无缝药芯焊丝在海洋工程和船舶制造领域的应用分析
2016-09-16孔红雨朱官朋张文军朱珍彪冯兆龙姚润钢
郭 纯, 孔红雨, 朱官朋, 张文军, 朱珍彪, 冯兆龙, 姚润钢
(中国船舶重工集团公司第七二五研究所, 洛阳双瑞特种合金材料有限公司, 河南 洛阳 471023)
无缝药芯焊丝在海洋工程和船舶制造领域的应用分析
郭纯, 孔红雨, 朱官朋, 张文军, 朱珍彪, 冯兆龙, 姚润钢
(中国船舶重工集团公司第七二五研究所, 洛阳双瑞特种合金材料有限公司, 河南 洛阳 471023)
对无缝药芯焊丝的结构特点及优点进行了概述,阐述无缝药芯焊丝的国内外研究发展现状,尤其对无缝药芯焊丝国内外生产厂家及产品进行了介绍。分析了无缝药芯焊丝的市场需求以及其在海洋工程、船舶制造等高技术领域的应用前景。
无缝药芯焊丝海洋工程船舶制造
0 引言
近年来,我国钢材和焊材已从高速发展过渡到创新驱动转型升级的平稳发展期,焊接材料产品的结构调整和产品升级过程明显加快。与世界先进水平相比,我国船舶和海洋工程用高强度钢焊接材料仍明显落后,目前手工焊条仍然占较大比例。今后工程结构建造将会向着自动化、高效化方向发展,船舶和海洋平台类大型钢结构由于焊接工程量大,对自动化高效焊接方法的需求更加迫切,对高品质焊材的研发提出了更大的挑战。
药芯焊丝也称粉芯焊丝或管状焊丝,是20世纪50年代发展起来的高效焊接材料[1]。由于药芯焊丝能够实现连续自动焊接,推进了焊接技术的自动化、高效化发展,且成分易调,在桥梁、压力容器、汽车、铁路运输、管道、海洋工程、电站建设、采矿、石化、建筑机械、重型机械及高层建筑等行业也得到了广泛地应用。目前船厂已普遍采用CO2气体保护药芯焊丝来焊接船舶结构,使用率达到80%以上。按制造方法的不同,药芯焊丝可分为有缝药芯焊丝和无缝药芯焊丝,目前有缝药芯焊丝已经得到了广泛地应用。无缝药芯焊丝由于制造装备复杂昂贵、制造工艺水平难度较高,再加上其制造技术目前受到国外焊材厂商如德国Drahtzug Stein、日本Nippon Steel & Sumikin Welding、瑞士Oerlikon、意大利FILEUR等公司的技术封锁,因此在国内还没有得到推广。
1 无缝药芯焊丝的结构特点及优点
1.1无缝药芯焊丝的结构特点
与传统有缝药芯焊丝相比,无缝药芯焊丝外皮钢带没有缝隙是一种无缝结构,而传统有缝药芯焊丝存在钢带搭接或对接形成的缝隙。无缝药芯焊丝一般为三层结构,最内层为药芯粉,中间层为外皮钢带,最外层为镀铜层。图1为无缝药芯焊丝和有缝药芯焊丝结构。
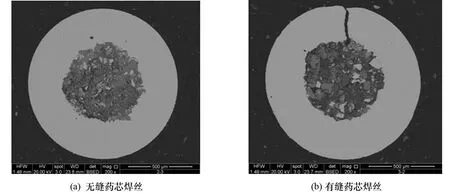
图1 无缝药芯焊丝和有缝药芯焊丝结构
1.2无缝药芯焊丝的优点
1.2.1超低扩散氢
无缝药芯焊丝的最大优点是具有超低的扩散氢。因为无缝药芯焊丝在生产过程中焊丝会经过高温去氢处理,能降低药芯粉及附着在外皮钢带上的水分。
有缝药芯焊丝拆封以后由于焊丝吸潮扩散氢会逐渐增加,对于一般生产出来的有缝药芯焊丝其扩散氢(气相色谱法)大约在7 mL/100 g左右,随着拆封天数增加扩散氢会达到10 mL/100 g左右,甚至更高。即使药粉经过高温处理的有缝药芯焊丝在出厂时能保证H5以下的扩散氢,但只要真空包装打开一段时间有缝药芯的扩散氢就会大于H5。而对于无缝药芯焊丝而言,由于外皮钢带没有缝隙,因此产品成型以后不存在吸潮问题,无缝药芯焊丝的扩散氢随包装拆封天数的增加几乎没有变化。另外,相对于有缝药芯焊丝,无缝药芯焊丝的扩散氢一般在H3.5以下,可以满足AWS H4的要求。
