FPSO 建造关键技术
2020-10-17周建华
周建华
(舟山中远海运重工有限公司,浙江舟山 316000)
0 引言
海洋石油资源约占全球石油总蕴藏量的2/3,近年来随着陆地和近海石油资源被大量开采,人们逐渐将目光转向深远海域,因此需要一种适应深远海域作业的集加工、存储和卸载功能为一体的作业平台,而浮式生产储卸油装置(floating pr oduction storage and offloading,以下简称:FPSO)符合这些需求。一艘FPSO 由船体、功能模块和系泊系统等组成,FPSO 具有适应能力强、储油量大、抗击风浪能力较强,具有灵活转移、循环利用等特征[1]。国内的FPSO 发展和起步比西方国家晚10 年[2]。船体是FPSO 的重要组成部分,在有限建造周期内保证船体的精度和强度使其满足使用要求是每家船厂的目标,由舟山中远海运重工为希腊石油公司Energean 建造的Karish FP SO 船体项目为此积累了大量的经验,文章基于建造FPSO 实践经验,主要就FPSO 船体建造过程中遇到的技术难题及解决方法进行说明。
1 项目概况
该FPSO 为一艘海上加工和储存兼卸载功能的无动力海工储油装置,其总长227 m,垂线间长227 m, 型宽50 m,型深27 m,设计吃水19.5 m,年生产能力80 亿m3天然油气,最大装载容量98.5 万桶。其设计寿命为35 年,服役其间原则上无需进坞保养及维修。该FPSO 将应用于距以色列海岸75 公里处深水区。
该FPSO 中部货油舱区域设计双底双壳贯穿前后,货油舱液货密度按1.025 t/m3进行加强设计,中间设置9 个货油舱,左右舷设置5 对压载舱。系泊方式采用多点系泊,首尾左右舷各布置1 组锚泊设备,在右舷舷外安装一个输入立管平台连接海底,而左舷舷外安装一个平台用于天然气的对岸输出。上层建筑设置在船舶首部,设计为一个能满足75人的生活服务区,安全与应用设施同时均能满足120 人使用标准,顶部设有直升机平台。
2 技术难题及解决方法
2.1 海水及消防提升泵Caisson管垂直度和同心度精度控制
海水提升泵Caisson管和消防提升泵Caisson管从甲板贯穿到船底,每根Caisson 管由4 小段对接而成,总高度达到27.5 m,为保证泵体顺畅,同心度要求小于10 mm,垂直度要求小于1 mm/3 m,在实际施工中还存在管子自身身同心度偏差较大、管子对接接头比较多和跨多层平台施工等客观问题。
为达到垂直度和同心度的精度要求,具体解决方案为:
1)开工前进行研讨和策划,编制详细施工工艺;
2)对管材进行数据测量和记录,根据每段管子的偏差大小和方向,计算最佳组合,降低材料的影响;
3)制作泵体模型(如图1 所示),在管子定位、焊前和焊后等重要节点,进行模拟拉入;
4)降低施工难度,最底部一段在分段制作阶段安装好,上部3 段管子在车间胎架上拼接好,搭载时整体吊装;
5)编制相应焊接工艺,减少焊接变形;
6)底部分段定位时,优先保证好底部Caisson管的垂直度,上部分Caisson 管与下部对好位置,最后挂线锤调整垂直度。

图1 制作泵体模型
使用该方法,满足海水及消防提升泵Caisson 管在保证垂直度和同心度等工艺要求的同时,降低了建造难度,改善了现场施工条件。
2.2 立管平台垂直立管和水平导管的定位精度控制
立管平台导管总长最达65 m,直线度要求2/2 000 mm,宽度方向和高度方向间距的偏差要求控制到−5~+15 mm 之间,原料管自身直线度偏差较大,且由于导管长度太长无法整体吊装,给施工造成困难。
为达到垂直立管和水平导管的定位精度要求,具体解决方案为:
1)开工前,对每一步的施工方案进行论证,编制详细施工工艺;
2)对原料管进行检查,不符合要求的进行校正;
3)将65 m 的管子提前组装成3 段,最后再上船安装,扩大平面作业,降低合拢难度;
4)拼接时,通过模板胎架和拉钢丝的方法来控制拼接的直线度,拼接现场作业图如图2 所示;
5)吊装时,设计导向工装来快速定位;
6)根据结构形式,上部管子预留适当余量,便于调整两根导管之间的相对位置。该解决方案在保证立管平台导管的精度的同时将部分高空作业变成平面作业,降低安全风险,提高施工效率。
2.3 模块底座的定位精度
本项目FPSO 模块底座(如图3 所示)共计151只,分为13 组,下口焊接在主甲板上,要与甲板反面结构对位,错位量需小于0.3 倍板厚;上口与模块连接,模块在国外制作和安装,模块底座上口的 间距偏差需控制在5 mm 以内,同时要考虑模块的制作偏差。

