萝卜籽油溶剂提取工艺及其脂肪酸组成研究
2020-10-22朱涵彬
朱涵彬,李 靓,陶 雨
河南牧业经济学院 食品与生物工程学院 (郑州 450046)
萝卜[1],又称莱菔或者水萝卜,形态为圆锥形,全国各地都有种植,尤其在低海拔地区更为普遍,可四季播种。萝卜原产地为中国,我国种植萝卜已经有2700 多年的历史,品类极多。萝卜用途广泛,以食用为主,可入药,种子可榨油,工业用及食用[2]。萝卜的籽,又称莱菔子、菜头子等,为椭圆形,表面呈红褐色或黄褐色,有细网纹,种皮薄而脆,味淡、伴有苦与辛辣。萝卜籽还可配蜂蜜饮用,二者具有协同作用可治疗胃气、胃胀、腹部胀痛以及消化不良等,萝卜籽同时对于便秘、慢性胃炎、急性肠梗阻、急性胰腺炎和术后腹胀等方面有较好的治愈效果[3]。萝卜籽油属于半干性食用油,颜色透黄,半透明,营养丰富。萝卜籽油中含有亚油酸、芥酸、亚麻酸等,还含有菜油甾醇、菜籽甾醇和维生素等。
萝卜籽油作为一种新型油源,可以给我国经济发展和社会稳定带来有益的影响,所以有很大的研究开发价值。实验结合目前对萝卜籽油溶剂提取工艺的研究,采用响应面法对萝卜籽油溶剂提取工艺进一步优化,且对萝卜籽油的脂肪酸组成及含量进行了分析。为萝卜籽油的工业化生产提供更多可利用的信息,推进萝卜籽油的商业开发。
1 材料与方法
1.1 材料与仪器
萝卜籽,一级,湖北省武汉市蔬菜科学研究所;石油醚,沸程30 ℃~60 ℃,分析纯,珠海嘉亿生物科技有限公司;正己烷,分析纯,天津市科密欧化学试剂有限公司;甲醇,分析纯,天津市科密欧化学试剂有限公司;氢氧化钾,分析纯,天津市科密欧化学试剂有限公司。
Sox406脂肪测定仪,济南海能仪器股份有限公司;DGG-9030A鼓风干燥箱,郑州南北仪器设备有限公司;HR-08多功能粉碎机,上海哈瑞斯电器有限公司;FA1004T分析天平,厦门雄发仪器仪表有限公司;安捷伦6890气相色谱仪,安捷伦科技有限公司。
1.2 实验方法
1.2.1萝卜籽油的溶剂提取
1.2.1.1 原料的预处理
将挑选后的饱满萝卜籽放置于烘箱中干燥,在100 ℃下烘干4 h,烘干之后,用研钵研磨或小型粉碎机粉碎,得到籽仁粉,粉碎之后的样品过100 mm目筛,放置于干燥箱中留存备用。
1.2.1.2 溶剂提取
