基于FluidSim粘贴设备控制回路设计
2020-10-29陈宏胜王立中
陈宏胜,王立中,孙 亮,唐 猛
(1.池州职业技术学院 机电汽车系,安徽 池州 247000; 2.平高集团有限公司 配网技术中心,河南 平顶山 467000)
标签对商品有说明和装饰作用,同时便于商品的销售与管理,贴标机是将是标签粘贴到包装容器的特定的机械设备。标签上的商标、规格、参数以及说明和商品介绍,是现代包装的重要组成部分。
随着新时代智能化的快速发展,标签粘贴设备的研究越来越受到人们的重视[1]。我国包装设备的发展无论是在种类、数量上还是在质量和性能方面都取得了一定成绩,但包装新技术的发展一直受到包装设备的制约。我国包装机械所生产的包装产品在质量方面,主要存在两方面缺陷:一是生产效率较低,可靠性和稳定性较差;二是外观粗糙,对应配套件寿命短。伴随着机电一体化计算机技术的发展以及各种智能型控制、检测、调节装置被运用到产品系列包装中,形成了智能化标签粘贴设备[2]。
本文旨在以压缩空气为介质,选用合适的控制元件和电器元件,设计一种新型自动化标签粘贴设备控制系统。标签粘贴系统不仅具有让产品的包装质量得到提升,而且还大幅度地提高生产效率[3]。
1 设计要求
标签粘贴设备如图1所示,在初始状态下,两个气缸活塞缸处于完全缩回的状态,通过一个手动按钮控制这两个气缸活塞同时伸出。当两气缸活塞杆在完全伸出到位后需滞留10 s后才能完全自动缩回,以确保标签粘贴设备能够将标签贴牢固[4]。在本任务中要求两个气缸伸出到位后延时10 s再自动缩回,这里就存在一个延时的问题。在气动控制回路中,采用气动延时阀来解决延时问题[5]。在电气控制回路中,能起到延时作用的电气元件主要是时间继电器和传感器[6-8]。
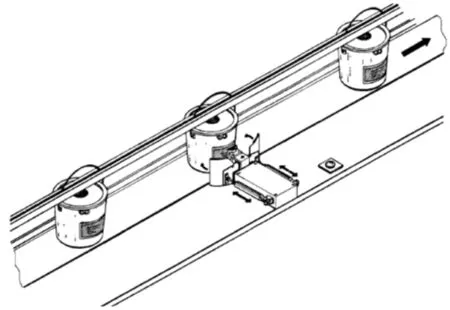
图1 标签粘贴设备贴标示意图
2 控制回路设计原理
设计流程图如图2所示。总体设计过程为:初始状态,1S2行程阀受压,阀芯处于接通状态。按下1S1按键开关,1A1气缸、2A1气缸同时伸出,当气缸1A1气缸活塞连杆伸出到位触碰到1S3行程阀,气动延时阀开始延时10 s,1A1气缸、2A1气缸同时缩回;当两气缸同时缩回触碰到行程阀1S2时,两气缸又开始伸出,一直循环下去[9-10]。