众所周知,扩散氢是导致冷裂纹产生的重要原因之一,尤其是对于高强度焊接材料。日本Nippon Steel & Sumikin Welding曾对药芯焊丝的焊接裂纹发生率和扩散氢之间的关系进行了深入地研究。研究发现,对于SM490B钢,当扩散氢小于3.5 mL/100 g时没有裂纹产生。当扩散氢大于3.5 mL/100 g时随着扩散氢含量的增加,裂纹产生率明显增加,当扩散氢接近9 mL/100 g时,裂纹产生率约为18%。裂纹率随扩散氢含量的增加而增加。BOhler焊接研究人员研究了扩散氢含量、抗拉强度和裂纹个数之间的关系。研究者发现,裂纹个数随抗拉强度和扩散氢含量的增加而增加。对于同一抗拉强度的焊接材料,扩散氢增加后裂纹个数随之增加。降低扩散氢有利于降低裂纹产生率。而无缝药芯焊丝相对于有缝药芯焊丝具有更低的扩散氢,因此无缝药芯焊丝可以有效降低冷裂纹产生率。
在实际焊接生产操作中,为了降低冷裂纹的产生率,除了采用低氢焊材以外,一般还会采用预热的方法来防止冷裂纹的产生。Yurioka研究了扩散氢含量与预热温度之间的关系[2]。研究发现,焊材的强度级别越高,需要的预热温度越高。对于同一级别的焊材,扩散氢越低需要的预热温度越低。这就说明降低扩散氢可以有效地降低预热温度。以抗拉强度780 MPa的焊缝金属为例,扩散氢从6 mL/100 g降到3 mL/100 g,预热温度可降低约50℃。降低预热温度代表着可以降低消耗,节省焊接生产成本。
1.2.2无扭曲应力
无缝药芯焊丝如同实心焊丝一样由于截面各向同性而不存在扭曲应力。而有缝药芯焊丝截面上有缝隙,因此各向异性,在缝隙处存在扭曲应力。扭曲应力的存在会使有缝药芯焊丝在长距离送丝时发生扭曲,导致送丝不畅从而堵塞导丝管,严重时缝隙会开口导致药芯粉泄露,出现焊丝空管串粉现象,进而影响焊丝工艺性和力学性能,出现焊接质量问题。而无缝药芯焊丝由于没有扭曲应力,因此可以长距离送丝。
无缝药芯焊丝相比于有缝药芯焊丝对准性更高。其对准偏差最大为18 mm,而同样条件下有缝药芯焊丝的对准偏差则为37 mm。
无缝药芯焊丝的无扭曲应力、送丝距离长、焊丝对准性高等优点决定了无缝药芯焊丝更适合自动化焊接。可显著提高焊接效率,节省成本。
1.2.3可采用湿法镀铜工艺
无缝药芯焊丝由于外皮钢带没有缝隙,因此可以采用传统的湿法镀铜工艺进行镀铜处理,提高电流输送。同时,镀铜层可以降低导电嘴的磨损,减少更换次数,降低消耗,提高工作效率。
经武船重工公司现场测试发现,采用无缝药芯焊丝每焊接1盘焊丝(15 kg)需损耗1个导电嘴,而有缝药芯焊丝要消耗至少2个导电嘴。因为无缝药芯焊丝的镀铜层在焊接过程中可以起到一定的润滑作用,同时镀铜层使焊丝和导电嘴之间的导电性更好,从而减少了导电嘴的磨损。
1.2.4运输储存方便
无缝药芯焊丝成型以后,由于外皮钢带是没有间隙的无缝结构。焊丝内部药芯粉不会发生吸潮,因此无缝药芯焊丝抗吸潮性极强,甚至长时间储存于潮湿的环境中也不需要再次烘干。无缝药芯焊丝表面镀铜处理以后,抗生锈能力强。且运输、储存过程中不需要真空包装。
无缝药芯焊丝和有缝药芯焊丝暴露试验研究表明,暴露相同天数的情况下,无缝药芯焊丝的抗生锈能力要优于有缝药芯焊丝。
1.2.5填充率稳定
无缝药芯焊丝的另外一个优点就是填充率稳定,没有空管串粉现象发生。由于无缝药芯焊丝在粗轧时直径比有缝药芯焊丝粗,在细减径前已经轧实。而且成品无缝药芯焊丝不会发生漏粉现象。然而有缝药芯焊丝经常会出现漏粉、空管串粉现象。药芯焊丝空管、串粉会导致渣覆盖不均匀、出现气孔、虫孔,导致焊接工艺性变差。无缝药芯焊丝和有缝药芯焊丝的填充率对比发现,无缝药芯焊丝的填充率误差可以保证在±0.25 %,而有缝药芯焊丝的填充率误差只能保证±0.5 %。
总之,无缝药芯焊丝相比于传统的有缝药芯焊丝具有突出的优点,包括:超低扩散氢,降低冷裂纹产生率,降低预热温度;无扭曲应力,送丝距离长,焊丝对准性能高;可采用湿法镀铜工艺,提高电流输送,导电嘴磨损量小,降低消耗;抗吸潮、抗生锈能力强,运输、储存方便;填充率稳定,无空管串粉现象[3]。
2 无缝药芯焊丝的国内外研究及发展现状
