不锈钢265 m2 烧结烟气氮氧化物减排生产实践
2020-10-21张海宾
张海宾
(唐山不锈钢有限责任公司)
0 前言
近年来钢铁行业发展迅速,同时环境污染也日益突出,我国经济的发展对钢铁工业的环保节能提出了越来越高的要求,环保节能已经成为决定企业生存发展的关键因素[1]。河北省《钢铁工业大气污染物超低排放标准》提出,自2019 年1 月1 日起,烧结机机头颗粒物、二氧化硫、氮氧化物排放限制分别 为 10 mg/m3、35 mg/m3、50 mg/m3。随着新环保法的实施,国家环保力度的加大,各钢铁企业也在积极做好节能减排工作,如何有效控制污染物的排放,避免因排放超标而造成烧结机被迫停机,成为各钢铁厂面临的一个主要问题。目前,烧结机烟气脱硫装置已经发展的比较成熟,二氧化硫的排放可以达到超低排放标准,而目前烧结机上有效的脱硝方式还不是太成熟[2],脱硝效率普遍不高,烧结机时常会出现氮氧化物含量超标的情况,导致烧结降低风量生产或停机,直接影响生产的连续性。因此,在现有条件下,通过原燃料选择和改善烧结机操作来减少烧结烟气中的氮氧化物含量是降低氮氧化物排放的有效手段。
1 烧结烟气的排放特点和烧结机脱硝系统工作现状
烧结烟气排放有烟气量大且波动幅度大、成分复杂且浓度波动幅度大、烟气温度较低、湿度较大的特点[3],这些特点在一定程度上增加了钢铁烧结烟气脱硝的难度。因此,必须针对其自身的特点进行综合考虑,开发适合烧结烟气脱硝的技术,使其既能满足国家环保排放要求,又符合循环经济政策。
河钢唐钢不锈钢 265 m2烧结机 2016 年 7 月投产,采用了中科院开发的一套密相干塔联合臭氧氧化脱硫脱硝脱汞技术,设计了3 台80 kg/h 臭氧发生器,臭氧发生器以液氧为氧源制造臭氧,臭氧经稀释风稀释后形成氧化风,氧化风经臭氧分布器将臭氧喷注入脱硫塔之前的烟道内,将烟气中的NO 氧化成易溶于水的高价态氧化物,随后烟气进入脱硫吸收塔,氮氧化物和碱液发生反应,将烟气中的SO2和被氧化的NOX同时吸收,确保NOX的排放浓度达标,进入烟囱排放。系统设计烟气进口的NOX浓度为250 mg/m3,排放浓度在100 mg/m3以下。
该系统投产后能够较好的满足当时的环保排放要求,但随着新排放标准(氮氧化物50 mg/m3以下)的实施,原有工艺已不能满足烧结生产需要,烧结机被迫通过减少主排风机风门开度、降低风量的手段来降低脱硝系统压力,2019 年一季度主排风机风门开度平均保持在70%左右,烧结机利用系数与2018 年相比下降了0.03 t/m2·h。为此,通过研究该烧结机烟气氮氧化物生成的具体原因,寻求行之有效的控制方法和技术措施,使烟气中的氮氧化物含量处于可控状态。
