铸钢件热处理技术研究
2020-10-21李燕
李燕
摘 要:在我国机械制造业中,铸钢件的使用非常广泛,因其良好的韧性、可变性和高强度,尤其适用于制造承受高冲击、高载荷或高振动性等特殊工况的部件,如飞机的起落架壳体、动齿轮和齿轮轴、发动机支架、发动机传动件、制动器支撑板等,多是由铸钢件加工制造而成。而除小型低碳铸钢件以外,多数航空用铸钢件都需要通过热处理技术以改善性能后方可使用。本文结合工作实践,就航空用铸钢件的材料、热处理技术作用、工艺标准等内容进行了探讨与研究。
关键词:航空;铸钢件;热处理;工艺技术
前言:
热处理技术是将固态金属材料通过特定的加热、冷却、保温等方法,以消除原材料的加工残余应力,改善原材料组织性能与机械性能的工艺技术总称。对于铸钢件而言,其普遍是通过高温冷却凝固得到的铸态组织,在其凝固结晶过程中通常存在着较为严重的组织不均匀、晶粒粗大、枝晶偏析、残余内应力过多等一系列问题,这就需要通过热处理技术以有效消除上述问题,从而达到改善铸钢件的组织性能和力学性能的目的,满足航空等各类特殊工况的使用。
一、航空用铸钢件的主要材料及热处理技术的作用
(一)铸钢件材料
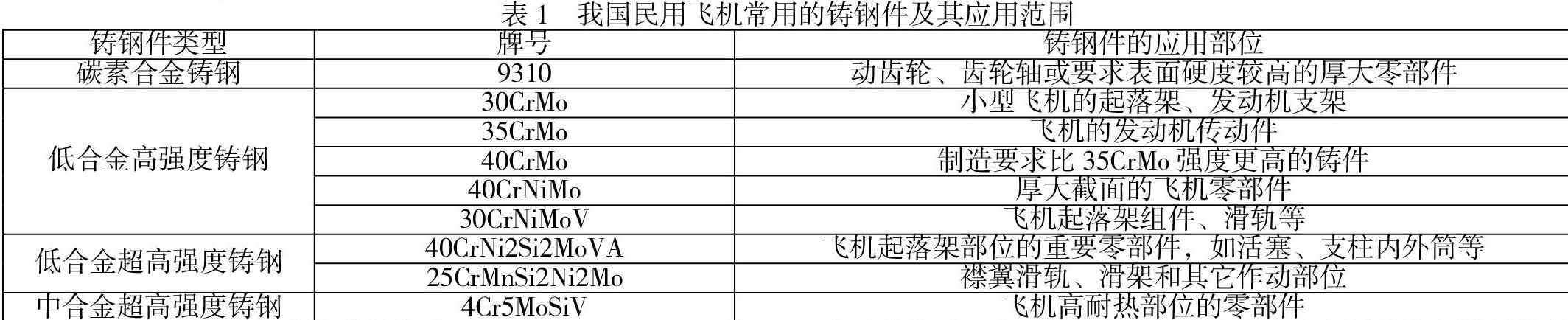
随着近年来我国航空工业的迅速发展,飞机制造用铸钢件经历了从普通碳素铸钢向性能更佳的低合金铸钢、中合金铸钢的方向转变。目前,我国航空制造业采用的铸钢件的材质、强度等级已与欧美等发达国家比较接近,主要都采用的是通过添加Mn、Cr、Ni、Mo、Si等元素进行合金化的低碳合金铸钢为主。以民用飞机为例,其常用的铸钢件牌号、类型及应用范围详见下表1所示。
(二)铸钢件热处理技术的作用
航空用铸钢件的热处理,是以铸钢件的铁—碳合金为主要加工依据,并通过控制铸钢件热处理后的金相组织,以铸钢件达到飞机航空所要求的组织与性能。具体而言,其工艺目的主要包括了:
一是消除铸钢件在机械加工过程中的残余内应力;二是使铸钢件内的夹杂物和成分偏析扩散、均匀化;三是改善铸钢件组织,达到细化晶粒的作用;四是赋予航空用铸钢件使用时所需要的机械性能,如高硬度、高强度等;五是赋予航空用铸钢件使用时所需要的化学性能和物理性能,如耐热性、耐腐蚀性、耐冲击等。
由此可看出,航空用铸钢件的热处理工艺,是各类铸钢件生产过程中的关键工序之一,其热处理的质量也将直接关系到飞机的航行安全,因此必须对热处理技术的相关工艺标准,予以高度的重视和严格的质量控制。
二、航空用铸钢件热处理技术的工艺应用标准
退火、正火、淬火回火等热处理方法,都可以用于航空用铸钢件。由于淬火回火处理使铸钢件产生淬火裂纹的可能性较大,因此除小型低碳钢铸件外,一般不太采用这种热处理。但近年来,随着工艺技术的进步,航空用的低合金铸钢件和中合金铸钢件也广泛采用了淬火回火热处理。
(一)退火工艺的应用标准
退火的工艺方法主要可以分为扩散退火、完全退火及消除应力退火。在大量生产小型铸钢件时,通常使用连续式热处理炉;多数情况下使用间歇式热处理炉。由于铸钢件在铸态下韧性差、强度低,所以在从材料处于弹性状态的室温到500-650℃的温度范围内快速加热时,铸件容易产生裂纹。因此,至少在铸件的表面温度到达500℃之前,应进行缓慢加热。