无缝药芯焊丝最早出现于20世纪70年代,由德国Drahtzug Stein公司采用盘管振动填粉方式生产制造,后瑞士Oerlikon公司开发出部分无缝药芯焊丝产品并委托Drahtzug Stein公司开展无缝药芯焊丝生产,形成初步市场化的无缝药芯焊丝产品。随着产品推广,至20世纪90年代欧洲高强钢焊接方面已部分使用无缝药芯焊丝。与此同时,Oerlikon公司开展了无缝药芯焊丝用于美国海军HY 80、HY 100等高强钢焊接方面的研究,并形成一定的供货。20世纪80年代,日本Nippon Steel & Sumikin Welding公司另辟蹊径,成功开发出在线填粉、高频焊接方法生产无缝药芯焊丝的工艺,其后在日本造船及海洋工程行业大量推广应用,现已大量出口欧洲。进入21世纪,德国Bühler公司开展了在线填粉、激光焊接方法生产无缝药芯焊丝的工艺研究。
2010年,中国船舶重工集团公司第七二五研究所特种焊材研制中心根据国家军品保障条件建设的要求研究无缝药芯焊丝生产设备,经过3年的科研攻关成功研发出国内第一条具有自主知识产权的无缝药芯焊丝生产线,于2013年全线贯通投产。目前该产线单班稳定产能已达到8 t~10 t。同年,天津冶金集团中兴盛达钢业有限公司进口Bühler公司无缝药芯焊丝开始试生产。
2.1国外无缝药芯焊丝生产商产品情况
(1) Drahtzug Stein公司。
产品约65种,包括金红石药粉型、金属粉型以及碱性药粉型。其中,STEIN-MEGAFIL®系列气体保护无缝药芯焊丝31种,产品涵盖低碳钢、低合金高强钢、耐候钢、耐热钢等;STEIN-MEGAFIL®系列硬面堆焊药芯焊丝18种,包括气体保护型和自保护型;STEIN-TOPCORE®系列无缝金属粉型埋弧焊丝12种,主要为碱性药粉型无缝焊丝;STEIN-TOPCORE®系列硬面堆焊埋弧焊丝4种,主要为碱性药粉型无缝焊丝。产量约3 500 t/年。
(2) Nippon Steel & Sumikin Welding公司。
产品约26种,主要为SF®系列(药粉型)和SM®系列(金属粉型)气体保护无缝药芯焊丝。产品涵盖碳钢、低合金高强钢、耐候钢、耐火钢、低温钢以及耐海水腐蚀钢领域。产量约30 000 t/年。
(3) Oerlikon公司。
产品约10种,主要为Fluxofil®系列气体保护无缝药芯焊丝,涵盖碳钢、低合金高强钢领域用金属粉型和金红石药粉型药芯焊丝。产量约2 500 t/年。
2.2国内无缝药芯焊丝生产商产品情况
(1) 中国船舶重工集团公司第七二五研究所——洛阳双瑞特种合金材料有限公司。
目前已有产品12种,主要为低碳钢和低合金钢用SRSF501(SRSF71)、SRSF501Ni(SRSF71Ni)、SRSF81Ni、SRSF81Ni2、SRSF81K2、SRSF91K2、SRSF91Ni2无缝药芯焊丝。可焊后热处理用SRSF71SR、SRSF71NiSR、SRSF81NiSR无缝药芯焊丝。以及高强钢用金属粉芯型无缝药芯焊丝品种,包括:SRSF80M无缝药芯焊丝、SRSF690M无缝药芯焊丝。目前正开发低合金高强钢埋弧无缝药芯焊丝、碱性渣系高强钢无缝药芯焊丝、抗氢钢和耐热钢无缝药芯焊丝产品。
(2) 天津冶金集团中兴盛达钢业有限公司。
目前已有产品5种,主要为TME70C6MSF、TME711SF、TME711NiSF、TME70CSF、TME81K2SF。
3 无缝药芯焊丝的市场需求
药芯焊丝是焊接领域的先进焊接材料,具有焊接高效、焊接工艺优良、焊缝成形优异,易于实现自动化和机器人焊接等优点,一经推出便受到广泛关注。近20多年来,随着药芯焊丝制造技术的日趋成熟和制造成本的显著降低,药芯焊丝在世界范围内的应用越来越广泛,消耗量也逐年增加,逐步取代焊接效率低下的焊条和焊接工艺较差的实心焊丝等焊材产品。
按照药芯焊丝的种类简单划分,可分为有缝药芯焊丝与无缝药芯焊丝。有缝药芯焊丝的制造设备和制造技术经过20多年的不断进步,在国内外已经形成了较为成熟的市场。其中,中国大陆药芯焊丝市场年消耗量约45×104t。国内药芯焊丝市场目前主要为有缝药芯焊丝,能够进行无缝药芯焊丝生产供货的仅有洛阳双瑞特材公司和天津中兴盛达公司,其他生产药芯焊丝的厂家均为有缝药芯焊丝,且有缝药芯焊丝产能严重过剩。初步估计,国内有缝药芯焊丝产能超过100×104t。因此,有缝药芯焊丝市场竞争激烈,而无缝药芯焊丝的设备技术、制造工艺技术、制造成本控制等诸多关键技术在国内其他厂家未予以解决,且进口的无缝药芯焊丝价格高,在国内市场应用只有很少的份额。
