商用汽车底盘涂装工艺浅析
2020-10-28颜光
颜 光
摘 要:涂装是汽车制造工艺过程的一个重要环节 商用车底盘涂装工艺水平是车辆防锈、防蚀性能优劣的重要依据 衡量因素包含涂装工艺模式、关键设备、涂装材料。重卡行业底盘部件涂装工艺整体向高防腐标准、高环保性、低能耗、低成本方向发展。通过与国内、外同行业产销量较大的企业对标研究 文章分析底盘各部件的涂装工艺发展趋势以及技术路线 探寻工艺设计模块化的可行性 为未来底盘涂装方案设计提供可靠依据 达到“技术先进 成本可控”。
关键词:涂装工艺;车架;零部件;底盘
中图分类号:U463.1 文献标识码:A 文章编号:1671-7988(2020)18-162-03
Abstract: This paper analyzes the coating process, parts and chassis of commercial automobile at home and abroad,and puts forward the coating process route and development trend of coating materials.
Keywords: Coating process; Frame; Components; Chassis
CLC NO.: U463.1 Document Code: A Article ID: 1671-7988(2020)18-162-03
前言
涂装工艺是充分发挥涂装材料的性能 获得优质涂层 降低涂装生产成本和提高经济效益的必要条件。涂装工艺包含所采用的涂装技术(工艺参数)的合理性和先进性;涂装设备和涂装工具的先进性和可靠性。如果涂装工艺与设备选择和配套不当 即使采用优质涂料也得不到优质涂膜 如果所选用的涂装工具和设备的涂着效率低 则势必造成涂装运行成本高、经济效益差。
商用车的汽车构造和使用环境不同于乘用车 商用车底盘零件种类和数量多 绝大部分零部件外露 使用环境恶劣 对底盘的防腐蚀要求高。底盘涂装工艺水平是车辆防锈、防蚀性能优劣的重要依据 衡量因素包含涂装工艺方式、关键设备、涂装材料。重卡行业底盘部件涂装工艺整体向高防腐标准、高环保性、低能耗、低成本方向发展。