2 烧结原料中氮氧化物的来源
烧结过程所使用的原燃料很多,其中各种含铁矿粉的比重在80%左右、熔剂辅料的比重在15%左右、固体燃料的比重在5%左右。烧结过程产生的氮氧化物主要是燃料型NOX,来源于烧结反应中的燃料燃烧[4-5]。固体燃料主要包括烧结煤和焦粉,煤和焦粉中的含氮量较高,是烧结烟气中氮氧化物的主要来源,而含铁矿粉和熔剂辅料对于氮氧化物的影响几乎可以忽略不计。
3 氮氧化物在烧结中的形成过程和分布趋势
烧结过程的燃料燃烧主要有两部分,一是点火阶段,此阶段主要的燃料是气体燃料,河钢唐钢不锈钢使用的是高炉煤气点火,点火温度为1 050 ~ 1 150 ℃;二是混合料内的固体燃料燃烧过程,此阶段的氮氧化物产生较多。
为了了解烧结过程中氮氧化物的产生浓度和排放规律,利用仪器对265 m2烧结机南北两个烟道各个风箱的废气进行了检测,检测结果如图1所示。
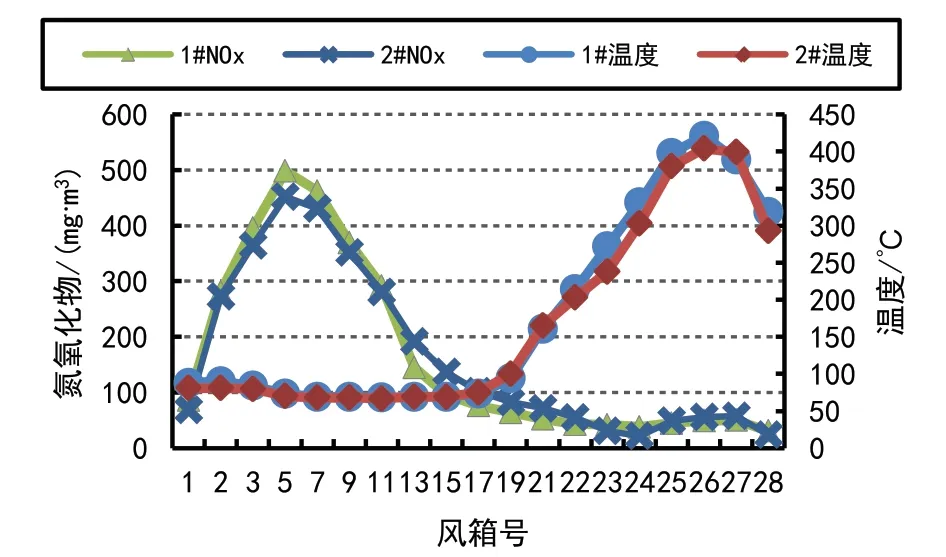
图1 烧结机各风箱氮氧化物浓度及温度
从图1 可以看出,两个烟道的氮氧化物浓度的分布规律基本一致,烧结过程中氮氧化物的浓度变化明显,随着烧结过程的进行氮氧化物浓度呈两侧低中间高的状态,氮氧化物的生成主要集中在烧结机前部与中部,烧结过程后期产生的氮氧化物含量较低。烧结过程前期,煤气燃烧是产生氮氧化物的主要来源,在不影响点火效果的前提下,减少煤气用量可以降低氮氧化物的浓度。烧结机中部区域烟气中的氮氧化物含量高且持续时间长,因此,想要降低烧结烟气中氮氧化物的含量要以降低烧结机中部区域烧结烟气的氮氧化物含量为主,此阶段氮氧化物的产生主要是固体燃料的燃烧带来的。
4 通过燃料选择降低氮氧化物的生成
从烧结过程烟气检测结果可以看出,氮氧化物主要是烧结中固体燃料燃烧带来的,选择含氮量低的固体燃料是降低氮氧化物排放的关键。
不锈钢主要采用的烧结固体燃料为高炉返焦粉、冀中能源、京臧源矿业三种。几种固体燃料的成分见表1。
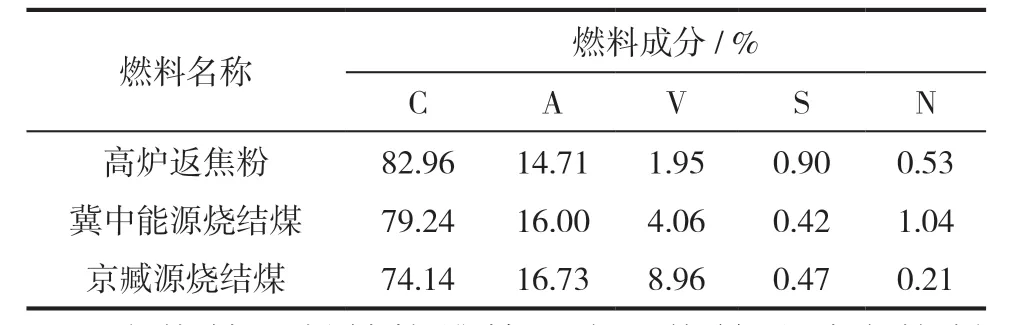
表1 不锈钢烧结燃料成分
在烧结配料结构维持不变,烧结矿碱度控制1.80±0.08 的条件下,制定了6 种方案,通过调整三种固体燃料的配加比例,对烧结烟气中的氮氧化物浓度进行检测,结果见表2。