1.扩散退火工艺
为使航空用铸钢件凝固过程中,所形成的夹杂物和成分偏析扩散均匀化,通常采用加热到1050-1250℃高温的扩散退火热处理。加热时间随铸件大小和偏析程度而变化,但比完全退火要长得多。
2.完全退火工艺
完全退火工艺是加热到铸件相变温度以上30-60℃,随后缓慢冷却的一种热处理方法。加热保温时间以材料壁厚每增加25毫米,加热保温时间提高1小时为标准。
完全退火可将航空铸钢件中的粗大铸态魏氏体组织,转变为一般的铁素体和珠光体组织,它是以降低硬度和改善韧性为目的而进行的一种热处理。如要得到铁素体和珠光体组织,可根据连续冷却相变图与铸件大小来决定退火的冷却速度。
3.消除应力退火
一般为加热到相变点以下适当的温度,随后缓慢冷却的操作工艺方式。由于退火温度愈高,愈能在短时间内消除铸件的内应力。因此,该工艺一般采用的是将材料加热到550—650℃的塑性状态温度范围内,材料壁厚每增加25毫米,保温时间增加1小时,然后缓慢冷却的方法。另外,铸钢件焊补后的热处理方式,也通常采用该工艺方法。
(二)正火工艺的应用标准
铸钢件完全退火加热后的冷却是缓慢冷却,而正火则是以均匀化和细化组织为目的,在大气中空冷或进行强制空冷的一种热处理方法。冷却速度比退火要快得多,因而正火后铸件材料的晶粒细而均匀,且材料的强度和韧性也能得到一定程度的改善。
正火工艺对低合金铸钢件30CrMo的改善效果,随着正火温度的提升,铸钢件30CrMo的韧性得到明显改善。一般情况下,航空用铸钢件的正火工艺多采用850-1000℃的温度标准。
另外,对于大型或形状复杂的航空用铸钢件,由于空冷时铸件各部分冷却速度不同而引起的热应力,作为内应力残留下来,所以正火后还应进行以消除应力为目的的回火处理,以进一步消除内应力。
(三)淬火回火工艺的应用标准
与退火工艺类似,该工艺是将铸件加热到材料相变点以上30-60℃高温,随后快速冷却,使其产生贝氏体或马氏体转变,之后再加热到相变点以下适当的温度进行回火,以细化碳化物,得到均匀分布的组织,这种热处理方法即为淬火回火工艺。航空铸钢件淬火回火工艺在应用时,应尤其注意以下两点:一是必须在退火和正火工艺之后,方可再进行淬火,以避免材料產生裂纹;二是除形状简单及小型铸钢件以外,一般不建议采用水淬的方式,建议采用油淬或空气淬火,然后再对材料进行回火。
结论:
本文首先分析了航空用铸钢件的主要材料及热处理的工艺目的,并研究探讨了航空用铸钢件几类主要热处理技术的工艺应用标准,包括了退火工艺、正火工艺、淬火回火工艺等。可以说,航空用铸钢件的热处理工艺,是各类铸钢件生产过程中的关键工序之一,其热处理的质量也将直接关系到飞机的航行安全,因此必须对热处理技术的相关工艺标准,予以高度的重视和严格的质量控制。
参考文献
[1] 陈洁.民用飞机热表特种工艺技术[M].上海:上海交通大学出版社,2016.
[2] 高亮亮.铸钢件热处理技术研究[J].当代化工研究,2020(1).
[3] 程腾飞,孙浩,等.热处理对一种新型耐磨铸钢组织与性能的影响[J].上海金属,2019(5).