准确称取2 g粉碎过的萝卜籽粉末,记为m,称量恒重的干燥脂肪杯,记为m1,用滤纸包好置于脂肪杯中,加入适量比例的石油醚,抽提完毕后,进行石油醚的回收,接着烘干脂肪杯,直至恒重称量,记录重量为m2。
1.2.1.3 计算方法:
(1)
式中:W表示萝卜籽油的提取率,%;m1表示脂肪杯的质量,g;m2表示萝卜籽油和脂肪杯的质量,g;m表示样品质量,g。
1.2.2单因素实验设计
选取石油醚作为溶剂,对预处理过的萝卜籽进行萃取,然后进行工艺优化研究。实验中的料液比、抽提时间和抽提温度为实验因素,以提取率为实验因素选取的依据,对单一因素的不同水平进行单因素实验,计算萝卜籽油的提取率,做3 次平行实验,取平均值。
1.2.2.1 料液比对萝卜籽油提取率的影响
设定提取时间为4 h,提取温度为40 ℃,分别以14∶1、16∶1、18∶1、20∶1、22∶1、24∶1的料液比(mL/g)量取相应的石油醚于脂肪杯中抽提。
1.2.2.2 提取温度对萝卜籽油提取率的影响
设定提取时间为1 h,料液比(mL/g)为20∶1,分别在35 ℃、40 ℃、45 ℃、50 ℃、55 ℃、60 ℃的温度下抽提。
1.2.2.3 提取时间对萝卜籽油提取率的影响
设定料液比(mL/g)为20∶1,提取温度为40 ℃,分别抽提1.5 h、2.0 h、2.5 h、3.0 h、3.5 h、4.0 h、4.5 h、5.0 h。
1.2.3响应面法实验设计
使用Design-Expert 8.0.6软件,在单因素实验的基础上,以料液比A、提取温度B和提取时间C这3 个影响因素为实验因素,各个因素以不同的实验水平分别以 -1、0、1进行编码,以萝卜籽油的提取率Y为响应值,采用响应面法设计3 因素3 水平实验,对萝卜籽油溶剂提取的工艺条件进行优化。
1.2.4萝卜籽油脂肪酸组成分析
1.2.4.1 样品制备
准确称取0.1 g萝卜籽油,于25 mL容量瓶中,加入5 mL正己烷溶解油样,再加入400 μL,4 moL/L氢氧化钾-甲醇溶液,进行酯交换反应30 min,将脂肪酸甘油酯转化成对应的脂肪酸甲酯后,取正己烷层进行气相色谱分析。
1.2.4.2 色谱条件
