实验室间比对工业机器人位置重复性测试及结果评价
2020-10-19苏敦育
苏敦育
(福建省特种设备检验研究院,福州, 350008)
0 引言
随着工业机器人在产业中的广泛应用,其产品质量日益被人们关注。工业机器人的性能是衡量其质量水平的重要指标,其中位置重复性及精度是一个重要性能参数。对第三方的检测实验室而言,对一个工业机器人产品的位置重复性及精度结果进行测量审定,其检测结果的准确和可靠与否,是实验室是否具备该项检测能力的具体体现。于是,通过实验室间的比对是验证实验室检测水平、检测过程、检测质量的一个有效手段。
实验室间的比对是按照预先规定的条件,由两个或多个实验室对相同或类似的物品进行测量或检测的组织、实施和评价[1]。作为国家特种机器人产品质检中心(福建)机器人性能测试实验室,为验证在工业机器人位置重复性测试项目中测试过程的合理性、测试结果的准确性和可靠性,该实验室参与了由国家工业机器人产品质检中心(广东)为主导的实验室间的比对。主导实验室是已获CMA(中国计量认证)计量认证的工业机器人性能测试实验室,其检测能力及检测数据的可靠性已获国家认可,因此对比对结果的评价可以作为参比实验室从事该项目检测能力的评定。本文以此次实验室间比对为例,阐述了工业机器人位置重复性测试具体实施方法,分析影响测量精度的因数,引入不同的测量不确定度评定,计算测量的不确定度,最后采用归一法对比对结果进行量化分析。
1 比对方法
工业机器人位置重复性测试采用激光跟踪仪跟踪固定在机器人末端的靶球处,通过接收靶球反射回来的激光,测量激光跟踪仪坐标原点与靶球间距离、方位角和俯仰角,计算各个测量点实到位置的空间坐标值,按照标准[2]提供的计算方法,分别计算各个测量点的位置重复性测量值。

图2 激光跟踪仪测量空间坐标
激光跟踪仪测量被测点P(见图2)的空间坐标值x、y、z的计算如下:
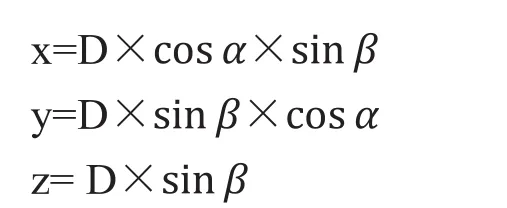
参与比对的实验室为国家特种机器人产品质检中心(福建)机器人性能测试实验室,测试由已获CMA认证的实验室主导,按标准[2]要求,确定试验立方体尺寸、试验负载、试验速度、试验循环次数和环境条件,双方实验室对主导方提供的ABB IRB1200和广数 RB08工业机器人样机分别进行测量,并依照标准[2]分别计算2台被测样机的位置重复性测值。
2 试验方法
2.1 位置重复性定义
工业机器人位置重复性定义为:对同一指令位置、从同一方向重复响应n次后实到位置的一致程度[2]。其计算公式如下:

2.2 试验立方体的选择
2台样机型号不一,工作空间也不一样,所以选择不同尺寸的测试立方体。其中,型号IRB1200选择400mm边长的立方体,RB08选择600mm边长的立方体。立方体边平行于机器人基座坐标,且位于机器人工作空间中预期应用最多的那一部分空间位置。
2.3 测量面及测量点的选择
本次测试所用机器人样机均为6轴工业机器人。测试所采用的平面为:C1-C2-C7-C8, P1、P2、P3、P4、P5测量点位于测量平面对角线上,如图3所示。

