800xA自动化控制系统在水泥厂的应用
2020-10-30曲翌叶小卫丛嘉庆田哲
曲翌,叶小卫,丛嘉庆,田哲
我公司总承包的某境外水泥生产线生产工艺采用新型干法技术,2016年投产运行。该项目应用800xA自动化控制系统,承建范围涵盖联合水泵站、辅料破碎及输送、石灰石破碎、原料粉磨、烧成窑尾、烧成窑头、水泥粉磨、水泥包装系统。
1 系统简介
800xA系统由控制器、数据通讯系统、冗余连接和属性服务器、工程师站和操作员站组成,运行环境为Windows 7系统。控制器采用AC800M系列控制器,同时IO从站通过Profibus-DP网络与控制器进行数据通信。人机界面基于Graphic Builder进行编辑,系统采用的是冗余服务器/客户端结构。下位机采用AC800M系列控制器,完成对现场高低压电机、现场小型PLC、执行器、仪表以及PID回路等的精准控制。
2 操作流程
中控操作面板有“机旁”和“集中”两种操作模式,默认情况下是“集中”模式。本项目优先采用“集中”模式,操作员可以通过中控操作面板弹出窗口的“Local”按钮(本地)和“Central”按钮(集中)在两种模式之间切换。如果电机正在“机旁”方式下运行,当操作员将电机调整到“集中”模式,电机将立刻停止运行;如果电机正在“集中”模式下运行,当操作员将电机调整到“机旁”模式,此时设备将不会停止运行。现场各车间的电机按照工艺流程分为若干组(如:入磨输送组、物料循环组、油站组、辊磨液压组等),每组控制若干个现场设备,组内电机设备既能成组顺序启停,也能单独启停。在操作员站的显示画面中,电机至少能显示备妥、运行、停止、故障等基本状态信息。现场设备启动前,自动化控制系统通过启动信号板发出启动预警信号。设备成组启动过程中,若有任一台设备发生故障,已经运行的设备将继续运行;若故障排除,再次发出成组启动命令,将启动其他设备。
