固化桶表面剂量率检测系统的研发
2020-10-27刘辰龙龚应伟杨兰菊
刘辰龙 龚应伟 许 杰 杨兰菊
(中国核动力研究设计院第一研究所)
水泥固化线是采用水泥固化工艺将反应堆运行过程中的放射性浓缩液进行预处理、整备并形成稳定的废物包,以便运输、暂存和处置的生产线[1~3]。 辊道输送线包含7 个工艺段,剂量率检测系统位于固化线的第7 个工艺段,该系统主要通过固定和驱动取样布的移动,实现固化桶表面的擦拭,通过剂量率检测探头检测固化桶表面及其1m 处的剂量率水平,并在PC 端实现对检测剂量率的实时数据采集与处理[4,5]。
目前使用的固化桶表面剂量率检测系统分为擦拭取样单元和剂量率检测单元。 擦拭取样单元:人工取布进行擦拭,送相关科室进行检测,人工记录数据。 剂量率检测单元:对固化桶表面及其1m 处剂量率的检测采用两个探头自动检测,检测结果在数显表上显示,人工记录数据。 多年的运行经验表明, 这种检测方法自动化水平较低,存在一定的弊端和不足[4]:
a. 费时、费力,目前主要是通过人工去擦拭取样、检测和记录数据的,浪费了人力、物力。
b. 自动化水平低,整个测量过程绝大部分单元要依靠人工去完成,自动化水平较低。
c. 准确率低,不确定因素有可能导致人工在记录数据中出现错误,降低数据的准确性。
为了保证某项目中水泥固化工艺高效、安全、稳定、自动运行,根据固化工艺特殊的工作环境和工况条件,设计、开发了一套固化桶表面剂量率检测系统,确保固化桶表面剂量率检测过程工作人员受照剂量低、剂量检测结果完整、准确。
1 表面剂量率检测系统的设计
表面剂量率检测系统由擦拭取样单元、剂量率检测单元和控制系统单元组成。
1.1 擦拭取样单元
擦拭取样单元由安装座、 直线移动机构、旋转机构及柔性气动夹头等组成,擦拭取样单元结构如图1 所示[6~8]。
擦拭取样单元的功能如下:
a. 通过激光定位技术实现直线移动机构直线方向连续、点动和微动,保证取样布与固化桶壁紧密接触。
b. 通过步进电机驱动技术实现旋转机构的180°顺时针方向旋转, 便于工作人员在狭小的空间中装卸取样布。
c. 柔性气动夹头由气动二指夹手、弹性机构及光电传感器等组成(图2)。 气动二指夹手用来夹住取样布, 防止在擦拭过程中取样布脱落;弹性机构用来提供压力,保证取样布与固化桶有一定的压力,压力大小可以通过弹簧调节。
d. 固定安装取样布, 取样布手动装卸方便(取样人员能尽可能快地装卸取样布, 避免不必要的放射性照射)。
e. 系统带动取样布在给定的空间内平稳运动。
f. 计算取样布桶壁的距离, 并实时输出信号(西门子PLC 能处理的信号) 在现场就地控制箱显示。
