HXN5型机车不锈钢总风管接头焊接技巧
2020-10-30张廷旺
张廷旺 巢 杰
(常州铁道高等职业技术学校 江苏 常州 213011)
1 奥氏体不锈钢焊接的特点
奥氏体不锈钢在焊接过程中,须严格控制热输入。当焊缝温度在 650 ℃时停留十几秒,就有产生晶间腐蚀的倾向,使钢质变脆,加上奥氏体不锈钢线膨胀系数大导热系数小,焊缝局部加热后,冷却过程中会产生较大拉应力,容易出现热裂纹[1]。因此焊接时需要注意:采用小规范参数焊接,通常电流比普通碳钢、低合金钢小10%~20%,同时需要采取冷却措施,控制层间和焊后温度。
在焊接现车管路接头时(见图1),由于受结构、位置以及视线的影响(在狭小的方箱坑槽内,可供操作空间500 mm×500 mm左右),现场作业环境受空间视线影响,图上方有挡板遮挡,焊接时只能始终站立下方左侧位置,左手从左上方空隙处伸入底部进行焊接,需设计合理的焊接顺序。

图1 现场作业图
2 焊接方法简介
奥氏体不锈钢管最常用的焊接方法有焊条电弧焊和氩弧焊。焊接质量好,但焊接速度慢,生产率低,而且易产生晶间腐蚀(见图2)(在焊接过程中,必须将焊件保持较低的层间温度,最好不超过150 ℃)。不锈钢药芯焊丝焊接时,具有良好的焊接工艺性能,焊缝成形美观,采用气渣联合保护,成形良好[2]。稳弧剂的加入使电弧稳定,熔滴均匀过渡;良好的化学冶金性能,使熔敷金属力学性能高,抗气孔、抗裂纹能力强。

图2 晶间腐蚀图
3 主要工序和操作方法
不锈钢焊接过程中液态金属的流动性不好,易产生晶间腐蚀和热裂纹等焊接缺陷,而焊接工艺参数选择不当,焊接温度控制不当,焊缝未作严格清理,都容易导致焊缝成形不良。
3.1 焊前清理
焊前的清理,是保证焊接质量重要工序之一。焊前应严格清理待焊部位的油污、水分等杂质。
3.2 焊接材料
母材:0Cr18Ni9Ti,其管径规格为ø60×4 mm;
焊丝:TFW—308L,ø1.2 mm;
CO2:纯度须在99.98%以上;气体流量应保持在20 L/min以上。
3.3 不锈钢药芯焊丝TFW-308L性能
不锈钢药芯焊丝TFW-308L各项性能如表1、表2所示。

表1 不锈钢药芯焊丝TFW-308L化学成分/(wt%)

