降低加热炉热力型NOX 浓度控制技术的研究与应用
2020-10-21郭晓生李卓冉
李 敬 李 娜 郭晓生 李卓冉
(安阳钢铁股份有限公司)
0 前言
氮氧化物主要以NO、N02、N2O、N2O3、N2O4、N2O5等形式出现,统称为NOX。 在空气中,NOX很易与人体和动物血液中的血色素混合夺取氧分,使血液缺氧,引起中枢神经麻痹症,NO2还会强烈刺激呼吸器管粘膜,引起肺部疾病。NOX对人体的心、肝、肾脏及造血组织均有损害,严重时会导致死亡。NO和NO2会破坏同温层中的臭氧层,使其失去对紫外光辐射的屏蔽作用,危害地面生物。大气中的NOX与SOX、粉尘共存,生成硫酸或硫酸盐溶液和硝酸或硝酸盐溶液,形成酸雨。 由于NOX对人类和自然界都存在危害,所以必须控制NOX的生成和排放。目前国家工业炉窑烟气排放中NOX的特别排放标准为 300 mg/m3以下,超低排放标准为 150 mg/m3以下。
安钢第二炼轧厂1 780 mm 机组加热炉生产运行期间烟气排放中的 NOx 浓度在 150 ~ 300 mg/m3之间,达到了特别排放要求。但是却不能稳定、连续的达到超低排放标准150 mg/m3以下,给第二炼轧厂的环保管控提升和热轧机组的生产顺行带来了巨大的压力。
1 加热炉热力型NOX 生成的机理及常用控制手段
轧钢加热炉在生产运行中产生的NOX主要是热力型NOX,其中NO 占比为90%以上[1]。热力型NOX是燃料在燃烧时空气中的氮在高温下氧化产生的,随着反应温度的升高,其反应速率按指数规律增加。当热力温度 T 小于 1 500 K 时,NO 的生产量很少;当 T 大于 1 500 K 时,T 每增加 100 K,反应速率增大6 ~7 倍;其所产生的NOX中,NO 约占90%~95%,NO2占5%~10%。热力型NOX产生量与热力温度之间的关系如图1 所示。
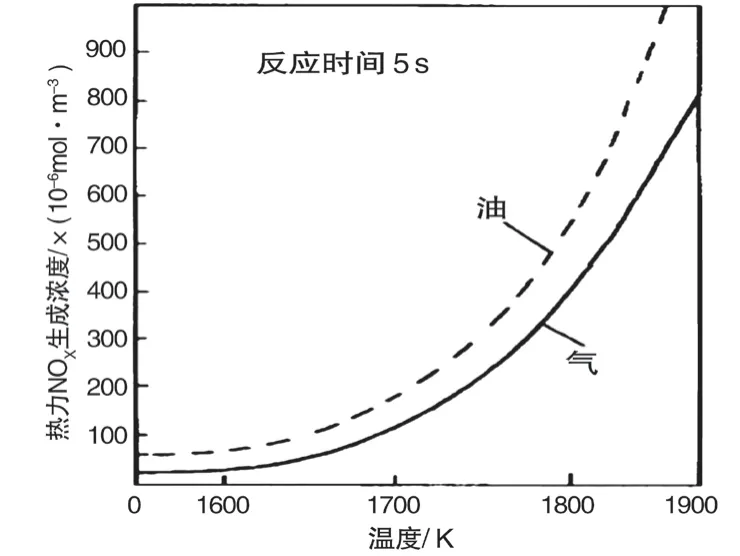
图1 热力型NOX 产生量与热力温度之间的关系
目前国内降低NOX的排放措施分为一级脱氮技术和二级脱氮技术。一级脱氮技术就是通过采用低NOX燃烧器以及燃烧优化调整,有效控制NOX的产生,从源头上减少生成量;二级脱氮技术就是利用各种措施尽可能减少已经生成的NOX排放,属于烟气脱硝范围,这里重点从采用一级脱氮技术来研究和施实应用。
