线结构光圆柱度测量装置的转轴标定算法
2020-10-21张小琛刘德平高建设
张小琛,刘德平,高建设
(郑州大学机械工程学院,河南 郑州 450001)
1 引言
轴类零件是机械应用中的核心部件,一般起到支撑与传动的作用,良好的精度有助于提高传动稳定性,减少摩擦、磨损与噪声。轴类零件的精度可以用圆柱度误差来衡量,它包含了轴剖面上轴线与母线的直线度误差以及横剖面上的圆度误差。由此可知,高效、精准的实现圆柱度误差的测量在工程应用中十分重要。目前生产中常用接触式方法如两点法,V 形块法等进行圆柱度测量,这些需要靠人操作,靠人眼来读刻度,费时费力且精度不高。精度要求较高的场合一般使用三坐标测量机以及圆柱度仪等,它们可以保证较高精度,但是使用环境要求较高,且其成本昂贵。为了改进圆柱度接触式测量的缺点,很多学者把目光转向了非接触式测量。在提出的各种非接触式测量方案中,线结构光视觉检测方式由于所需设备少,效率高,精度也不错,受到很多学者重视。
采用线结构光旋转扫描测量物体的检测方式可以在很多篇文献中找到,其方法大同小异,这些文献基本解决了检测中遇到的问题。但对于线结构光旋转台中轴心标定方法上采用方法各不相同。目前提出的方法主要集中于双目视觉测量:(1)利用标准圆柱体进行转轴标定[1];(2)利用标准球体进行转轴标定[2];(3)用圆锥体参照物进行标定[3];(4)使用棋盘格标定板[4]。前三种方法都是利用线结构光和双目视觉测量参照物,提取几何特征点,然后旋转工作台,得到几何特征点在不同角度的位置,然后拟合得到旋转台转轴参数,计算量很大。第四种方法利用双目视觉得到标定板特征点的三维信息,而在知道相机内参数的情况下,完全可以由一个相机算出标定板特征点的坐标。基于单目视觉的标定文献也有几篇:文献[5]提出了一种使用空间立体标靶和一个相机可以实现转轴定位,但是没有给出一种有效的根据多个控制点求解转轴的方法,文献[6]给出了一种利用多个控制点求取转轴的方法,但较为繁琐。文献[7]提出了使标定板通过轴心,拍摄标定板在两个位置的图像,然后求出两个图像中标定板的平面方程,求取交线来获取轴心线,但是使标定板精确通过轴心难度较大。
提出了一种根据标定板和单相机的标定方法,并给出了根据多个控制点求解旋转中心的有效算法。所提方法采用容易加工且价格便宜的Halcon 标定板,标定过程简单,很容易实现。
2 测量系统构成与工作方式
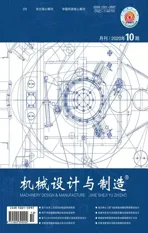
基于线结构光的圆柱度测量系统主要由线结构光激光器,一台已经标定好内参数的工业相机,一台具有良好回转精度的车床。测量时需要旋转转轴,获得工件不同位置的尺寸。测量之前需要标定光平面与转轴方程。光平面标定方法:把标定板放置于工作区域附近,使标定板面对摄像机并于线激光相交,计算出线激光中线点坐标,然后标定板换几个不同位置,分别算出先激光中心点坐标。根据这些点用最小二乘法进行平面拟合,就可以得出光平面方程。旋转轴心标定方法见下文。
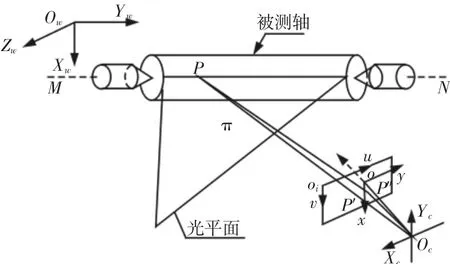
图1 圆柱度测量数学模型Fig.1 Cylindricity Measurement Mathematical Model
3 旋转轴心标定
3.1 标定过程
标定时不用激光器,需要加一个Halcon 标定板。标定的时候,把标定板固定在车床三爪卡盘上。标定板图片,如图2 所示。
图2 标定板图片Fig.2 Calibration Plate Picture
采集旋转不同角度标定板图片,然后根据相机内、外参数就可以得出特征点在相机坐标系中的三维坐标。旋转三爪卡盘,定板必定绕着车床旋转轴旋转,标定板上特征点的轨迹必然位于以旋转轴为中心的圆上,而标定板上有很多特征点,特征点都可以拟合出一个圆,利用这些圆可以得到旋转轴方程。理论上只要知道同一个特征点的三个位置就可以算出轴心位置,但是这样偶然误差太大,使用了标定板上距离轴心较远的点,并且测量了很多位置。
3.2 数据分析
3.2.1 求解转轴方向向量
标定特征点在摄像机坐标下的三维坐标我们用P(X,Y,Z)表示,不同的特征点用下标区分,同一个特征点在不同位置用上标区分,如X21表示第二个特征点在第一个位置时的X 坐标。要确定旋转轴需要空间中的一个点以及一个方向向量n=(nx,ny,nz)。首先确定方向向量。如图向量X21-X11表示连接同一个点在两个位置的向量,它应与方向向量垂直,即n→·(P12-P11)=0,实际上,由于误差的影响,结果并不一定为0。我们可以设计一个优化函数,使其对所有的点尽量为0。
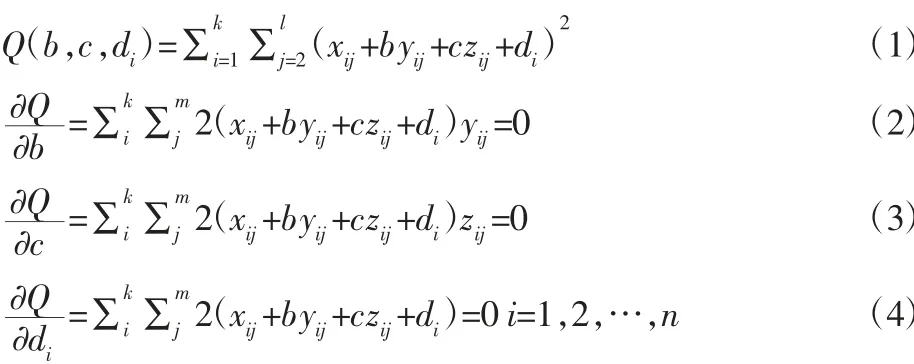
把式(4)带入式(2)、式(3)并化简可以得到如下结果:设:

解这个方程组可以得到平面的法向量。
使用拉格朗日乘子法经过计算可以得到使上式达到最小的方向向量n。上述公式中为了方便,使方向向量的第一个分量为零,求解完成后需要把方向向量归一化。
3.2.2 求解转轴上一点
为了在平面上用最小二乘法拟合出圆来计2 算圆心,可以对摄像机坐标系进行旋转,使其旋转轴n 与z 轴重合,可以用罗德里格斯公式来实现这一点,设l=(0,0,1),则:
把旋转矩阵与所有特征点相乘,就得到新坐标系下点的坐标,把所有点投影到XOY 平面,并用p(xji,yji)表示第i 个特征点在第j 个位置时的投影坐标。从理论上讲,所有点将位于数个同心圆上,但是由于误差会有偏离,我们构造一个优化函数,来最小化这个误差。
首先,我们知道平面上圆的方程R2=(x-A)2+(y-B)2,展开得:R2=x2-2Ax+A2+y2-2By+B2。
令a=-2A,b=-2B,c=A2+B2-R2

可以看出参数a,b,c 与参数A,B,R 可以互相推出彼此。样本点p(xij,yij)到圆心的距离为:

在上式中,拟合的同心圆圆心相同,所以参数a,b 相同,但是不同特征点对应的圆的大小不同,用不同的ci作为区分。
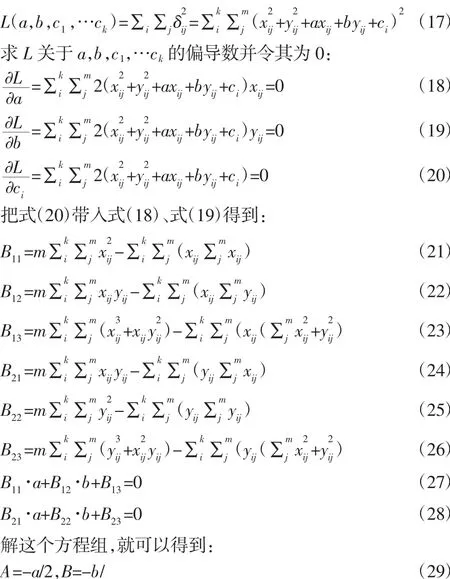
令L 为 δij的平方和:
得到圆心坐标后再旋转回摄像机坐标系就可以得到确定中心轴的所有参数。
4 实验与分析
实验中采用了分辨率为1280×1024、型号为acA1200-60gc的basler 工业相机,具有高回转精度的车床,以及线形激光器搭建了基于结构光的三维扫描系统。根据上述原理进行标定以及测量实验。在标定时,把标定板固定在车床三爪卡盘上,旋转三爪卡盘至不同位置采集图像。接下来采用特别加工,精度比较高的圆柱进行测量,圆柱尺寸直径20mm(±0.01mm)。每隔60 度进行一次测量。