目前,中国大陆的船舶、海工市场药芯焊丝的年消耗量近40×104t,所有行业药芯焊丝的年消耗量近50×104t。从理论上讲,只要无缝药芯焊丝成本能够控制到与有缝药芯焊丝相当,销售价格与同型号的有缝药芯焊丝一致,无缝药芯焊丝可以替代有缝药芯焊丝,并且还可以部分取代实心埋弧焊丝。洛阳双瑞特材公司通过多种途径,已经实现了无缝药芯焊丝制造成本与有缝药芯焊丝相当。依托于公司在船舶、海工行业的资源优势,在内外部条件保障的情况下,预估五年内可实现无缝药芯焊丝年销售约4×104t、超3亿元的目标。
4 无缝药芯焊丝在船舶与海洋工程领域的应用分析
随着世界经济的发展和陆上石油天然气资源的迅速锐减,以及对核能作为未来主要能源的质疑,海洋资源开发已经成为世界各国的能源开发热点。自20世纪50年代我国进入海洋石油钻探领域以来,经过半个多世纪的努力,我国在海洋钻探、海洋装备制造等相关技术领域取得了较大进步,目前我国投入大量资金建成了位于北海的多个油气开发平台。并且在近年相继开发建设了15个海洋油气田、共76座平台、6座浮式生产储油船(FPSO)、铺设1 400多公里海底管线,总投入达1 200亿元。在今后相当长的时间内,我国将投入大量资金用于钻井平台、浮式生产系统、工程船舶、水下工程等相关装备的建设。此外在大量建设近海海洋工程的同时,也不断拓展远海和深海的资源。由于海洋工程装备、海洋船舶的工作环境恶劣,对海洋工程装备及船舶用钢及其配套焊接材料的要求较高。
无缝药芯焊丝具有超低扩散氢、抗吸潮性强、焊丝对准性高、运输储存方便等优点,可以取代有缝药芯焊丝,并在海洋工程、船舶制造领域广泛应用。分析原因如下:
(1) 目前国内大型船厂、海工装备制造厂几乎全部依水而建,工厂环境条件较差,尤其在沿海地区空气湿度大。这些船厂与制造厂使用的药芯焊丝几乎都为普通有缝药芯焊丝。普通有缝药芯焊丝产品采用真空包装以防止药芯焊丝吸潮和生锈。而在潮湿条件下施工时,已拆封或真空包装损坏的有缝药芯焊丝容易吸潮生锈,导致焊缝金属中扩散氢含量增加,裂纹倾向增加。同时吸潮后的有缝药芯焊丝在施焊时气孔敏感性增加,最终导致焊接质量和焊接接头的力学性能下降。另外,采用真空包装的有缝药芯焊丝,在运输过程中真空袋因道路颠簸或焊丝盘之间的相互摩擦而损坏在所难免。综上所述,有缝药芯焊丝存在易吸潮、易生锈等不可避免的问题。而无缝药芯焊丝生产成型以后,由于外皮钢带是没有间隙的无缝结构,焊丝内部药芯粉的吸潮完全不会发生,因此无缝药芯焊丝抗吸潮性极强,甚至长时间储存于潮湿环境中也不需要再次烘干。
(2) 普通有缝药芯焊丝外皮钢带为搭接或合口形式,焊丝长距离送丝时,在扭曲应力作用下会发生焊丝扭曲,扭曲后的焊丝搭接或合口会张开导致药粉逸出,从而发生堵丝及送丝不畅现象,送出的焊丝由于没有药粉会产生气孔或虫孔。另外,有缝药芯焊丝对准性差,不适用于自动化焊接。无缝药芯焊丝从结构上截面各向同性,没有扭曲应力,适合长距离送丝,且焊丝对准性高,适合国内大型船厂、海工装备制造厂的自动化焊接,可以节约综合成本。
(3) 无缝药芯焊丝可以实现表面湿法镀铜,镀铜后的无缝药芯焊丝抗生锈能力强,运输储存方便,用户不需要花费额外费用建设焊丝储存仓库,而一般有缝药芯焊丝储存仓库要求恒温恒湿条件,花费较大。另外,镀铜后的无缝药芯焊丝可以提高电流输送能力,节约能源。
(4) 无缝药芯焊丝具有超低的扩散氢,与有缝药芯焊丝相比,相同环境条件下可以减少冷裂纹的产生率、降低预热温度、节省成本,有利于控制焊接质量,降低用户的使用风险。
(5) 无缝药芯焊丝产品价格与普通有缝药芯焊丝产品价格相当,使用的焊接设备和焊接工艺相同,因此,使用高端的无缝药芯焊丝代替有缝药芯焊丝不会增加用户的使用成本。
5 结论
