多光路下基于RGB 三通道的手机壳表面缺陷检测
2020-10-21刘源泂王兴东
刘源泂,雷 娇,王兴东,汤 勃
(1.武汉科技大学冶金装备及其控制教育部重点实验室,湖北 武汉 430081;2.武汉科技大学机械传动与制造工程湖北省重点实验室,湖北 武汉 430081)
1 引言
手机壳有工程塑料、金属、玻璃、陶瓷等多种材质,且表面颜色丰富[1]。手机壳的制造工序复杂,如铝合金外壳需经过铝挤、冲压、铣削、抛光、喷砂等十几道工序。随着手机壳表面质量要求不断提高,其关键工序的表面缺陷实时检测需求迫切。而目前手机壳表面质量检测仍以人工目视检查为主,按企业标准进行缺陷分类和产品筛选,存在效率低、人工需求量大和劳动强度大等缺点。机器视觉在线缺陷检测系统应用越来越广泛[2-3],但在手机壳表面缺陷检测上,由于其缺陷类型多样、表面光学性质不一等原因,视觉检测系统[4-5]存在成像光路多样、硬件系统庞大、图像处理算法复杂等难点,且手机壳产品更新快也对检测系统兼容性提出更高要求。目前手机壳表面缺陷成像光路主要包括平行光多角度照明成像、同轴光照明成像和激光扫描成像等方法,如对斑点、色差、浅划痕等平面类缺陷需要多种角度光路有效组合,凹陷、凸点、变形等三维缺陷可采用激光扫描,但大都采用多光路、多工位照明,导致成像系统庞大、成本高昂。手机壳表面缺陷尺寸小、形状方向不一,在对其进行图像分割时,阈值分割、边缘分割等快速方法易受照度不均、噪声干扰等因素的影响,且算法抗噪性能和检测精度互相制约;而采用模糊C 均值聚类(IFCM)算法等方法兼容性提高,但算法复杂[6-7]。
利用彩色相机颜色空间特性在特征提取上的高效性,如病变叶片颜色特征分割[8]、水下图像实时分割[9]等。针对手机壳表面缺陷多类型多工位检测需求,提出单台彩色相机RGB 三通道图像分别用红、绿、蓝三种单色光光路进行成像的“一对多”检测构架,三通道图像分别提取特征后融合识别,算法设计灵活、高效,同时有效节约空间、降低成本。
2 手机壳表面缺陷组合成像光路分析
2.1 手机壳表面缺陷成像特性
铝合金手机壳表面光滑,常见缺陷有划痕、凹坑、斑点、脏污等。划痕可分为有明显深度的硬划痕和无明显深度的细划痕,硬划痕和凹坑等缺陷对入射平行光的漫反射增强,成像后对比度明显;浅划痕对入射角度敏感,暗场照明时缺陷特征较明显,且划痕通常为线状或长条形,因此还受光源的形状影响。