生成的数据如下。计算每一个数据点到标定出的转轴的距离。统计如下。可以计算出均值9.98,最大误差0.06mm。从以上结果可以看出实验结果还是比较可靠的,考虑到视场比较大,这个精度达到了1/3 像素,具有很好的使用价值。测量的数据点、测量工件、测量数据、测量结果,如图3~图6 所示。
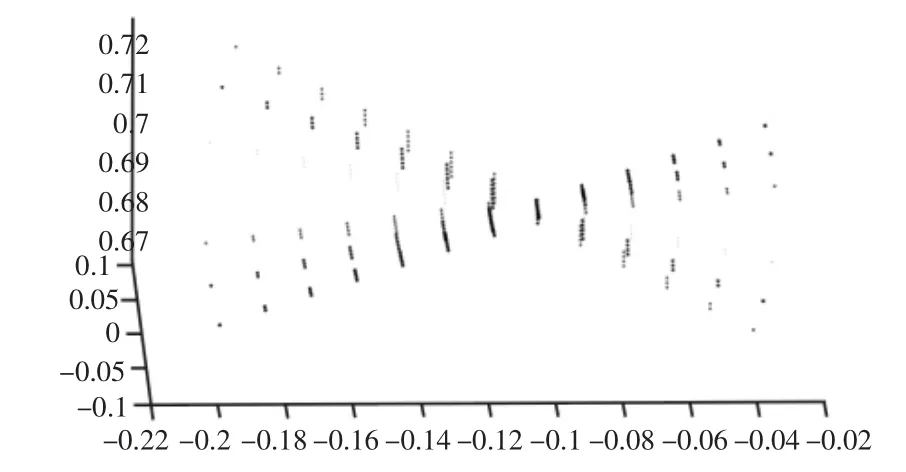
图3 测量处理得到的数据点Fig.3 Data Points Obtained from Measurement Processing

图4 测量工件Fig.4 Measuring the Workpiece

图5 工件测量数据Fig.5 Workpiece Measurement Data
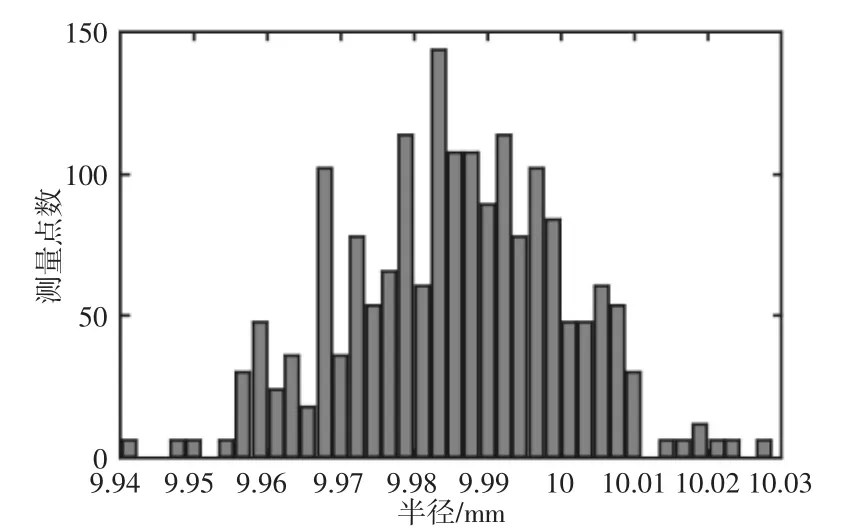
图6 工件测量结果Fig.6 Workpiece Measurement Results
5 结论
为了利用线结构光进行圆柱形工件的测量,提出了一种轴心现场标定方法。将平面标定板固定在三爪卡盘上,旋转三爪卡盘任意旋转几个角度,采集不同角度的标定板图片,然后利用最小二乘法拟合出旋转轴在相机坐标系的方程,最后用制作精度比较好的圆柱形工件进行测量验证。实验中首先利用文中所提方法标定旋转轴方程,然后利用线结构光测量圆柱工件表面坐标,根据旋转轴方程和工件表面坐标,可以计算出圆柱半径。
结果表明,零件半径精度达到了0.06mm,接近1/3 像素,考虑到工件粗糙不平,激光经过工件反射后亮度不均匀,会导致后续的亚像素处理产生误差,经测算在我们的实验条件下,这个误差在1/4 像素左右,除去有激光造成的误差,就可以看出标定出来的旋转轴心精度还是比较高的(这一方面得益于圆形标定板可以达到1/15 的亚像素精度),所以具有一定的工业应用价值。