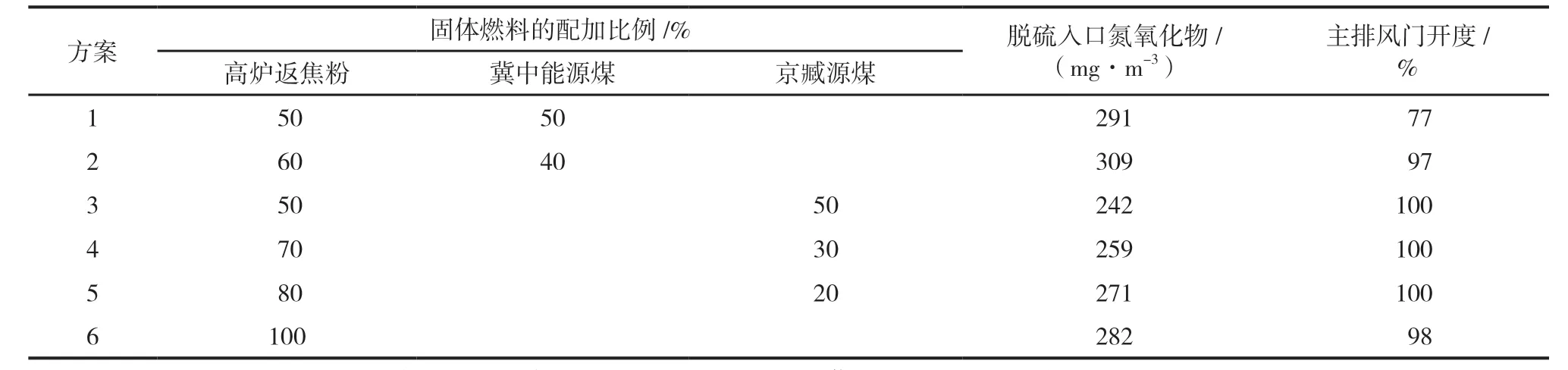
表2 不同燃料配比的脱硫入口烟气氮氧化物浓度
从表2 可以看出,方案1 和方案2 配加焦粉和冀中能源烧结煤,烟气中的氮氧化物浓度的平均值维持在300 mg/m3左右,烧结机降低风门生产;方案3、方案4、方案5 配加焦粉和京臧源烧结煤,随着煤比例的降低,烟气中的氮氧化物含量呈升高趋势,烧结机能够全风门生产;方案6 为全焦粉生产,烟气中氮氧化物含量稍低于300 mg/m3,烧结机降低风门生产。
综上所述,烟气中的氮氧化物含量与配加的燃料中的氮含量呈对应关系,配加京臧源烧结煤时,烟气中的氮氧化物排放稳定在280 mg/m3以下,烧结可以保持稳定的生产状态。控制氮氧化物的产生就必须从控制燃料中的氮含量入手,使用氮含量较低的燃料能达到降低氮氧化物的目的。因此,不锈钢烧结所用固体燃料停用了冀中能源煤,改为高炉返焦粉加一定比例的京臧源烧结煤。
5 通过工艺控制降低氮氧化物的生成
在烧结过程中,采取合理的工艺手段来降低气体燃料和固体燃料消耗,从而减少燃料氮的带入,达到减少烟气氮氧化物排放的目的。
5.1 降低固体燃料消耗
5.1.1 稳定燃料破碎粒度
固体燃料粒度对烧结燃料消耗影响明显。粒度过细的固体燃料会在烧结过程中迅速燃烧,产生的热量来不及传递给混合料就被废气带走了,降低了固体燃料的利用率,增加了固体燃料消耗。燃料粒度过大会在泥辊布料时加大偏析,烧结机台车混合料上层含碳量减少,下层含碳量增加,导致台车上层的烧结矿因热量不足造成返矿量增加,台车下层的烧结矿因热量过多产生大孔薄壁的不利结构[6]。通过加强固体燃料的来料管理,强化双辊四辊设备维护,规范岗位破碎操作和加强筛分粒度监督等来稳定燃料破碎粒度,使固体燃料0 ~3 mm 粒级稳定在65% ~70%之间。
5.1.2 提高混合料温度
烧结混合料温度较低时,水汽在烧结料层内会形成过湿现象,使烧结料层透气性变差。提高混合料温度,可以减少过湿层厚度,降低过湿层对烧结气流的阻碍,改善料层的透气性,同时高温的混合料可代替部分燃料热量,降低固体燃料消耗。河钢唐钢不锈钢充分利用烧结机蒸汽回收和外网蒸汽的便利条件,通过热交换系统提高混合机的加水温度,制粒机通蒸汽对物料加热,使混合料温度由投产初期的25 ~35 ℃提高到目前的40 ~ 45 ℃。
5.1.3 强化烧结工艺控制,坚持厚料层烧结