表2 不锈钢药芯焊丝TFW-308L机械性质
3.4 焊接注意事项
(1)保护气体通常为二氧化碳气体,气体流量以20~25 L/min较适宜。
(2)焊丝伸出长度15 mm左右时焊接电流为250 A以下,伸出长度20~25 mm时焊接电流一般在250 A以上较为合适。
(3)焊接时采用直流反极性。
4 操作难点和要点
(1)管路的焊接位置狭小,右手无法单独完成,需左右手交替操作。正常管对接施焊应分2个半圈进行(见图3)。现场HXN5型机车不锈钢总风管接头焊接作业中,左手伸入底部从6点处起焊,引燃电弧焊枪快速左右摆动,压低电弧,形成熔池后,快速灭弧,焊枪慢慢向上移动,直至焊完前半圈,在水平位置12点处收弧。再用左手以同样的焊接操作完成6点到3点的焊接,3点到12点部分,可用右手从上方焊接,通过两手配合操作,完成360°环缝焊接,才能有效解决这一作业难题(见图4)。焊接过程中须严格控制好焊接频率和落点位置,防止出现焊缝脱节、超高、咬边等缺陷,操作手法稍作微量横向摆动,使之充分熔合。整个焊接过程,焊枪角度随管子弧度不断改变来控制焊缝温度和成形。
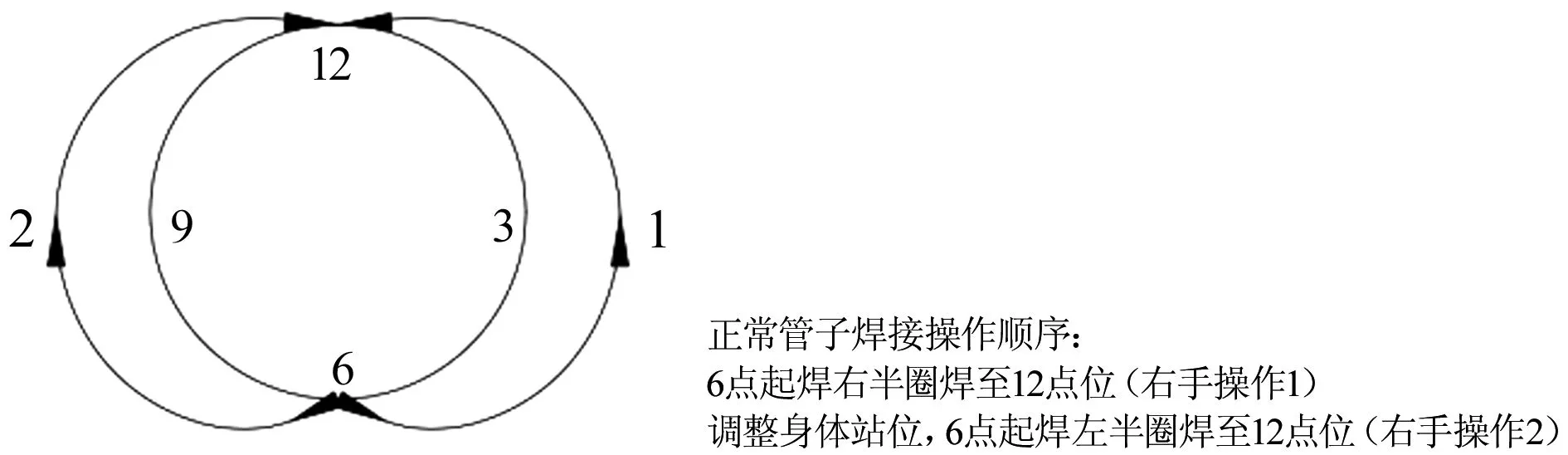
图3 正常管子焊接顺序
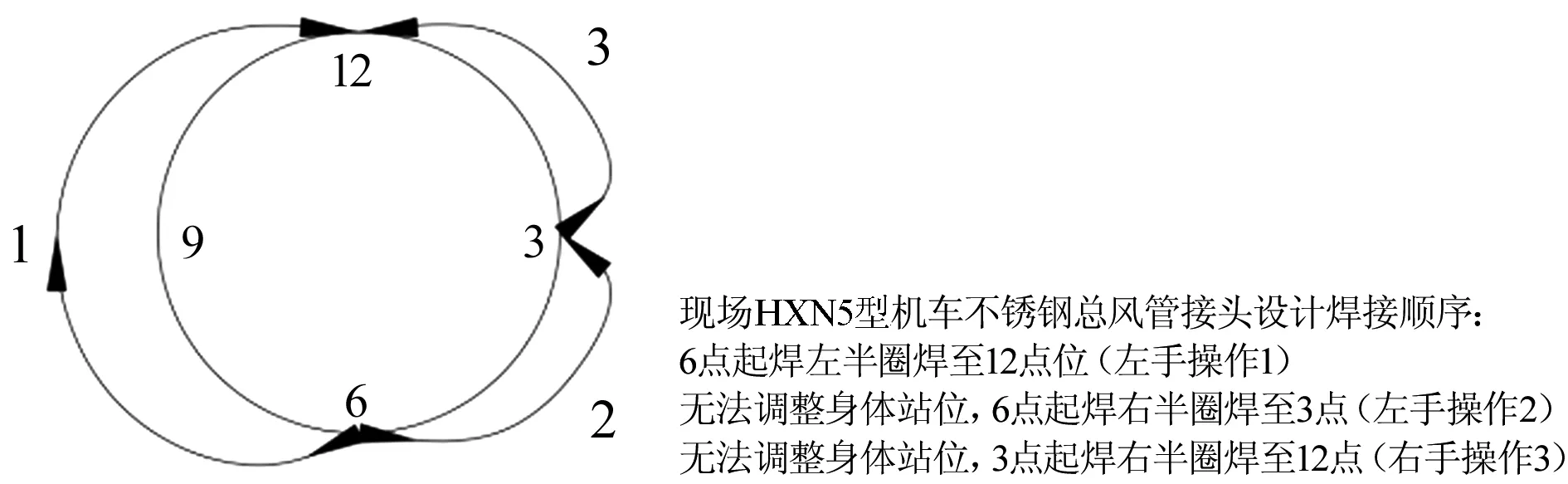
图4 现场HXN5型机车不锈钢总风管接头焊接顺序
(2)底部接头时视线、角度不好,容易出现未熔合焊瘤。应在起焊处反复引弧—灭弧,频率要快,电弧燃烧时间要短,目的是通过不断热输入保证焊缝充分熔合,利用不锈钢药芯焊丝电流密度高,熔深大的特点,来消除未熔合。
(3)不锈钢焊接时容易产生晶间腐蚀和焊接热裂纹,焊接时应尽可能缩短在高温区的停留时间(增加熔池的冷却时间),在保证完全焊透、全熔合的情况下尽量选用小电流、低电压(短弧焊)焊接,以减少热输入量,改善焊接接头性能。
(4)由于在焊接过程中,焊接电流不能任意调节,只能靠焊接技巧,通过灭弧的频率和焊枪的摆动来控制热量,同时灭弧的时间不能太长,不然容易产生收缩孔和弧坑裂纹。
5 结束语
此方法在中车戚墅堰机车有限公司HXN5型机车管路生产中得到了运用,在正常的焊接无法操作的情况下,使用左、右手焊接,解决了受视线、位置制约的生产中的难题,降低了返工量,节约人工、能源,避免造成不必要的浪费,缩短生产周期,提高了HXN5型机车中管路焊接的生产效率和质量。焊接工艺操作简便,优越性明显,值得推广。