2 降低加热炉热力型NOX 研究方向的确定
根据加热炉热力型NOX产生的机理,结合1 780 mm 机组加热炉相关设计参数,确定分别从以下4 个方面进行研究:(1)研究热力型NOX生成量与加热炉炉膛温度的关系;(2)研究燃料燃烧时,燃料空、燃比及空气过剩系数与NOX生成量的关系;(3)研究余热回收系统中空气预热温度与NOX生成量的关系;(4)研究烧嘴燃烧过程中火焰形状与NOx 生成量的关系。
3 施实开展降低热力型NOX 的研究过程
3.1 与炉膛温度之间的关系
研究人员重点对加热炉正常生产运行过程中炉膛温度的变化与烟气中热力型NOX的生成量进行了研究对比、分析。首先,标定加热炉热电偶测量误差,确保热电偶误差范围在±30℃内;其次,选择当日混合煤气热值和压力较为稳定的工况,确保炉膛内的温度场稳定、均匀,混合煤气热值为(2 300±100) kcal/m3,压力为8 ~ 10 kPa,空气预热起始温度为 400 ℃;最后,通过每次分别增加10 ℃二加热段的炉温,实时测量烟气中NOX含量的变化值。最终得出的热力型NOX产生量与加热炉炉膛温度的趋势关系如图2 所示。
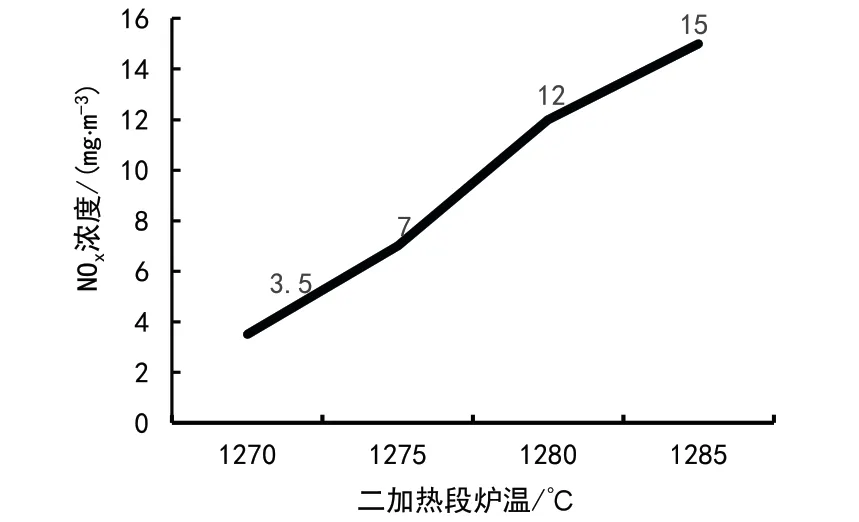
图2 热力型NOx 生成量与加热炉炉膛温度关系
从图2 可以看出,热力型NOx 的生成量与加热炉炉膛温度的升高基本成正比例倍数上升。
3.2 与燃料空、燃比及空气系数的关系
研究加热炉混合煤气燃烧过程中空、燃比中的空气过剩系数至关重要,它不仅对烟气中NOX的生成量、氧浓度影响较大,而且对煤气是否能够完全燃烧从而影响煤气中的有机氮组分也息息相关。研究人员在加热炉生产运行工况相对稳定的情况下,通过调整不同的空、燃比数值,对加热炉烟气中的氧浓度和NOX生成量进行了测试研究对比,具体数据见表1。

表1 空、燃比值中氧浓度与NOX 生产量对应表