色谱柱:HP-88柱(100 m×250 μm×0.25 μm),恒流1.0 mL/min;进样口温度240 ℃;分流比40∶1;程序升温,以140 ℃保持5 min,再以4 ℃/ min升到240 ℃,保持15 min;载气为氮气(N2);进样量1 μL;检测器FID,250 ℃,氢气45 mL/min,空气450 mL/min,尾吹43 mL/min。
1.2.4.3 试样分析
用标准物色谱峰的保留时间定性,用峰面积归一化法计算各化合物的相对百分含量。
2 结果与讨论
2.1 萝卜籽油溶剂提取单因素实验结果
2.1.1料液比对萝卜籽油提取率的影响
由图 1 可看出,当料液比(mL/g)在14~16的区间内,萝卜籽油的提取率逐步降低,随着料液比进一步增大,提取率逐渐增加,当料液比在18 mL/g时提取率最大。当料液比进一步增加时,萝卜籽油的提取率开始下降。可能是因为在一定的料液比范围内,料液比的增加有利于增加种子粉末与溶剂的接触机会,增大组织体系内的浓度差,有利于油脂成分的溶出。当料液比增加到一定量的时候,油脂成分的溶解达到了一种动态平衡,石油醚溶液将油脂基本溶解出来,提取率达到最大值。如果继续增大料液比,可能会使一些干扰性的物质溶解出来,从而降低油脂的溶出,导致萝卜籽油的提取率降低,并且造成试剂浪费。因此,综合考虑,选取料液比(mL/g)为18∶1较为合适。
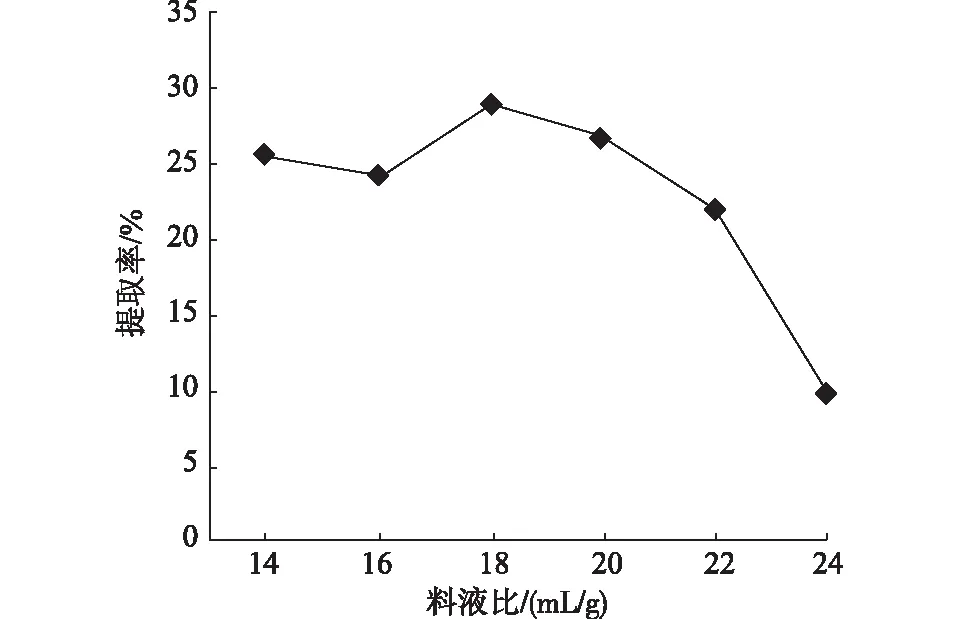
图1 料液比对萝卜籽油提取率的影响
2.1.2提取温度对萝卜籽油提取率的影响
由图 2 可知,在设定的提取温度范围内,萝卜籽油的提取率先升高后降低。在35 ℃~40 ℃的温度区间内,随着提取温度的增加,萝卜籽油的提取率随之增加,当提取温度达到40 ℃时,提取率达到最大值,但是随着提取温度进一步增加,萝卜籽油的提取率反而下降。原因可能是在一定的温度范围内,随着提取温度升高,分子运动速度加快,溶液加速扩散、渗透,溶解较为彻底,油脂更容易转移到溶剂中。但当温度升高到一定程度时,部分油脂类物质有可能被破坏,发生降解,导致萝卜籽油的提取率降低。所以,提取温度为40 ℃较为合适。

图2 提取温度对萝卜籽油提取率的影响
2.1.3提取时间对萝卜籽油提取率的影响