如图1 所示,采用条形平行光光源照射同一手机壳表面,不同的光照角度突出的划痕缺陷长度不同,与条形光方向越平行的划痕特征信息越完整,故光源平行于划痕方向照明效果最佳。表面斑点是材料颗粒不均或产品本身内部结构发生微小畸变所导致的缺陷,脏污则是生产过程中附着于手机壳表面的缺陷,二者均无明显三维特征,采用均匀度较好的同轴光源照明对比度明显,且同时抑制镜面反射光干扰,如图2 所示。

图1 同一缺陷不同入射角对应图像Fig.1 Image of the Same Defect with Different Incident Angles
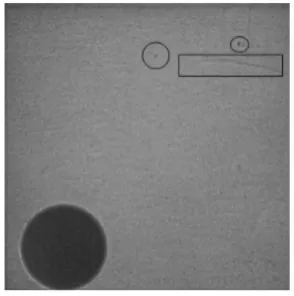
图2 同轴光源照射下的缺陷Fig.2 Defects Under the Illumination of A Coaxial Light Source
2.2 成像光路与融合识别算法流程设计
手机壳表面方向不一的划痕、斑点及脏污等典型缺陷需要不同的成像光路,采用四个条形平行光光源和一个同轴光源构建三工位光源照明系统,如图3 所示,四个条形光以一定角度照射手机壳表面(手机壳尺寸长a×宽b),且条形光两两一组对称照射,各组分别采用不同光谱波段的单色光,形成两组暗场成像光路;同轴光源垂直照射手机壳表面,且光谱波段与平行光光源不同。

图3 组合照明光路示意图Fig.3 Diagram of Combined Illumination Light Path
根据真彩色图像颜色空间特点与彩色相机RGB 三通道成像原理,采用红、绿、蓝三种颜色的单色光源对手机壳表面组合照明,同时使用一个彩色相机采集图像,其中条形光源为红色光和绿色光,同轴光源为蓝色光,分别对应彩色相机RGB 三个通道的图像。组合成像光路与融合识别算法流程,如图4 所示,其中条形光源主要突显与其方向基本一致的划痕、凹坑等缺陷;同轴光源突显无明显三维特征的斑点、脏污等缺陷。
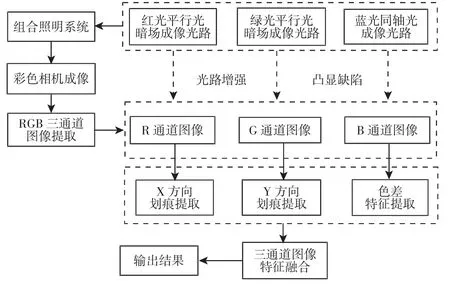
图4 组合照明与RGB 通道图像融合识别流程Fig.4 The Flow Chart of Combined Illumination and RGB Channel Image Fusion Recognition
3 RGB 通道图像融合检测算法