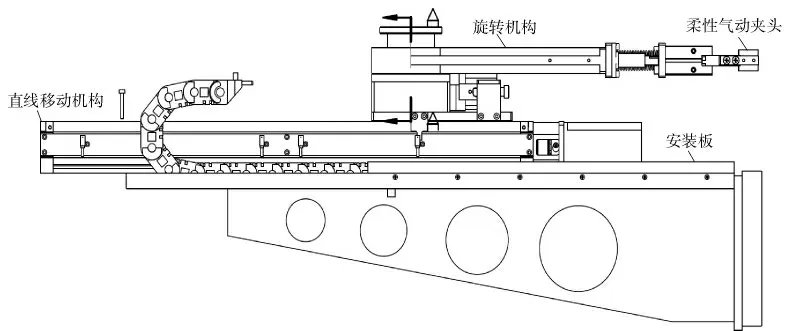
图1 擦拭取样单元结构示意图

图2 柔性气动夹头结构示意图
1.2 剂量率检测单元
剂量率检测单元由主机、剂量探头、剂量测量托盘和数据处理软件组成, 其结构如图3 所示。

图3 剂量率检测单元结构示意图
取样布置于测量托盘管内, 测量托盘布置于固化桶附近及其1m 处, 剂量探头测得的数据通过电缆传输到主机,主机进行数据处理和显示。
数据处理软件用来对检测的数据进行处理,部分软件界面如图4、5 所示。 数据处理软件采用VB6.0 进行编程[9,10]。通过软件设计了友好的登录界面;然后和主机建立通信,通过点击数据采集按钮,实现从剂量检测主机采集数据的工作到收到停止采集的触发信号为止,并赋予本次数据采集行为一个名称或编号;再将采集的数据进行处理,包括找出最大值、最小值、算出平均值,并将最大值、最小值、平均值与赋予的名称或编号作为一个事件保存; 后续可以通过数据查询按钮,对保存的数据查询。
软件可在现有的个人计算机上运行,软件运行期间可重复执行数据采集、数据处理和数据存储的功能。
1.3 控制系统单元
1.3.1 系统组成
固化桶表面剂量率检测系统采用PLC 作为控制器[11~13],包 括6ES7 307-1EA01-0AA0 电源模块、6ES7 153-1AA03-0XB0 从站模块、6ES7 353-1AH01-0AE0 定 位 模 块、6ES7 321-1BL00-0AA0输入模块及6ES7 322-1BL00-0AA0 输出模块等。控制系统I/O 点详见表1, 系统控制流程如图6所示。

图4 数据处理软件监控界面

图5 数据处理软件通信界面
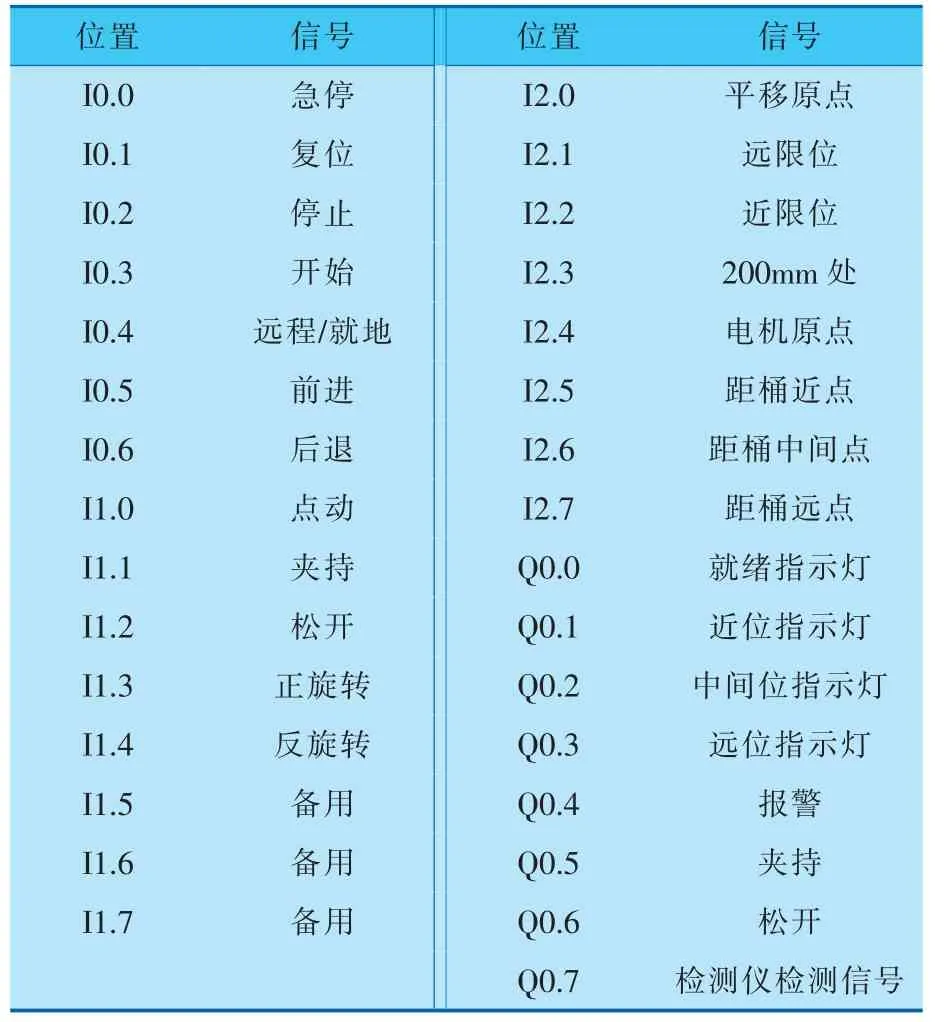
表1 控制系统I/O 点
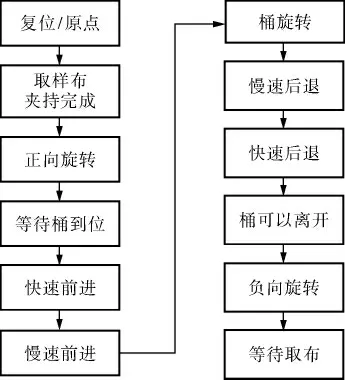
图6 控制系统流程框图
1.3.2 控制过程
取布/卸布的控制过程: 系统处于原点位,由工人通过操作面板按钮实现气动夹头的夹持与松开,取样布夹持完成后,旋转机构旋转,系统运行到等待位。
擦拭控制过程:系统检测到桶到位和夹持完成信号后,直线机构运行,取样布前进。 当取样布距桶200mm 时,直线机构降速前进。 柔性气动夹头的中间位置检测开关检测到信号时,直线机构停止运行。辊道旋转电机启动,桶旋转。桶旋转完成后,直线机构向后运行,完成擦拭。
擦拭完成后,系统运行到原点位,由人工通过操控操作面板,使气动夹头松开,完成取样布的拆取。
1.3.3 操作方法