图3 测量面和测量点位置
其中,P1是立方体的中心点,P2~P5距对角线端点长为(0.1±0.02)×L。各测量点坐标值见表1。
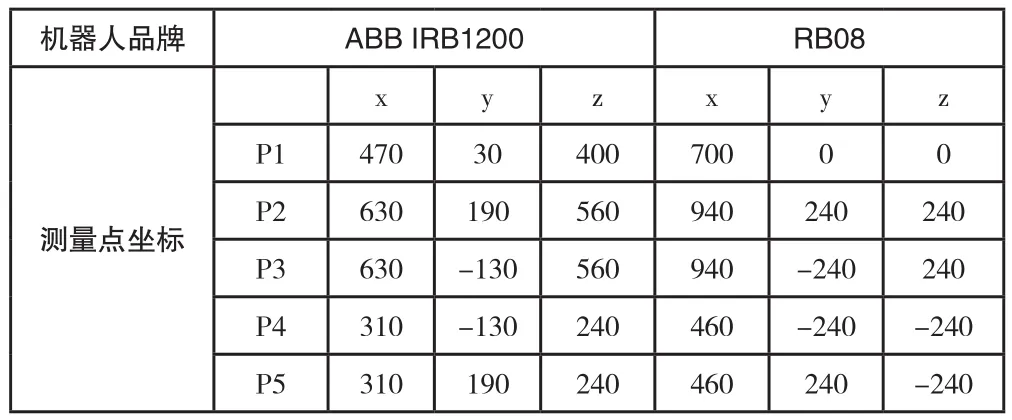
表1 2台工业机器人测量点坐标值 单位/mm
2.4 试验条件
在100%额定负载、100%额定速度条件下,机器人机械接口位置从P1点开始,沿同一方向依次运行到P5、P4、P3、P2、P1各点,连续循环30次。
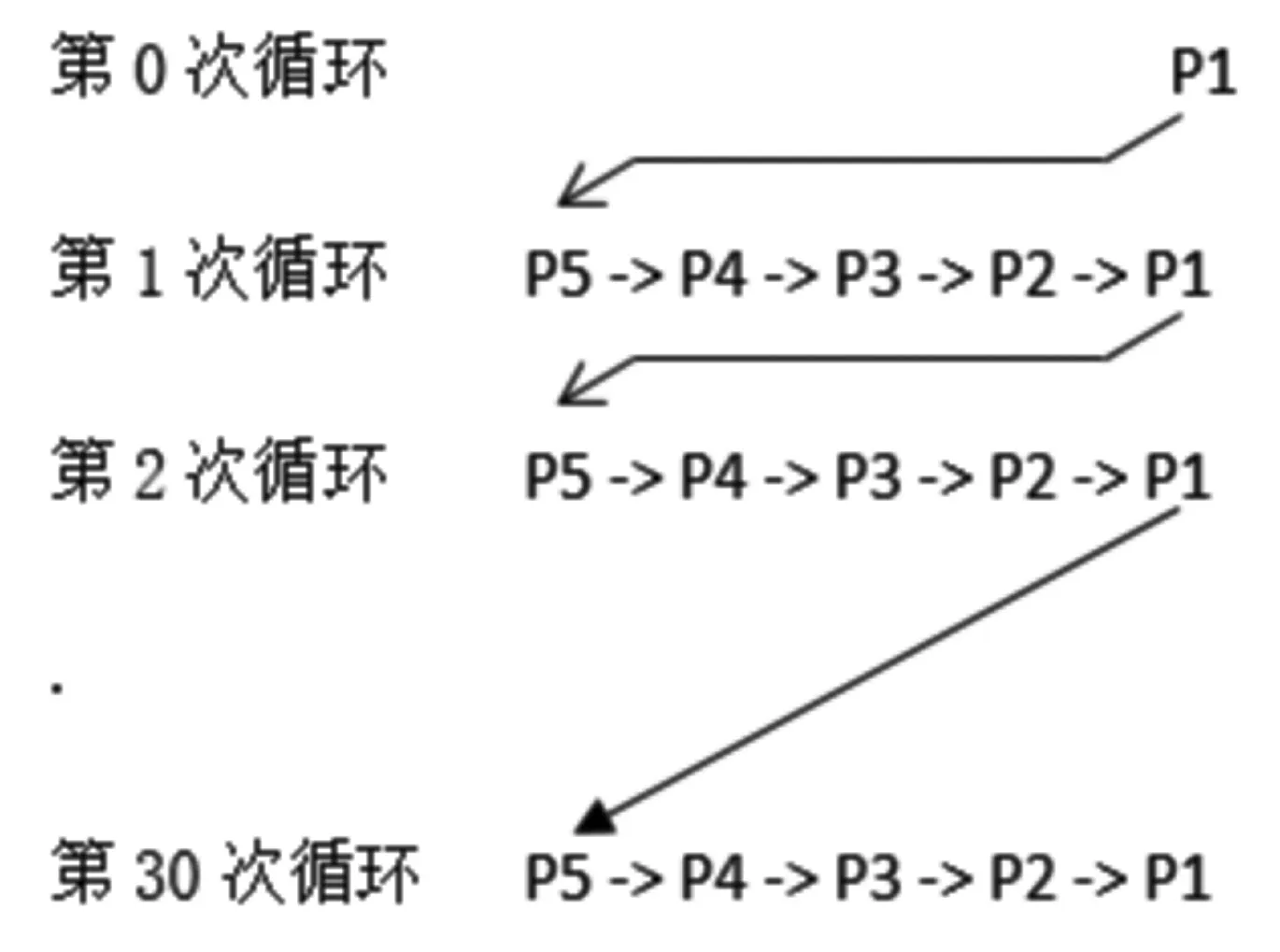
图4 测量循环
2.5 测量过程
将工业机器人样机和激光跟踪仪置于同一环境中,启动机器人程序,打开激光跟踪仪,并使两者在测试环境温度为20℃±2 ℃下预热2h。
将两个实验室各自的激光跟踪仪对应的目标靶球固定在机器人机械接口处,2台激光跟踪仪分别放置在距靶球1.8m的位置,高度与坐标P1点同,激光跟踪仪激光束分别跟踪到各自的靶球,机器人按程序指令路径开始循环运动,每个测量点停顿3s;待靶球稳定后,开始测量。测试现场如图5、图6所示。