如图4 所示,RGB 三通道图像融合检测算法流程包括:分别提取彩色相机获取图像的RGB 三通道图像,得到红、绿、蓝三种单分量灰度图像;然后对各个分量图像进行图像预处理,包括图像滤波和图像增强,采用Canny 算子提取对应的缺陷边缘特征,实现分割;融合三通道的检测结果实现缺陷检测。
3.1 成像光路对RGB 通道图像缺陷凸显效果对比
彩色相机获取的图像(如图5 所示)对应的灰度图如图6 所示,而将彩色图像RGB 三通道图像分离后得到的红绿蓝三幅单分量图像如图7 所示,对比可以看出,图6 中竖直方向的划痕和斑点对比度降低,而图7(a)中R 通道图像中竖直方向划痕明显,RGB 三幅单分量图像显示的缺陷特征信息多于彩色图像直接转换的灰度图信息。说明组合成像光路的缺陷突显效果在三通道图像中得到对应和增强,单独处理更利于简化算法和特征提取。

图5 彩色图Fig.5 Color Image

图6 彩色图像直接转换的灰度图Fig.6 Grayscale Image
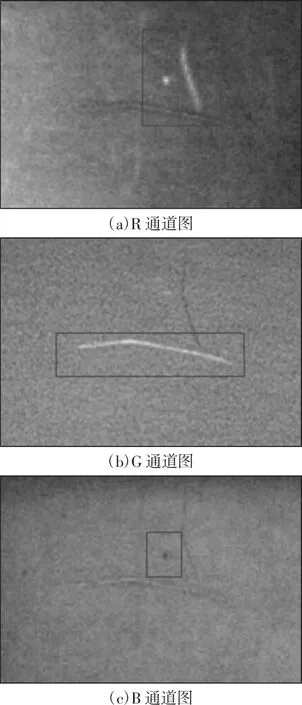
图7 彩色图像对应的RGB 单分量图Fig.7 RGB Single Component Map of The Color Image
3.2 单通道图像预处理
由于外界干扰及图像分辨率等引起图像噪声,需对图像进行滤波和增强[10]。采用中值滤波和高斯滤波结合以消除椒盐噪声和高斯噪声。
设矩阵[xi,j]表示一幅数字化的图像(其中i,j 表示图像各点的位置),W[xi,j]表示对图像[xi,j]中的点(i,j)做窗口操作,med(W[xi,j])表示对窗口W[xi,j]内的所有图像点的灰度值取中值,若[yi,j]为图像[xi,j]经过中值滤波后的输出图像,滤波窗口大小为M×N(其中M,N 为奇整数,这里取M=N=3),则中值滤波表示为:
[yi,j]=med(W[xi,j]) (1)
高斯滤波[10]是对整幅图像进行加权平均,每一个像素点的值,都由其本身和邻域内的其他像素值经过加权平均后得到,可以表示为:
式中:W[xi,j]—中心像素点(i,j)的M×M(这里取M=5)大小的邻域;wd—空间距离相似度权重因子;f(i,j)—图像点(i,j)处的灰度值。
图像增强的目的是为了使缺陷与背景的对比度增强,便于后面对缺陷进行边缘提取,若设f(xi,j)为图像[xi,j]中一点(i,j)处的灰度值,则图像增强后的灰度值F(xi,j)为:

式中:v—图像中所有像素点灰度级的平均值;
b—小于1 的系数,这里取b=0.55。
对如图7 所示的单通道图像进行滤波和增强,结果如图8所示,噪声得到了较好的抑制,待提取的图像缺陷特征与背景对比度进一步增强。
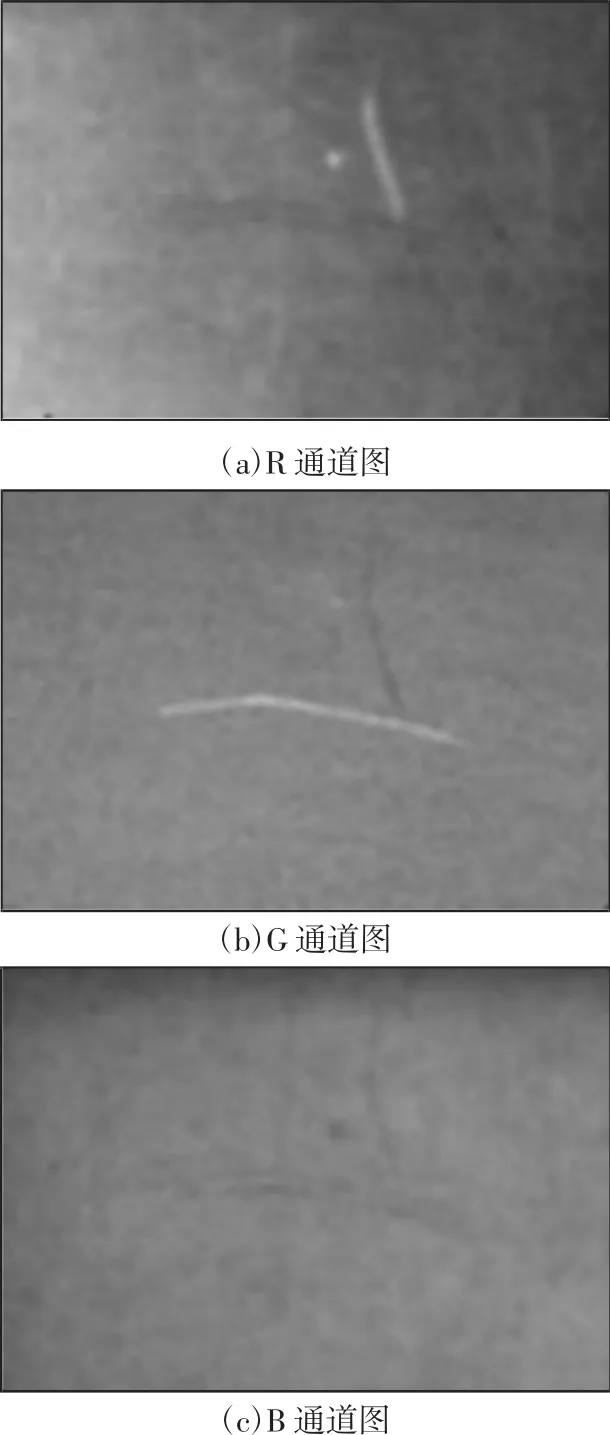
图8 滤波和增强后图像Fig.8 Filtered and Enhanced Image
3.3 缺陷边缘检测算法
经典边缘检测算子[11-12]包括适用于灰度渐变低噪声的一阶微分Prewitt 算子和Sobel 算子,定位精确但对噪声敏感的Roberts算子,利用二阶导数判断边缘的LOG 算子,最优阶梯型的Canny边缘算子以及基于数学形态学的边缘算子。其中Canny 边缘检测算子是一种利用边缘方向性的检测算子,对受到白噪声影响的阶跃型边缘检测效果最优。综合考虑噪声与定位精度对实验结果的影响,采用Canny 算子对图像进行边缘检测,不同算子对同一幅灰度图像进行边缘检测的结果对比,如图9 所示。
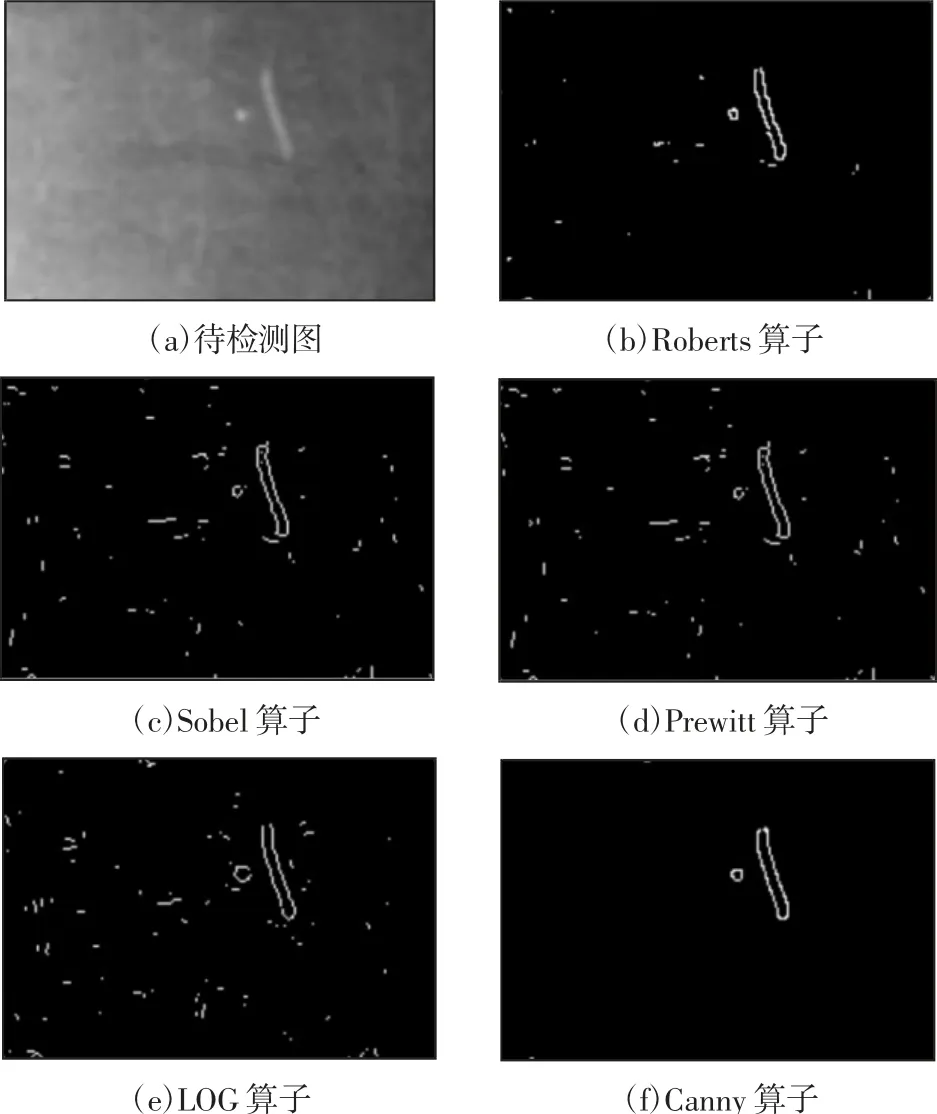
图9 五种边缘检测算子比较Fig.9 Comparison of Five Edge Detection Operators
4 检测结果对比与分析
4.1 单通道图像检测结果对比
将常规检测方案成像效果与这里组合照明成像效果进行比较,如图10 所示为采用绿色光对手机壳表面照明,采用Canny 算子提取的处理后的G 通道图像的边缘结果;图11 所示为这里组合照明单相机成像后,提取G 通道图像进行处理,采用Canny 算子得到的边缘检测结果。对比可看出,这里的多光路组合照明与单光路单相机照明成像,在采用相同的图像预处理及边缘提取算法后,缺陷检测效果基本一致,说明这里的组合照明成像方案有效可行且节约空间和成本。
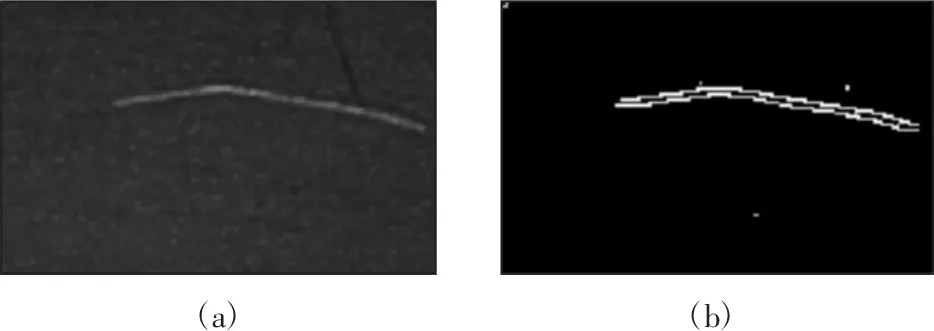
图10 绿光单光路单台相机成像及G 通道边缘提取结果Fig.10 Color Image Taken by A Green Light Single Path Single Camera and Edge Extraction Results of G Channel Image