由图 3 可知,随着提取时间的增加,萝卜籽油的提取率先增高然后下降。在提取时间为1.5~4 h的区间内。随着提取时间的增加,萝卜籽油的提取率逐步增加,在提取时间为4 h时,萝卜籽油的提取率达到最高值,当提取时间进一步增加时,萝卜籽油的提取率开始下降。可能是因为在适合的时间区间内,随着时间的延长,油脂物质的溶解率随之增加,但是当到达了最适提取时间之后,提取时间再延长,提取率反而下降,原因可能是长时间的热效应和机器的破坏作用使萝卜籽油中的化合物遭到破坏,提取率降低。因此,综合考虑,提取时间定为4 h较为适合。
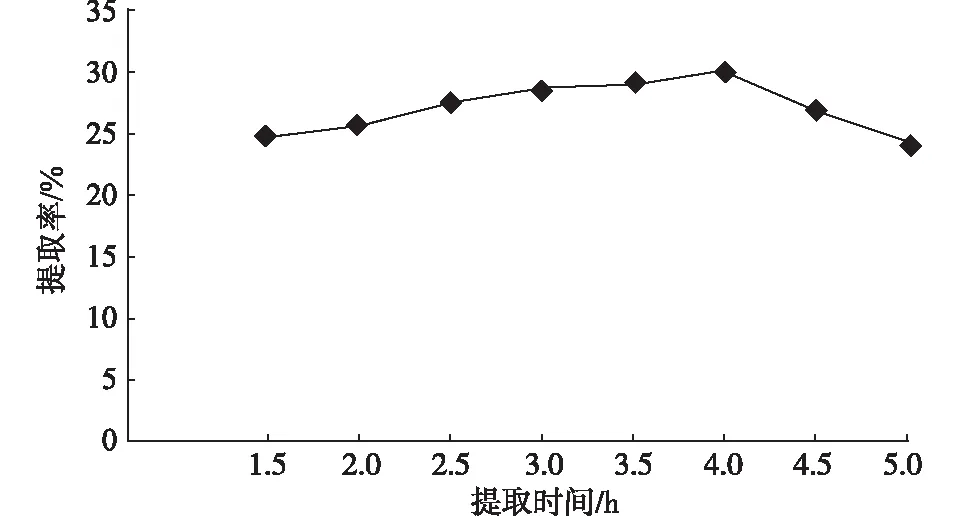
图3 提取时间对萝卜籽油提取率的影响
2.2 响应面实验
2.2.1响应面法实验设计与结果
响应面法已经在油脂提取工艺中有了广泛应用[4-7]。由Box-Behnken实验设计原理,响应面的实验设计因素水平表,如表1所示,实验设计方案结果,如表2所示。
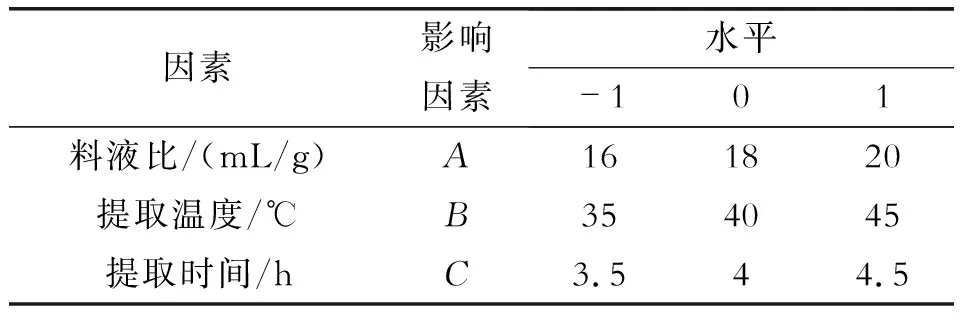
表1 萝卜籽油提取工艺优化响应面实验设计因素水平表

表2 萝卜籽油提取工艺优化响应面实验设计方案结果
根据萝卜籽油溶剂提取的实验结果,Design-Expert 8.0.6软件通过拟合的回归图形,得出萝卜籽油提取率Y有关于料液比A、提取温度B、提取时间C的多元回归方程如下:
提取率Y=38.16-0.63A+0.42B-0.26C+0.90AB-2.66AC+0.15BC-1.094A2-1.07B2-2.11C2
(2)
回归模型的方差分析如表3所示,表中F值表示此回归方程中每个因素对响应值的影响值,显著性结果以P值大小表示。从表3可以看出,F=15.06,P=0.000 9,表明该模型对萝卜籽油的提取率影响极显著。其中失拟项为F=1.55,P=0.600 1,结果不显著,说明方程的拟合度较高。

表3 回归模型的方差分析
2.2.2响应面因素分析
Design-Expert 8.0.6软件通过对各个因素及不同因素之间的实验数据分析,得到回归模型系数的显著性检验表,如表4所示。表中A、B、C、AC、A2、B2、C2项都对萝卜籽油提取率呈现显著影响,其中一次项A、C,二次项AC、A2、B2、C2,P值<0.001极显著,一次项B,P值<0.01高度显著。通过响应面分析得出对提取率影响的大小顺序为:提取时间>料液比>提取温度。

表4 回归模型系数的显著性检验
2.2.3二次交叉互相分析