图5 IRB1200试验现场

图6 RB08试验现场
2.6 测试结果
根据公式(1)分别计算出2台工业机器人5个测量点的位置重复性共10组测量值的平均值,测量结果见表2、表3。

表2 IRB1200机器人位置重复性测试结果 单位/mm

表3 RB08机器人位置重复性测试结果 单位/mm
3 测试不确定度计算
3.1 分析不确定度来源
采用激光跟踪仪进行工业机器人位置重复性测试,是一种无接触式测量,测量值直接以激光跟踪仪所确定的坐标系来表示,无需进行激光跟踪仪坐标系与机器人基座坐标系转换,计算过程未引入第三方测量软件。因此,影响测量不确定度的主要因数,一是示值重复性测量引入的不确定度,二是仪器测量最大允许误差引入的不确定度。按JJF1059.1《测量不确定评定与表示》,前者采用A类评定方法,后者采用B类评定方法。为此,建立测量不确定度计算的数学模型:

3.2 重复测量不确定度计算
重复测量的不确定度表述为对一个被测值重复多次测量后,以其算术平均值作为被测值的估计值,这个估计值的不确定度按下面公式计算。

根据公式(3)计算得出5个测量点的不确定度见表4、表5。

表4 IRB1200机器人5个测量点不确定度 单位/mm

表5 RB08机器人5个测量点不确定度 单位/mm
3.3 仪器最大允许误差不确认度计算
根据仪器校准证书标示,参比方仪器的最大允许误差为(2.2μm+2.2μm/m)。此次实验仪器到测量点的距离为1.8m,因此,激光跟踪仪的最大允许误差为:0.00616mm。假定被测量值的概率分布为均匀分布,则由仪器最大允许误差引入的不确定度
主导方仪器最大允许误差引入的不确定度为0.0080mm。
3.4 计算合成不确定度
根据公式(2)建立的不确定度数学模型,计算得出2台工业机器人5个测量点的合成标准不确定度见表6、表7。

表6 IRB1200合成标准不确定度 单位/mm

表7 RB08合成标准不确定度 单位/mm
3.5 确定扩展不确定度

根据公式(4)计算得出2台工业机器人5个测量点的扩展不确认度见表8、表9。

表8 IRB1200扩展不确定度 单位/mm

表9 RB08扩展不确定度 单位/mm
4 结果评价
本次实验室比对目的在于检验参比实验室检测人员、检测设备以及检测方法、检测环境及过程、计算方法等与主导实验室之间的差异程度。根据JJF1117《计量比对》,在通常情况下,参比实验室的测量结果与其不确定度的一致性用归一化偏差值进行评价[3]。当,参比实验室的测量结果与主导实验室之差可以接受,比对结果满意,比对结果不能接受。

根据公式(5)计算得出2台工业机器人5个测量点最终评价结果见表10、表11。

表10 IRB1200评价结果 单位/mm

表11 RB08评价结果 单位/mm
5 结论
本文通过两个实验室间的比对,介绍了工业机器人位置重复性测试的方法,阐述了实验室间比对的方法及结果评价。从以上评价结果看,IRB1200样机的5个测量点、RB08样机的5个测量点的评价结果均为满意,说明作为参与比对的实验室在相关测量值的准确性和可靠性方面已能满足认证实验室的要求。