1 车架涂装工艺现狀和发展趋势
1.1 国外车架涂装工艺现状和发展趋势
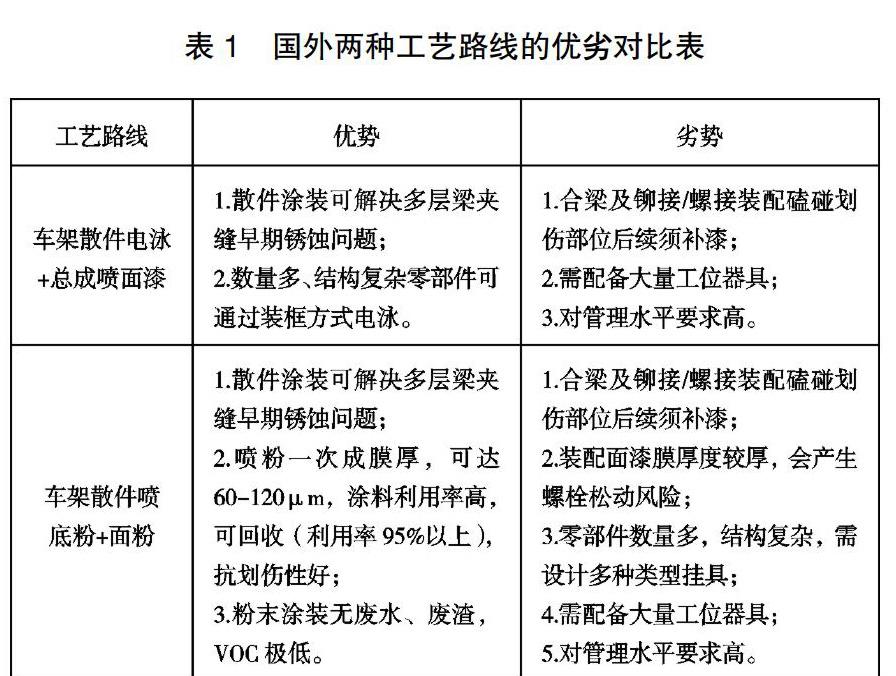
国外车架涂装工艺路线采用“散件电泳+车架总成面漆”或“车架散件喷底粉+面粉” 两种工艺路线的优劣势对比如表1所示:
通过对国外车架涂装工艺现状分析 国外重卡企业对防腐标准要求较高。由于国外企业管理水平和生产组织模式先进、品牌溢价高 各重卡企业产销量相比国内较低 适合车架散件涂装工艺的发展。随着粉末材料技术升级和紧固件的发展 分析认为车架涂装工艺发展方向是采用漆膜厚度更高、防腐水平更优的车架散件喷粉工艺。
1.2 国内车架涂装工艺现状和发展趋势
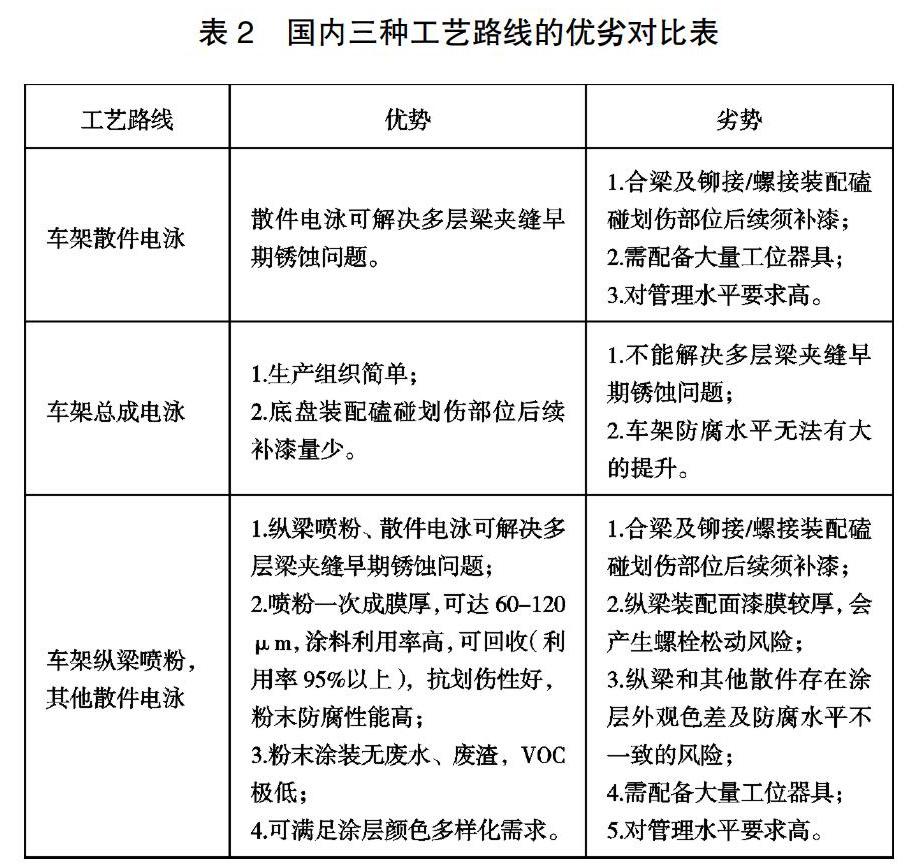
国内车架涂装工艺路线主要有三种 “散件电泳”、“车架总成电泳”、“车架纵梁喷粉 其他散件电泳” 三种工艺路线的优劣势对比如表2所示:
通过以上分析发现 国内重卡车架主流的总成电泳工艺路线 不能解决多层梁夹缝早期锈蚀问题 防腐水平一般。车架散件涂装可解决夹缝锈蚀问题 国内近两年新建及规划的车架涂装线多选用该工艺路线 尤其喷粉工艺具有高防腐性和环保性 多用于车架纵梁涂装。
由于国外重卡车架均采用散件涂装工艺 且国内外均有粉末材料成功应用案例 预测国内车架涂装工艺发展趋势主要是向投资收益高的工艺路线和高防腐低能耗的涂装材料发展。随着对喷粉工艺研究的不断深入 粉末材料技术的不断发展 车架全散件喷粉将是未来车架涂装的趋势。鉴于各企业对车架防腐质量愈加重视 政府对环保监管力度的加大 亟需在涂装材料上寻求突破 研究低排放、高标准涂料。国内重卡车架涂装材料整体趋向高防腐性、低溶剂甚至无溶剂、高环保性发展。
2 零部件涂装工艺现状和发展趋势
2.1 国外零部件涂装工艺现状
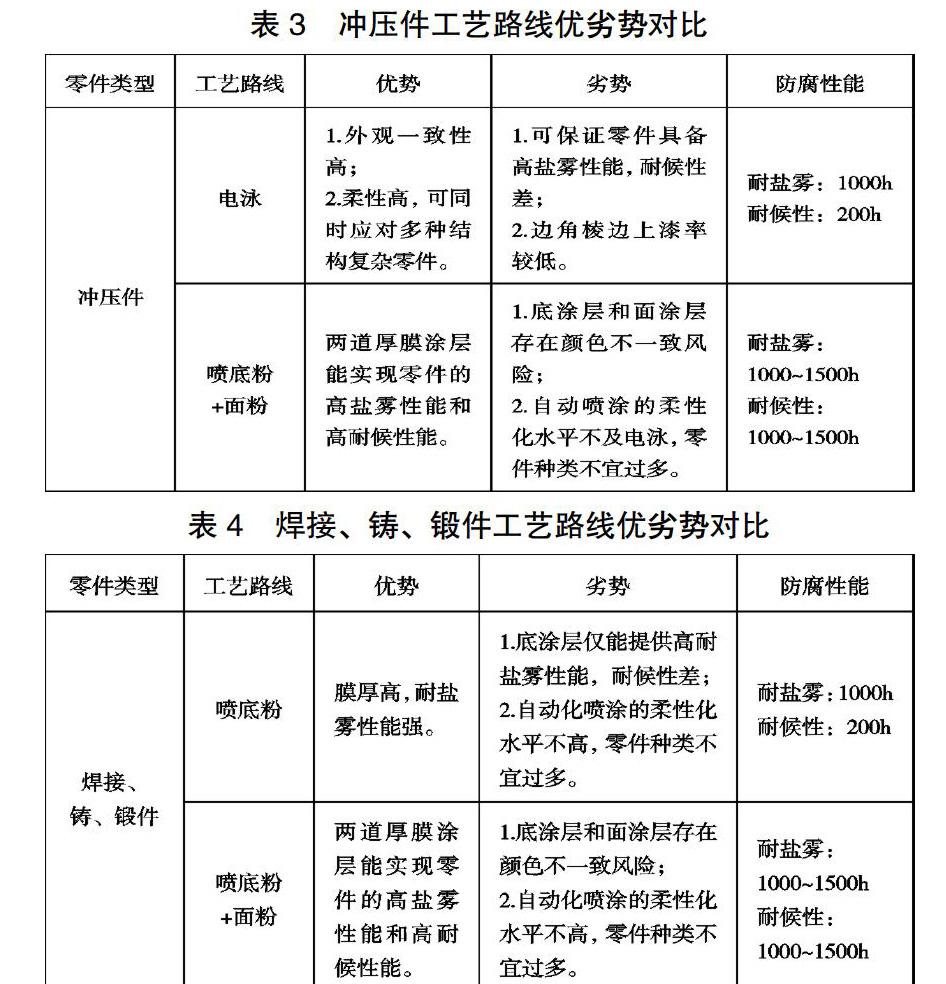
重卡底盘涂漆零部件主要是冲压件和焊接、铸、锻件 国外零部件的涂装工艺路线的优劣势对比如表3、表4:
由于焊接件焊缝和铸锻件表面的粗糙度较大 不规则和尖锐的表面电泳漆覆盖率低 国外厂家均采用喷粉工艺保障焊接、铸、锻件防腐质量。单涂层电泳或底粉 仅能提供高耐盐雾性能 后续须加喷面涂层 保证零件的高耐候性能。
2.2 国内零部件涂装工艺现状和发展趋势
国内重卡企业底盘零部件涂装工艺主要以电泳涂装为主 使用“底面合一”阴极电泳漆 兼顾耐盐雾性和耐候性。铸、锻件和焊接件焊缝表面粗糙度大 部分企业采用“电泳漆+面漆”的涂装工艺方式 提高漆膜厚度 提升防腐质量。国内重卡底盘零部件工艺路线和防腐性能如表5:
国内重卡底盘冲压件均采用电泳涂装工艺 防腐性能可达双500h。焊接件焊缝和铸锻件表面的粗糙度较大 电泳工艺处理后的防腐性能低于冲压件 部分车企对高端车型在电泳的基础上加喷面漆 可提升至冲压件同等防腐水平。
国内零件机加工水平落后国外 尤其铸、锻件和焊接件焊缝的表面粗糙度大(平均粗糙度值Ra>25?m) “电泳+面漆”的涂装工艺无法保证局部粗糙度超差区域的防腐质量 底盘发生早期锈蚀风险加剧。如何提升底盘零部件尤其是铸锻件和焊接件的防腐质量将是未来零部件涂装工艺发展的主要方向。基于国内零部件机加水平并借鉴国外零部件涂装现状 喷粉工艺可解决高粗糙度带来的上漆率差的问题 涂膜厚度高 保证了零件的高防腐性能 是未来发展大趋势。结合零部件涂装工艺由喷漆向喷粉发展的趋势 涂装材料向高防腐性、无溶剂、高环保性的粉末涂料发展。
3 整车底盘涂装工艺现状和发展趋势
3.1 国外底盘涂装工艺现状
国外主要厂家车架和底盘零部件涂装涉及电泳、面漆、喷粉三种工艺路线 相对应的涂层防腐质量主要是耐候性能差異较大 车架和零部件涂装工艺和防腐性能统计如表6:
由以上信息得知 车架和零部件喷“底粉+面粉”工艺确保了底盘的高防腐质量;底漆涂层(电泳或喷底粉)耐候性能较差 需整喷高耐候性面漆 确保底盘整体具备高耐盐雾性和耐候性。
喷粉工艺在国外的应用较为成熟 底盘车架喷粉已发展十多年 相比传统电泳和喷漆工艺 喷粉一次投资低、运营成本低、防腐性能高、工件边角涂层覆盖率高。结合国外企业先进的管理水平和生产组织模式 分别采用喷粉工艺的车架和零部件 防腐性能已能够满足需求 无需投资建设底盘整喷线。鉴于此 预测未来国外企业将重点研究和发展零部件的喷粉工艺 逐步取消底盘整体涂装。