另外,研究人员通过现场调整和实测加热炉正常生产时的运行参数,得出炉子工况如果能够较为稳定,烧嘴工作在额定工况时只需控制各段空气过剩系数,尤其是均热、二加热段的空气过剩系数,同时避免急速升温降温,NOX排放就能有效控制在120 mg/Nm³(8%标准含氧量折算后)以内;如果在生产过程中,加热炉混合煤气热值和压力波动较大,不易确定空、燃比时,必须将加热炉炉尾预热段激光残氧分析仪所检测出的残氧量控制在1.5%以下,才可以有效降低高温烟气中的NOX浓度。生产期间,三段式加热炉各段空气过剩系数控制参数见表2。
通过研究和实际检测,证明了燃料空燃比及空气过剩系数对热力型NOX的生成量影响较大,有效控制空燃比及空气过剩系数是确保NOX浓度降低的有效途径之一。
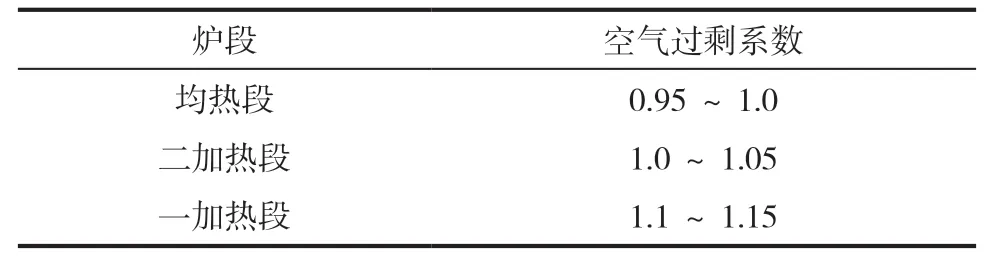
表2 三段式加热炉各燃烧段空气过剩系数控制
3.3 与空气预热温度的关系
在绝热条件下,燃料在一定空气系数下进行燃烧时所能达到的温度称为实际理论燃烧温度,其公式为:

式中:t理——实际理论燃烧温度,℃;Qd——燃料低发热量, kJ/m3;Q燃——煤气预热后带入炉内的物料热量, kJ/m3;Q空——空气预热后带入炉内的物料热量, kJ/m3;Q分——燃料燃烧时热分解带走的热量, kJ/m3;Va——一定空气系数下的单位燃料燃烧生成气量, m3/m3;C产——燃烧生成气的平均比热容, kJ/m3·℃。
研究人员在生产节奏和混合煤气热值(2 300 kcal/m3)相对稳定的情况下,假设煤气在绝热条件下和一定的空气系数下进行燃烧,设定空气系数 α 为 1.15,将Qd、Q燃、Q空、Q分、Va、C产相关数值分别带入式(1),通过计算得出空气预热温度在400 ℃时的加热炉理论燃烧温度为1 983 ℃,则燃料理论燃烧温度为该温度是假定加热炉完全绝热的条件下理论计算得出。实际生产过程中加热炉存在约35%的热损失,即燃料燃烧热效率仅为65%,则在上述条件下,实际燃料理论燃烧产生的炉温约为1 288.95 ℃.同理,在相同条件下,当加热炉空气预热温度分别达到450 ℃、500 ℃和550 ℃时,加热炉实际理论燃烧产生的炉温分别为1 309.75 ℃、1 331.2 ℃和 1 352 ℃,炉温依次递增了20.8 ℃、21.45 ℃、20.8 ℃,平均增度为 21 ℃。通过实测不同空气预热温度下烟气中的NOX浓度含量发现,此时烟气中的NOX依次递增了6 ~8 mg/m3,现场的实测数据统计见表3,烟气中热力型NOX生成量与空气预热温度之间的趋势关系如图3 所示。