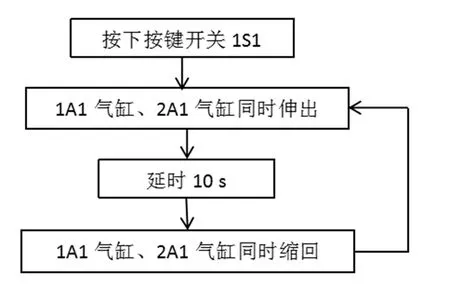
图2 气缸工作流程图

图3 位移步骤图
如图3所示,位移步骤图是利用图表的形式来描述执行元件随步骤不同状态的变化情况。利用位移步骤图能清晰地说明行程程序各步的动作状态,以便进行回路设计和回路分析[11-12]。
在图3中可以看到位移步骤图在绘制时主要应注意以下几点:
(1)图中左侧的1A1和2A1分别为执行元件的标号。
(2)图中纵坐标上的0和1分别表示气缸活塞处于完全缩回和完全伸出状态。“0”为缩回到位,“1”为伸出到位。
(3)图中横轴的分段数由该回路一个动作循环所含的步骤数决定。
(4)图中横轴的分段采用均匀分段,即每一段只表示一个动作步骤,不表示执行该步骤所用的时间。如果有需要也可按时间进行分段。
(5)粗实线表示左侧标号所对应的执行元件的动作情况。
3 系统设计
3.1 气动控制回路设计
3.1.1 回路整体设计 气动控制回路设计图如图4所示。将两个双作用气缸的有杆腔与有杆腔、无杆腔与无杆腔分别进行并联。按下按键开关1S1,两个气缸同步伸出,当气缸活塞杆伸出至终端触碰到行程阀1S3时,延时阀1V3开始延时直至10 s后,气缸活塞杆同步缩回。至此,一个工作循环结束。

图4 气动控制回路设计图
3.1.2 回路工作原理 按下按键开关1S1,双压阀1V2输出口有压缩空气输出,作用在主控阀1V1的左端气控口,使主控阀阀芯左位接通,从而使两个双作用汽缸活塞杆伸出,当气缸活塞杆伸出到位后,1S3行程阀受压接通信号,延时阀开始延时,达到延时阀延时的时间后,延时阀12口接通将压缩空气信号作用在主控阀1V1的右端,使主控阀阀芯右位接通,从而使两个双作用气缸活塞杆同时自动缩回。这里需要特别注意的是,延时阀延时的时间节点是通过可调节节流阀的开口度大小来实现延时功能的。这一开口度的大小量化无法保证准确延时,只能定性分析。
3.2 电气控制回路设计
3.2.1 回路整体设计 电气控制回路设计图如图5所示。将两个双作用气缸进行刚性连接,按下按键开关1S1,两个气缸同步伸出,当气缸活塞杆伸出至终端触碰到位移传感器1S3时,通电延时继电器KT1开始延时计时直至10 s后,气缸活塞杆同步缩回。至此,一个工作循环结束。
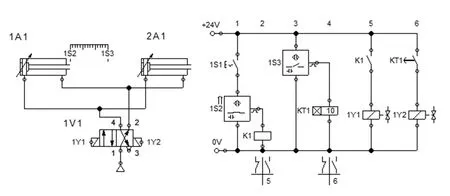
图5 电气控制回路设计图
