诊断系统软件设计中的数据库管理模块示意。从图5中可以看出,在该流程中,开始之后导入相关参数信息,之后数据库管理系统选择所要操作的参数类别,并对有关需要修改的相关参数进行修改,修改参数后需要更改有关的数据库相关数据表。最后,完成上述操作流程之后,导出相关的参数信息。对于数据库采集模块而言,其中包含采样时间长度、采样频率以及采样参数单位以及采样点数四种采样要素,并且采样时间长度为采样点数与采样频率的比值。数据采集模块主要是采集设备状态参数,包括连续采集和定点采集,其中连续采集是指对数据集进行不间断采样,而定点采集则是采集制定数据。数据采集的相关处理流程如图6所示。
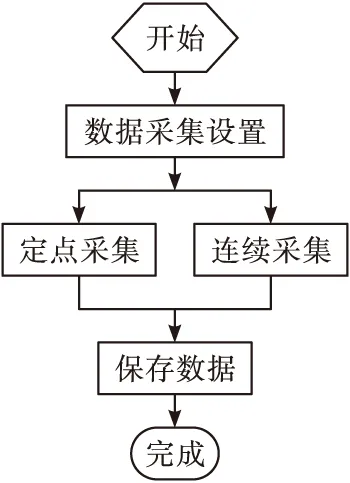
图6 数据采集处理流程
图6为数据采集模块中的数据采集流程,计算机与冲压机系统的数据采集设备连接正确时,会显示相应的连接状态。数据采集开始时,首先对数据采集的相关参数进行设置,可以设置为连续采集和定点采集。数据采集完成以后,将有关数据进行保存。
3 振动测试和故障分析
3.1 冲压机振动故障参数
利用基于BP神经网络设计的智能诊断系统对冲压机振动故障进行现场检测,并分析相关故障原因。本次研究所选取的测试对象为某实验室的一台小型冲压机,该冲压机的精度高、性能可靠、通用性强并且操作便捷,其有关参数如下表所示。对该冲压机进行振动测试时,其测试系统主要由计算机、数据采集卡以及一个振动加速传感器组成,振动传感器和数据采集卡在测试时的相关技术参数分别如表1、表2所示。

表1 测试系统振动传感器有关参数
表1为诊断故障测试系统中振动传感器的相关参数,包括量程、激励电压、频率变化范围以及灵敏度等。从表1中可以看出,该系统的振动传感器量程为-500~500 g,说明该传感器最大可以满足测量500个重力加速度的要求,激励电压为交流电,且变化范围是24~30 V。此外,振动传感器的频率变化范围为0~7 kHz,灵敏度为10.02 mV/g,即约为1 mV/(m·s-2)。

表2 数据采集卡的相关参数
表2为该测试系统数据采集卡的相关参数。从表2中可以看出,模拟信号输入分辨率以及数字量输入和输出为16Bit,程控放大为1/2/4/8/16倍,模拟电压信号的输入变化范围为-10~10 V,模拟信号输入通道为16路,计数定时通道为6路16Bit,模拟信号的转换触发工作方式为程序触发,模拟信号转换数据传输方式为查询方式。
3.2 冲压机故障检测
本次研究所检测的这台小型冲压机,很长时间没有进行相关维护,导致开机运行时其带轮运转不平衡,在轴向上出现晃动,并且开始运转后的一段时间内出现较大噪音。在此基础上,对故障进行进一步诊断检测,并分析其产生故障的具体原因。在进行故障诊断之前,需要做好相关的准备工作,首先考虑故障监测点的选择。选择故障监测点时最好选择与冲压机的故障部位距离最近的关键点,以为准确地找到冲压机的故障信号,确定好监测点后需要做好记号,方便故障检测时在固定点进行测量。同时,在进行故障检测时,一般都要对冲压机的垂直、轴向以及水平方向等三个方向进行测量。选取其中1个测试点对冲压机的故障进行检测,将其记为点1,将冲压机和计算机设备相连,绘制这个检测点的信号谱图,包括时域谱和功率谱,分别如图7所示。

图7 测试点1时域变化示意图
图7为测试点1的时域变化示意图。从图7中可以看出,该测试点采样点数在0~2 000变化,振动加速度在-15~15 m/s2变化。在该测试点取不同数目的采样点时,其振动加速度的波动范围较为均匀,且振动幅度值也较为固定,大多数采样点的情况下,其振动加速度值都在-5~5 m/s2变化。同时,该测试点的振动幅度值每隔一段时间会出现一个最大值,即一个较大的振动脉冲信号,根据这些最大值出现的测点序号能够计算出这些点之间的差值在42左右,可将其换算为时间差0.042 s,进一步求得其频率为1/0.042=23.81 Hz。据此可以说明该冲压机的一个故障点频率在23.81 Hz左右。
图8为测试点1的功率谱变化情况。从图8中可以看出,该测试点的频率变化范围在0~500 Hz,其中频率为2 Hz左右时,该测试点的振动幅度值最大,接近100 dB,为95 dB左右。在其他不同频率的情况下,其振动值幅度较为均匀,在0~40 dB变化。其中第二个振动幅度值最大的频率为20.5 Hz,接近40 dB,并且该频率值左右各有一条簇边频带,其间隔频率为冲压机的转速频率。此外,对于其他峰值,也存在同样的规律,说明该测试点的20.5 Hz即为冲压机的故障频率。在该测试点的频域内,都存在峰值频率,这是由于冲压机存在较为严重的磨损,同时,在整个测试频域内均匀分布着大量噪声,这也是由于冲压机的摩擦和磨损造成的。

图8 测试点1功率谱变化
4 结 论
对冲压机进行振动故障检测可以保证其运行过程中的安全性能,以确保工业生产制造平稳运行。本次研究在分析冲压机振动故障检测时,基于BP神经网络进行了智能检测系统设计。通过对典型冲压机故障和BP神经网络的阐述,研究了冲压机振动故障检测的BP神经网络设计,以及冲压机故障诊断系统软件设计。在此基础上,以实际振动机为例,对其进行振动故障检测,并得出测试点的时域变化以及功率谱变化。研究结果表明,该测试点的振动幅度值每隔一段时间会出现一个最大值,即一个较大的振动脉冲信号,并且冲压机故障点频率在23.81 Hz左右;同时,由于冲压机存在较为严重的磨损,在该测试点的频域内,都存在峰值频率,并且在整个测试频域内均匀分布着大量噪声。本次研究证实了基于BP神经网络算法的冲压机振动故障智能检测系统的有效性与合理性,但测试时仅以一个冲压机为例,其广泛适用性还有待进一步研究。