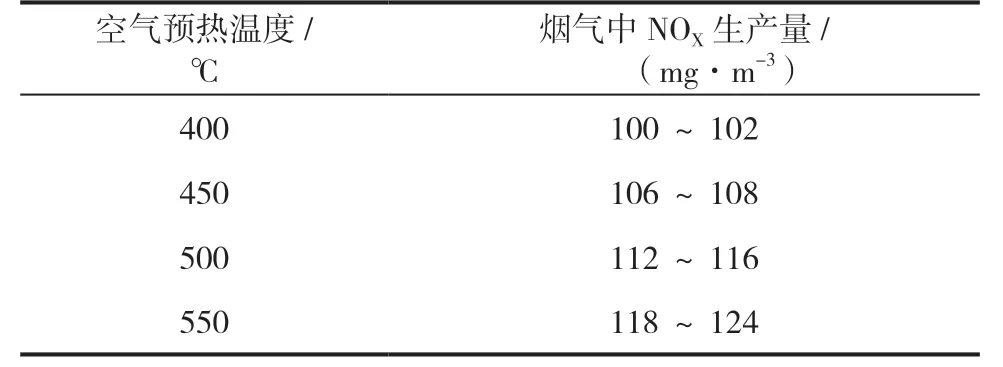
表3 空气预热温度与烟气中NOX 产生量的对应关系
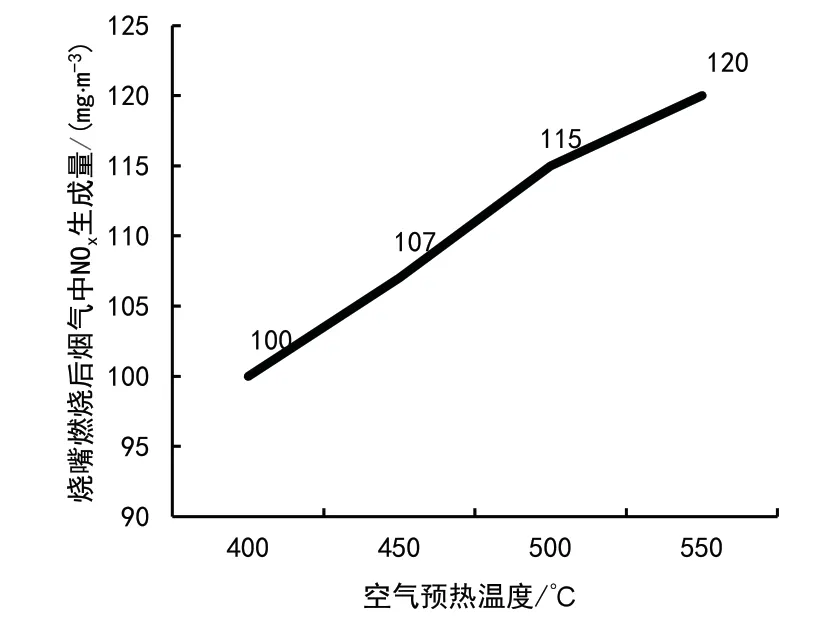
图3 热力型NOX 生成量与空气预热温度的关系
提高空气预热温度可以有效增加烟气中物理热的回收,提高燃料燃烧温度,对降低混合煤气消耗有利,但同时也增加了烟气中NOX的浓度。因此,在实际生产中需要寻求最佳的平衡点,既满足环保管控标准要求,又要力求燃料节能的最大化。
3.4 与烧嘴火焰形状的关系
加热炉热力型NOX主要是在烧嘴燃烧过程中产生的,控制措施主要是减少燃烧最高温度区域范围和降低烧嘴燃烧时过量空气系数和局部氧浓度[2]。目前国内使用的低氮氧化物烧嘴主要采用了燃料分级燃烧技术,其燃烧过程分为两个阶段,第一阶段通过烧嘴的一次风抑制了NOX的生成,推迟了燃烧过程,并将已经生成的NOX分解还原,使燃料型NOX减少,由于此时火焰温度降低,使得热力型NOX的生成量也相应的减少了;第二级段的燃烧则将所需的其余空气通过二次风送入炉膛,与第一级所产生的烟气混合,使燃料燃烧完全,成为燃烬区,从而完成整个燃烧过程。
依据上述低氮烧嘴的控NOX原理,施实低氮烧嘴燃烧期间火焰形状的控制就显得尤为重要,其火焰形状直接决定了NOX生成量的大小。研究人员首先根据平焰烧嘴内部的空气旋流器结构,在平焰烧嘴空气管道接口处增设节流片,以此增加进入烧嘴前空气压力,使空气在烧嘴内形成旋流度高、分布均匀的气流,切向进入燃烧室,与煤气逐渐混合燃烧,达到最佳的火焰附壁效应,形成稳定均匀的盘状火焰。火焰越稳定,火盘直径越大,烧嘴燃烧出口中心回流区卷吸烟气的效果越明显,有利于降低NOX的生成。改进后的平焰烧嘴烟气附壁效应三维效果如图4 所示。
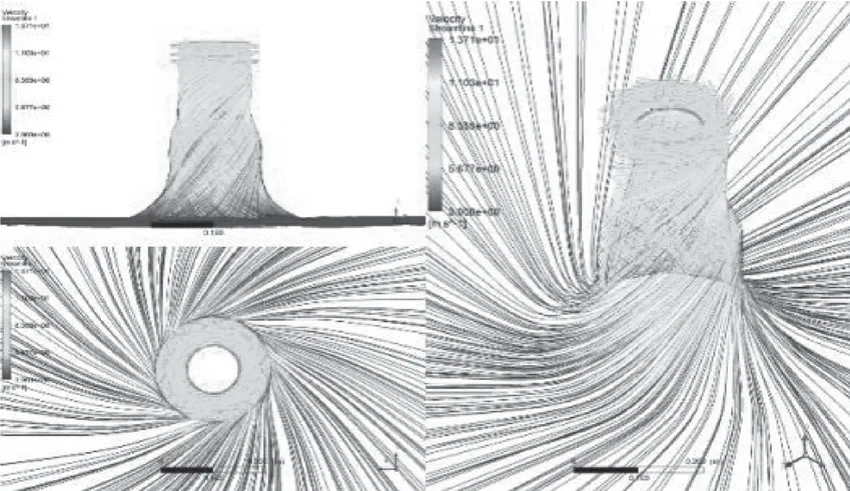
图4 改进后的平焰烧嘴烟气附壁效果