3.2.2 回路工作原理 初始状态气缸活塞杆处于复位状态,电容传感器1S2闭合,按下按键开关1S1,K1继电器得电,K1继电器对应的触点开关闭合,1Y1电磁线圈得电,从而使双端电磁换向阀左位阀芯接通,两个双作用气缸活塞杆伸出,伸出到位后,活塞杆触碰到1S3传感器,使1S3传感器闭合,此刻通电延时时间继电器开始通电延时,达到延时时间10 s后,时间继电器对应的触点开关闭合,1Y2得电,双端电磁换向阀右位阀芯接通,使气缸活塞杆缩回。
4 系统仿真与安装调试4.1 气动控制回路仿真与安装调试
选用气动三联件、双作用气缸、行程阀、双端气控二位五通换向阀和按钮开关等气动元件进行系统安装调试。气动控制回路仿真回路图如图6所示。
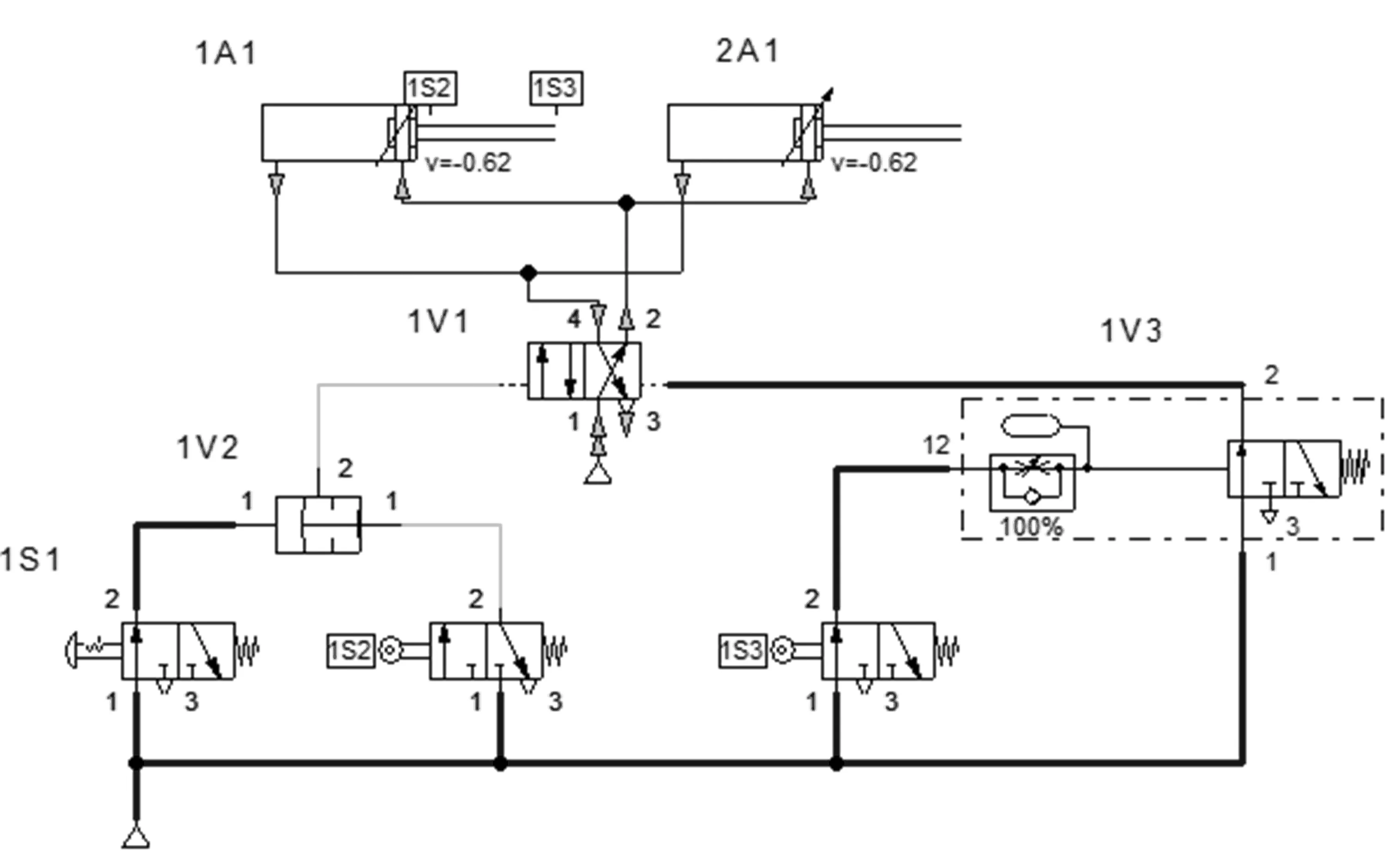
图6 气动控制回路仿真图
气缸活塞伸出到位时行程阀发出的信号可利用气动延时阀延时10 s钟作为启动信号。控制回路采用行程阀实现顺序动作换接,行程阀必须安装在运动部件附近,运动顺序的改变较难。同时,10 s的延时时间无法量化,验证了气动控制回路设计的局限性。
4.2 电气控制回路仿真与安装调试
选用气动三联件、双作用气缸、位移传感器、双端电磁二位五通换向阀、按键开关和时间继电器等电气元件进行系统安装调试。电气控制回路仿真回路图如图7所示。
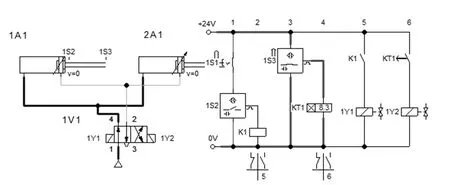
图7 电气控制回路仿真图
按下按键开关,气缸活塞杆快速伸出,当气缸活塞伸出到位时由位移传感器释放电信号,时间继电器开始通电延时10 s,达到延时时间后,气缸活塞杆快速复位。电气控制回路通过时间继电器来延时,容易实现自动控制,动作顺序非常灵活,准确达到设计要求。同时,10 s的延时时间可以定量分析,验证了电气控制回路设计的准确性。
5 结论
新型标签粘贴设备主要是通过两种设计回路进行控制。气动控制回路采用气动延时阀进行延时,而延时阀延时的时间节点是通过可调节节流阀的开口度大小来实现延时功能的。这一开口度的大小量化无法保证准确延时,只能定性分析,同时回路采用行程阀实现顺序动作换接,改变运动顺序较难。电气混合回路通过通电延时时间继电器来延时,准确达到本次设计任务要求,即需要的延时10 s的要求,回路采用电磁换向阀实现顺序动作回路换接,容易实现自动控制,改变动作顺序非常灵活。