系统的所有操作都在操作面板上进行,按钮包括急停、复位、开始、前进、后退、正向旋转、反向旋转、夹持、松开、点动及远程/就地选择开关等。
1.3.4 自动运行
当操作面板上的就绪指示灯亮时,就可对系统进行夹取取样布的手动操作。 通过操作面板上的夹持、松开按钮实现取样布的夹取与拆卸。
取样布夹持完成后,通过操作面板上的开始按钮,实现检测系统的自动运行。 在操作面板上实时显示夹头与桶之间的距离和夹头与桶之间的状态(远位、近位和中间位置)。
在操作面板上将远程/就地选择开关拨向就地,实现系统的手动运行。
前进/后退按钮可实现系统直线移动机构的前行或者后退。 后退到原点位,就绪指示灯亮;前进到远位,距桶远位指示灯亮;前进到中间位置,距桶中间位置灯亮且就绪指示灯亮; 前进到近位,距桶近位指示灯亮,且停止前进。
正向旋转/反向旋转按钮:实现系统旋转机构的正/反向旋转。 正向旋转到180°位置, 停止旋转,就绪指示灯亮;反向旋转到0°位置,停止旋转,就绪指示灯亮。
夹持/松开按钮: 实现系统气动夹头的夹持/松开操作。
停止按钮:终止系统的运行。
急停按钮:紧急停止设备。
复位按钮:解锁故障报警联锁。
开始按钮:开始系统的运行。
2 系统调试
运动控制调试主要包括:机械及电气设备完整性、组件装配调试及运动进度检测等[14,15]。
综合调试验证包括:功能试验、单台安装试验、狭小空间安装试验和拆卸试验。
柔性气动夹头机构运行顺畅平稳, 无卡涩,无异响,当机构运行到正负极限位置,限位传感器应输出正负端的限位信号,防止机构运行超出行程范围发生碰撞。
旋转机构运行顺畅平稳, 无卡涩和异响,旋转角度应达到180°,旋转速度和精度满足工艺要求。
直线机构运行顺畅平稳,无卡涩,无速度抖动和异响,行走速度和精度满足工艺要求。
表面剂量率检测系统数据处理软件应能够正确采集数据、存储数据并进行查询。
3 应用效果
固化桶表面剂量率检测系统通过安装调试已投入使用。 本系统对固化桶表面的剂量水平进行了有效的检测,从检测开始到获取测量数据,全程无人工干预,完全实现了自动检测,自动化水平高。 新旧检测系统效果对比详见表2。
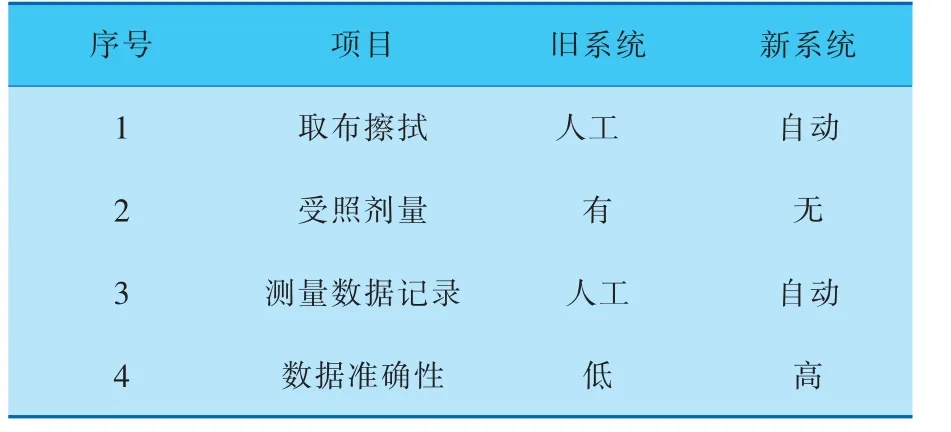
表2 新旧检测系统效果对比
4 结束语
该系统主要是对固化桶进行剂量率和污染水平的检测。 在传统固化桶剂量率检测系统上增加了自动擦拭取样单元,采用两个探头对固化桶及其1m 处的剂量率进行检测, 并采用数据处理软件来对剂量检测的数据进行处理,解决了现有固化桶表面剂量率检测费时、费力和自动化程度低的问题,减少了人员的受照射剂量。