针对低氮调焰烧嘴,研究人员将烧嘴本体上的二次风阀全开(100%阀位),使得二次风的流量增加、喷出速度提高,加强了烟气再循环效果,进一步降低了燃烧区域的氧浓度,同时避免火焰形成局部高温区,有效抑制了热力型NOX的产生。从现场试验结果来看,调焰烧嘴燃烧时火焰长度在4 ~5 m,烧嘴燃烧产生的烟气卷吸率最高,达到了稀释火焰的效果,可以有效降低调焰烧嘴燃烧时产生的 NOX生成量,NOX生成量在 120 mg/m3以下。
4 研究结论的应用
(1)加热炉生产期间,尽量将高温段的炉温控制在1 280 ℃之内,避免炉膛温度过高造成烟气中NOX产生量的急剧增加。
(2)将燃料空、燃比控制在2.2 以下;过剩空气系数不大于1.15;同时监控炉尾烟气中残氧含量,使其控制在1.5%以内;杜绝烟气中含氧量过高。
(3)对每座加热炉进行热平衡测算,得出了空气预热温度在500 ~520 ℃范围内时,既确保了烟气中余热余能的最大回收率,也可以有效控制了烟气中NOX的生成量。
(4)正常生产期间,通过数查炉顶锚固砖间距,有效调整了平焰烧嘴的火盘直径和形状,确保了平焰烧嘴燃烧过程中火焰的附壁效应。同样,将调焰烧嘴的火焰长度调整到4 ~5 m,确保了烟气的最大卷吸率,避免了调焰烧嘴火焰产生局部高温的情况。
5 应用效果
经过上述技术研究和现场优化调整,第二炼轧厂1 780 mm 机组加热炉在正常生产期间,烟气中的NOX连续排放指标达到≤150 mg/Nm3的目标(8%标准含氧量折算后),满足了环保管控标准;避免轧线被迫停车或错峰生产等环保事故的发生,确保轧线的生产顺行,加热炉烟气中NOX含量实际检测数据见表4。
6 结束语
通过研究和应用,1 780 mm 热连轧加热炉烟气中的NOX浓度有效控制在了120 mg/m3以下,达到了国家超低排放标准和要求,为该机组后期的环保管控提升及生产顺行奠定了基础,同时也为其他钢铁企业同类型加热炉烟气中NOX浓度控制方式提供了宝贵的借鉴经验。
随着国家对环保管控的提升,轧钢加热炉烟气排放中的NOX浓度指标将会越来越严格。开展降低NOX排放量的工艺研究,获得该方面的新技术、新知识和降低NOX浓度的操作控制方式是每个企业的当务之急,也是钢铁企业热轧生产线今后发展的必经之路。