3 网络架构
考虑到800xA系统的稳定性以及水泥生产的连续性,本项目的800xA系统网络构架采用了工业以太网(TCP/IP协议)环网结构,大体分为控制管理层和现场层两部分。
控制管理层:全厂设置一个中央控制室(设有操作员操作站、工程师站以及各种打印设备),完成主要生产车间的电动机和各种用电设备的顺序逻辑控制、控制参数的检测、回路自动控制等。再根据生产及工艺流程的需要,将中央控制室所控制的区域分为若干个现场控制站(联合水泵站、辅料破碎及输送、石灰石破碎、原料粉磨、烧成窑尾、烧成窑头、水泥粉磨、水泥包装)及远程站(熟料储存、石灰石储存、原料调配),如图1所示。现场控制站中的各种处理器模件机柜将放置在车间电力室中,通过通讯网络与中央控制室操作站相连,组成集散型计算机控制系统。全厂共配置了9个现场控制器(每个控制器具有独立的电源、通信模件、通讯接口)、1台工程师站(实现系统全局编程和调试)、4台双屏操作员站、冗余800xA属性与连接服务器(负责整个DCS系统数据的读取、存储、传输和OPC通讯,运行在Windows 2008 Server系统上)、1台MIS服务器(负责管理信息数据的记录、存储)以及工业级以太网交换机设备。远距离通讯的网络介质采用光缆(如:熟料储存、石灰石储存、原料调配站的通讯),通过OPC通信协议实现和MIS系统(管理信息系统)的数据交换。
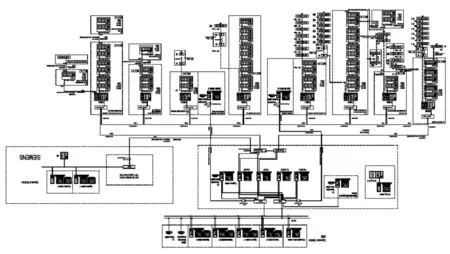