对烧结机布料系统进行了改造,通过对给料装置微调闸门、疏料器、平料器的调整改造保持烧结机料面趋于稳定,通过专家系统实时显示烧结当前烧透位置和烧透偏差数据,指导岗位布料修正,保持烧结终点稳定,提高了生产效率。
烧结工序坚持厚料层操作方针,烧结机台车栏板高度为750 mm,布料时超出栏板50 ~60 mm,两侧刮平,使台车栏板上方混合料呈梯形分布。厚料层烧结有助于发挥料层的自动蓄热作用,有效降低燃料用量。
5.2 减少煤气消耗
该烧结机采用了专家系统点火控制模型,根据点火炉设定目标点火温度和目标点火强度,自动调节过剩系数满足点火温度要求;同比例调节煤气、空气流量保证点火强度的要求,实现了点火过程的智能控制。在满足生产要求的同时,最大限度地节省煤气用量。
5.3 烟气循环技术
不锈钢265 m2烧结机新增了一套机头烟气循环系统,两台主抽风机出口烟道的部分热废气,通过循环风机引入到烧结机台车混合料上方,热废气通过烧结料层时,因热交换和烧结料层的自动蓄热作用可以将废气的低温显热全部供给烧结混合料,废气中的CO 及其他可燃有机物重新燃烧;热废气中的二噁英、PAHs、VOC 等有机污染物以及HCI、HF、颗粒物等物质在通过烧结料层中高达1 300 ℃以上的烧结带时被激烈分解,NOx在通过高温烧结带时也可被部分破坏。烟气循环系统的投入,不仅有利于工艺节能、低温显热回收和污染物减排,而且有利于提高烧结生产率和改善烧结矿质量,最终使得废气排放量显著减少,S02得以富集,有效降低了脱硫、脱硝系统的运行成本。
循环系统投入使用后,在保证烧结机料面上方烟罩微负压的状态下,风机转速保持350 r/min,风门开度20%,使烧结外排烟气量减少了10%~15%;循环热废气到达烧结机料面时的温度在150 ℃左右,热废气通过烧结料层时可降低烧结固体燃料的消耗。
6 结论
(1)不锈钢265 m2烧结机通过稳定燃料破碎粒度、提高混合料温度、厚料层烧结、烟气循环等措施,取得了良好的降低燃料消耗效果,2019年固体燃耗较上年降低了0.8 kg/t。
(2)从选择低氮的固体燃料和烧结机工艺控制两方面入手,减少氮元素的带入量,取得了良好的效果,使脱硫入口烟气中的氮氧化物浓度由2018年的 292 mg/m3降低到 2019 年的 255 mg/m3以内,出口烟气中的氮氧化物浓度由2018 年的105 mg/m3降低到 2019 年的 41 mg/m3,2019 年较上年减少氮氧化物排放 256.6 t。