3.2 国内底盘涂装工艺现状和发展趋势
国内车架和底盘部件主流涂装方式是阴极电泳工艺 油漆材料是“底面合一”阴极电泳漆。防腐性能方面 耐盐雾性和耐候性理论最高仅能达到双500h;生产质量控制方面 国内重卡企业生产组织管理水平和质量控制水平与国外存在差距 底盘各部件在生产、物流转运、底盘装配过程存在磕碰划伤问题 影响底盘防腐质量 市场表现为整车出厂不到2年 未使用情况下 底盘已出现锈蚀 国内重卡企业会对底盘特殊涂装处理 确保车辆底盘整体防腐性能不降低。
行业主流的底盘涂装工艺路线是“普通车下线喷蜡 高端车下线整喷面漆” 下线喷涂无法覆盖到车架幅面外侧被零件遮挡的区域和底盘下部零件。个别车企采用在线整喷面漆工艺路线 底盘大部分零件耐盐雾性和耐候性最大可提升至双1000h。
国内主要重卡企业普遍产销量大 但底盘各部件的过程控制能力较弱 车架和零部件在各环节的磕碰划伤较为普遍 必须对底盘进行整体涂装。受限于成本因素和产品定位 涂装工艺方式和防腐效果差异较大。随着市场竞争的加剧和环保压力 在保持差异化路线的同时 采用高防腐、高环保性能的水性涂装材料和保证绝大部分底盘件高防腐质量的“底盘在线整喷”工艺路线是未来趋势。
4 结论
通过对国内外底盘涂装工艺现状和发展趋势分析 发现国外重卡企业底盘防腐标准普遍高于国内 企业精细化管理水平先进 工件生产、转运、装配各环节磕碰划伤较少。国内底盘防腐质量和防腐工艺路线与国外存在较大差距 随着重卡市场竞争日趋激烈 客户除了对车辆驾乘感受、舒适性、油耗关注外 也对车辆外观提出了新的要求 尤其是底盘外观 已日渐成为各品牌宣传卖点。国内底盘涂装工艺设计总体向国外看齐 发展高防腐质量、高环保性的涂装工艺。
参考文献
[1] 吴涛.国内外车架涂装工艺发展现状[J].汽车工艺与材料,2003(1): 15-17.
[2] 杜彪.浅谈重卡车架涂装[J].现代涂料与涂装,2012(9):19-50.
[3] 宋华,高宏伟,吴涛.商用车车架工艺试验研究[C].国际涂料、涂装、表面工程高层论坛,2005.
[4] 宋华,等.商用车车桥总成表面防护技术研究[J].汽车工艺与材料, 2010,(11):1-7.