图1 计算机系统拓扑图
现场层:本项目配置有S800系列I/O模件,第三方PLC站(均采用Profibus DP协议通讯),现场智能仪表(采用Profibus PA协议通讯)等。
4 组态方式
本项目系统组态主要使用FBD功能块语言。800xA系统具备水泥厂常用的控制功能块:如单向、双向胶带机控制功能块,普通电机的控制功能块,执行器的控制以及设备的成组控制(组启/停)功能块等,同时,800xA系统自带定时器、选择、PID、报警、模拟量等丰富的功能块,这些功能块组合起来,可满足现场各种设备的不同启停要求。常用功能块主要有DSI启动连锁、DPI安全连锁、DEI工艺连锁方式,它们在设备的成组、单机、本地、远程操作模式下,相应的连锁有效,各连锁条件具备后,操作员站画面上会显示出颜色的变化。
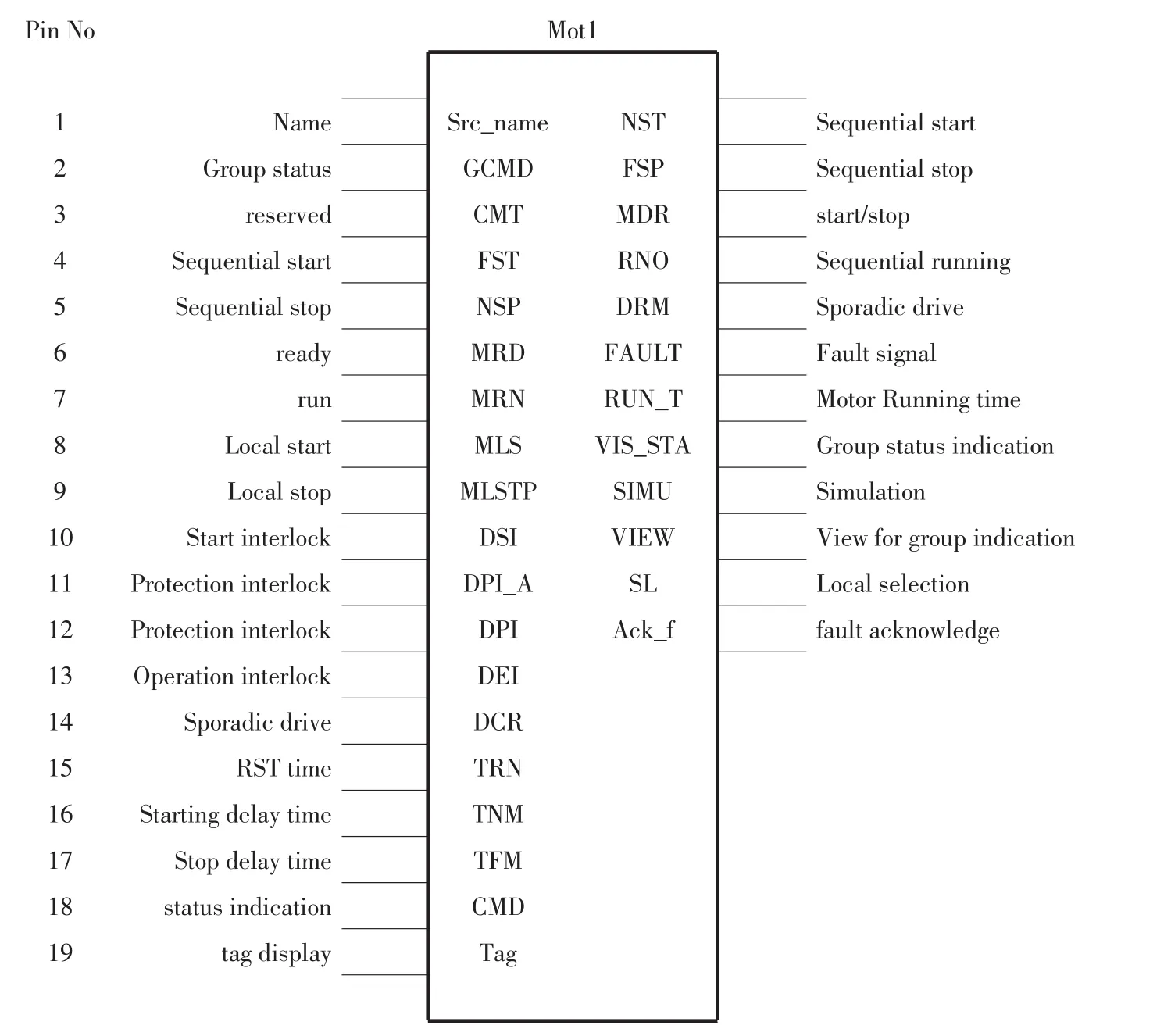
图2 普通单向电机功能块对应各管脚的说明

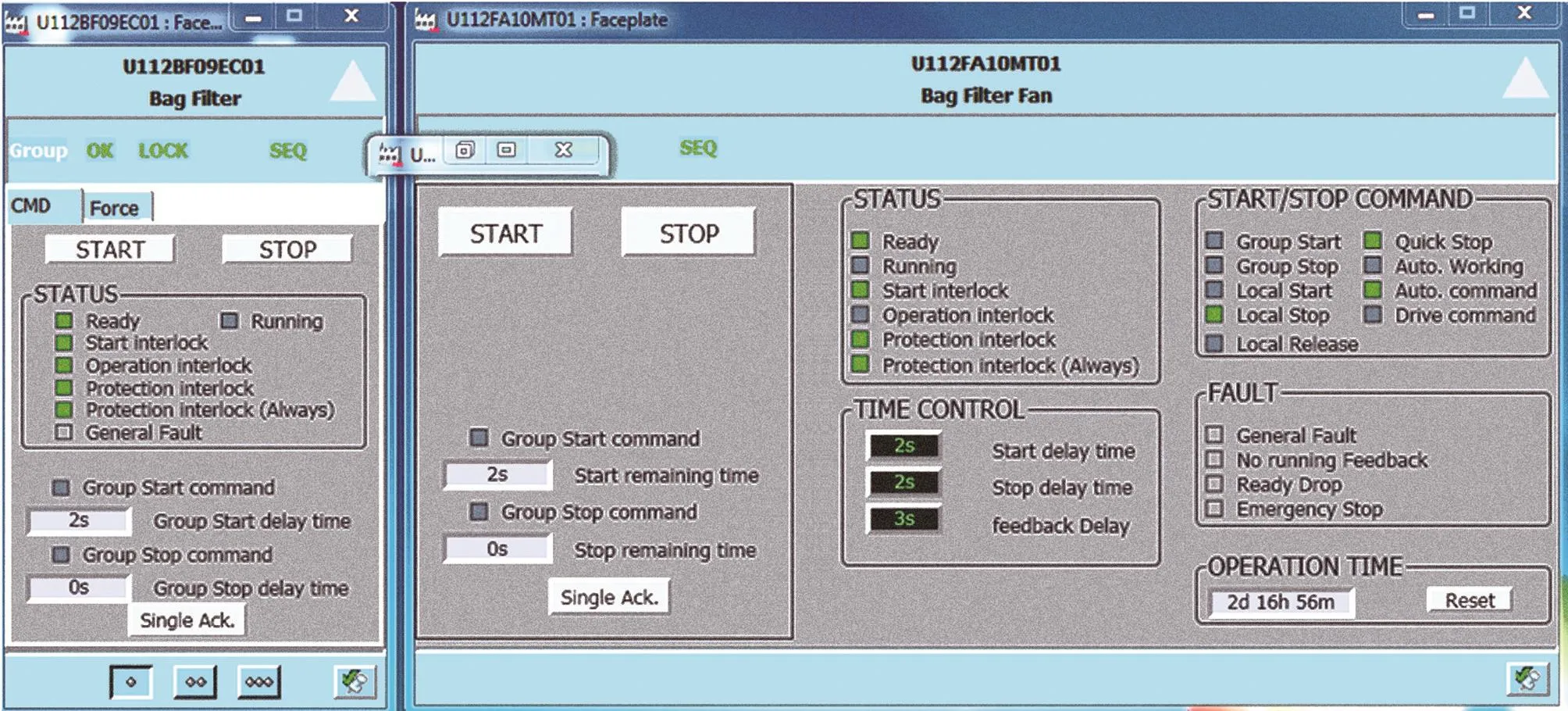
图3 普通单向电机功能块面板示意图
5 功能块实例
普通单向电机功能块可以用作风机的手动、自动控制、单机控制。根据该功能块的输入/输出管脚的功能,可连接相应的输入/输出条件,如组启组停,连锁条件、备妥、反馈信号,本地启停等。图2所示为普通单向电机功能块对应各管脚的说明,图3为普通单向电机功能块的面板示意。
6 结语
自项目投产以来,800xA系统运行稳定、可靠,操作方便,监控及报警信息直观,极大地提高了水泥生产线生产效率,并确保了生产监控的安全可靠。实际运行证明,800xA自动化控制系统的控制方案是一种值得推广的先进控制方案。■