图11 组合光路成像图像及G 通道边缘提取结果Fig.11 Image under Combined Optical Path Imaging and Edge Extraction Results of G Channel Image
4.2 融合检测结果分析
按这里设计的融合检测算法流程对采集的彩色图像(如图12 所示)进行缺陷检测,检测结果,如图13 所示。而将彩色图像直接灰度化后进行处理和特征提取的结果,如图14 所示。对比这里算法结果和常规处理结果可知:(1)图13(a)检测到竖直方向的划痕(Ⅱ),而图14(a)丢失了这一缺陷;(2)图13(b)检测到了5处缺陷,而图14(b)没有识别出(Ⅱ)(Ⅲ)(Ⅴ)处缺陷;(3)图13(c)中(Ⅰ)处的点缺陷细节不足,(Ⅱ)(Ⅲ)处的划痕信息优于图14(c)检测结果。由分析可得,这里设计的三工位照明单相机图像采集的成像系统和RGB 融合检测算法的缺陷检测效果,与一个光路单独对应一台相机的检测效果相当,RGB 三通道图像单独处理再融合检测的效果优于直接处理彩色图像的效果。从而有效实现了单台相机识别多个成像光路下的缺陷,并且三个通道图像检测缺陷种类单一,对应的处理算法步骤简单且图像分割效果好,能有效地识别手机壳表面的多种缺陷。
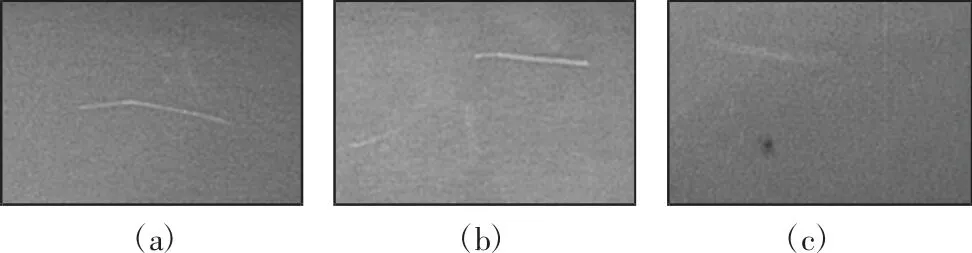
图12 待检测彩色图Fig.12 Color Image to Be Tested
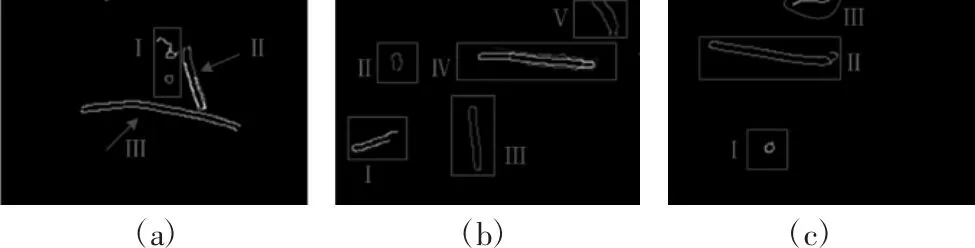
图13 这里方法检测结果图Fig.13 The Detection Result Diagram of The Method in This Paper
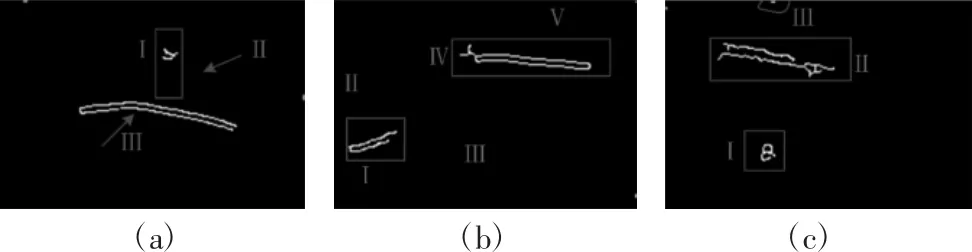
图14 直接边缘检测结果图Fig.14 The Detection Results Diagram of Direct Edge Detection
5 结论
针对铝合金手机壳表面缺陷识别任务,提出将三种成像光路分别对应单台彩色相机三通道成像的方法,相比原多工位多光路检测方法有效节约硬件成本,空间布置灵活;并结合RGB 各通道图像待检缺陷目标,单独设计处理算法提取特征后再融合识别缺陷,算法效率优于直接处理彩色图像的方法。为多材质和多颜色物体表面缺陷检测任务提供了一种基于颜色空间的解决思路。