通过Design-Expert 8.0.6软件对数据进行分析得出,料液比、提取温度和提取时间三个因素之间两两相互作用对萝卜籽油提取率的影响情况,如图4~图6所示。

图4 当料液比(mL/g)为18∶1时,提取时间与提取温度对萝卜籽油提取率的影响

图5 当提取温度为45 ℃时,提取时间与料液比对萝卜籽油提取率的影响

图6 当提取时间为4 h时,提取温度与料液比对萝卜籽油提取率的影响
根据图4~图6可知,提取时间与液料比之间的等高线图,呈比较明显的椭圆形,说明它们的相互作用对萝卜籽油提取率的影响较强,这与表4中的P值结果一致。而提取时间与提取温度、提取温度与料液比之间的等高线图,显示为介于椭圆形与圆形之间,可知它们的相互作用较小,但是线性作用关系较强,对萝卜籽油的提取率产生一定影响。
2.2.4最佳工艺检验
通过软件分析得到萝卜籽油溶剂提取工艺的最佳条件:提取时间为4 h,提取温度为40 ℃,料液比为18∶1 mL/g,此时提取率最高,萝卜籽油的提取率为38.23%。
经过3次平行实验,证明应用上述最佳提取工艺条件,实际萝卜籽油的提取率平均达到38.23%,与软件预测值重合,证明最佳工艺预测值准确。
2.3 萝卜籽油脂肪酸组成分析
2.3.1萝卜籽油脂肪酸组成的测定结果
萝卜籽油脂肪酸成分及含量的气相色谱图见图7,萝卜籽油脂肪酸成分及各脂肪酸的相对百分含量研究结果见表5。
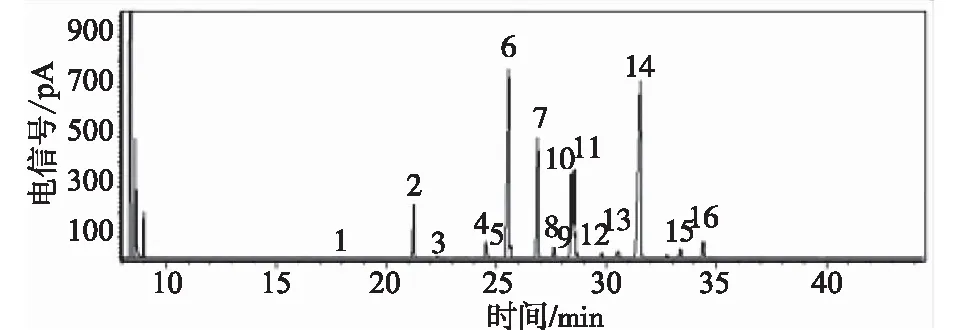
图7 萝卜籽油脂肪酸成分及含量的气相色谱图
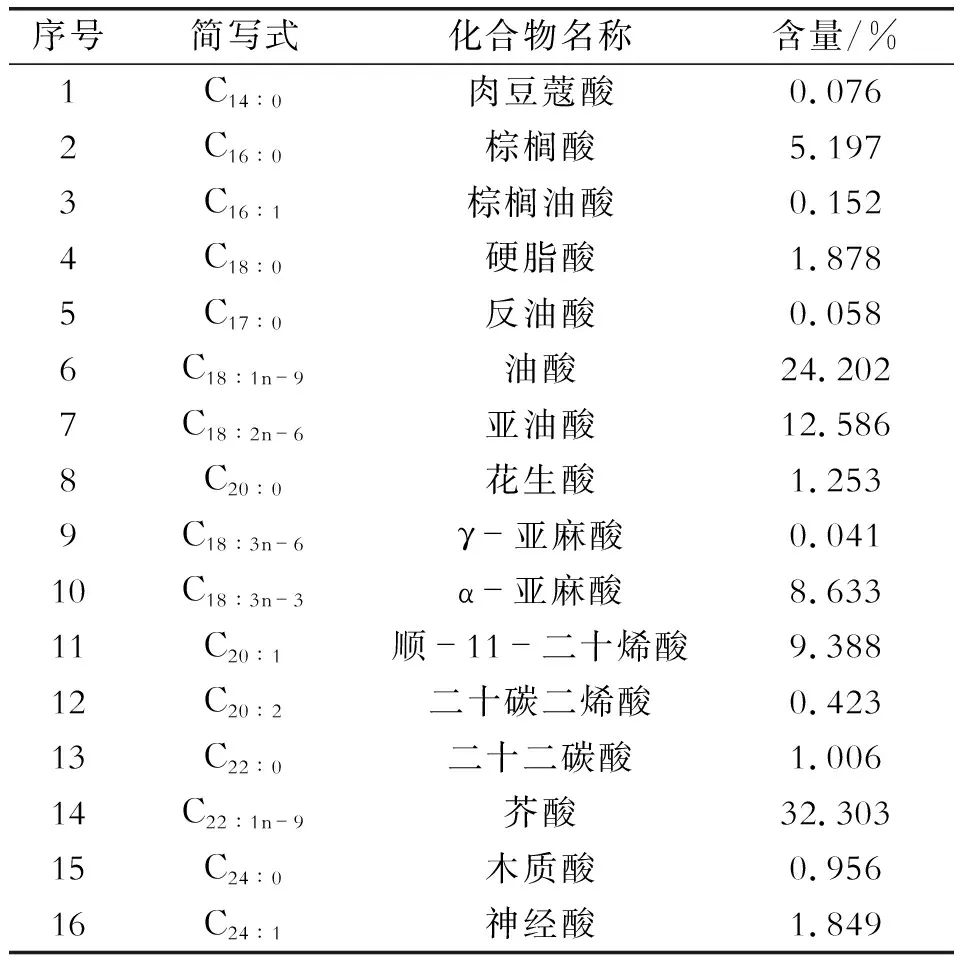
表5 萝卜籽油脂肪酸成分及含量
如图7 所示,图中标示1~16的16个色谱峰,分别为萝卜籽油样品中脂肪酸成分的色谱峰;由表5可知,萝卜籽油中油酸、亚油酸和芥酸相对百分含量较高,不饱和脂肪酸含量高达89.58%。由图7和表5可得,萝卜籽油中主要是不饱和脂肪酸。
3 结论
用溶剂提取萝卜籽油,当提取时间为4 h,提取温度为40 ℃,提取料液比(mL/g)为18∶1时,提取率最高,此时萝卜籽油的提取率为 38.23%。经气相色谱分析,萝卜籽油中主要是不饱和脂肪酸,具有很高的营养价值。萝卜籽可作为一种新型油源,具有广阔的发展前景,必将带来可观的经济效益和社会效益。