(1) 无缝药芯焊丝具有超低扩散氢、抗吸潮性强、焊丝对准性高、运输储存方便等优点,可以取代有缝药芯焊丝在海洋工程、船舶制造领域应用。
(2) 当前国内焊材年需求量突破500×104t,药芯焊丝需求量约占焊材总消费量10 %,约达50×104t,其中80%用于海洋工程、船舶制造领域约40×104t/年。
(3) 随着焊接行业自动化水平及焊接效率的提高,药芯焊丝类产品消费量仍有较大的提升空间,无缝药芯焊丝有较大的发展潜力。
[1]张智,陈邦固,金立鸿,等.药芯焊丝在船舶焊接中的缺欠与对策[J].电焊机,2007(6):86-91.
[2]American National Standards Institute. Specification for Carbon Steel Electrodes for Flux Cored Arc Welding[S]. AWS A5.20/A5.20M, 2005.
[3]American Welding Society. Welding handbook[M]. 2014.
[4]Bohler welding.The danger posed by “Hydrogen” in welding un-and low alloyed steels[R]. 2012, 4-5.
[5]Yurioka N, Kasuya T. A Chart Method to Determine Necessary Preheat Temperature in Steel Welding[J]. Quarterly Journal of Japan Welding Society, 1995,13(3): 347-357.
[6]郭纯,孔红雨,范会卿,等. 无缝药芯焊丝的结构特点及优点[J].金属加工:热加工,2014(20):24-27.
The Application Analysis of Seamless Flux Cored Wire for Ocean Engineering and Shipbuilding
GUO Chun, KONG Hong-yu, ZHU Guan-peng, ZHANG Wen-jun,ZHU Zhen-biao, FENG Zhao-long, YAO Run-gang
(Luoyang Ship Material Research Institute, Luoyang SUNRUI Special Alloy Materials Co., Ltd., Luoyang Henan 471023, China)
The seamless flux cored wire present production state and development tendency of application for offshore platform and shipbuilding were analyzed. The structural characteristics and advantages of the seamless flux cored wire were introduced. In particular, the domestic and foreign manufacturers and products of the seamless flux cored wire were introduced. The market demand and application prospect of the seamless flux cored wire in offshore platform and shipbuilding were analyzed.
Seamless flux cored wireOcean engineeringShipbuilding
郭纯(1984-),男,高级工程师,主要从事特种焊接材料研发、焊接工艺评价及相关应用研究。
U671
A