图2 拼接现场作业
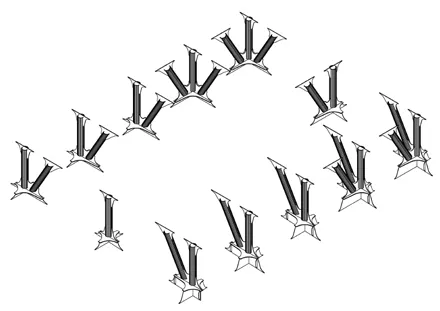
图3 FPSO 模块底座
具体解决方案为:
1)开工前,编制详细的施工工艺,指导现场施工;
2)开发专用工装和改善工艺,来提高制作精度。通过提高模块底座的制作精度,来降低后续的合拢难度:
(1)制作工装(图4),对支撑管进行等分,准确快速堪划十字线;
(2)优化管子固定方式,调好第一根的角度后,后续管子不需再重新调整切割角度,端部角度全部保持一致;
(3)使用双头半自动割刀,制作专用工装,使切割机轨道和管子固定平台的相对位置固定,实现批量化制作;
(4)按1∶1 比例划地样线和定位胎架,保证支撑腿的角度,并保证连接肘板和支撑管中心在同一水平面;
(5)按甲板梁拱制作出胎架(图5),调整模块底座下部分水平后,再安装上半部分。安装上半部分时,只需调整首尾方向和半宽方向的垂直度;
3)根据模块底座在甲板上的布置,分段制作阶段就在主甲板上绘制出检验线,做好洋冲标记。船体成型后,安装模块底座时,按检验线检查模块底座与甲板结构的对位;
4)模块底座合拢前,根据洋冲标记堪划出底座的安装线和结构检验线。合拢时,模块底座下口对准安装线,调整上口的垂直度,检查相邻底座间距是否与图纸一致,即可完成定位。
该解决方案,有效的保证了模块底座制作和定位精度,并成功实现了模块底座整体建造,节约了吊车资源,缩短了船坞周期。
2.4 焊接质量控制
1)管子弯头焊接质量控制
本项目管子弯头多,无形中增加焊接接头,由于弯头与直管的装配容易存在错边,焊接难度较大,特别是打底焊接,根部焊缝余高过高,焊缝成型质量差,完全达不到ISO 5817 Level C 的质量要求。
具体解决方案为:
(1)组织对质量部检验员、制造工区管加车间管理人员以及焊工进行专门培训,对焊接工艺的要求、装配焊接等方面进行讲解;
(2)检验员对管子装配进行内检,加强对车间的焊接过程巡检,同时要求工区挑选焊接技能较好的焊工专门进行打底焊接,以改善根部打底焊接的问题。
2)铜镍管焊接质量控制
铜镍管焊接困难主要表现在:

图4 制作工装

图5 按甲板梁拱制作出胎架
(1)焊工技能要求高;
(2)管子的装配要求高,装配要求错边量最大不能超过2.4 mm;
(3)焊接过程控制要求高,开始焊接前的氧含量不得超过0.01%,焊接过程中氧的含量不得超过0.05%,焊接的层间温度要求不超过100℃。
(4)焊缝质量要求高,表面不允许存在咬边。单道焊缝的宽度不超过12 mm,焊缝的颜色不能存在氧化情况。
具体解决方案为:
(1)严格控制焊丝质量,选用特种焊丝进行焊接;
(2)严格控制焊接参数,焊接参数必须在WPS要求的范围内;
(3)严格控制层间温度在100℃以下,并用100℃的测温笔来测量层间温度;
(4)氩气采用大瓶液态氩供气,保证连续供气,确保背面焊缝的保护[3];
(5)严格按照测氧程序要求进行氧含量的检测,要求焊前不超过0.01%,焊接中不超过0.05%。
3)L 型组合型材焊接工艺优化
本项目的纵骨存在大量L 型组合型材焊接(焊接方案如图6 所示),此类结构形式的型材存在如下问题:
(1)工作量大,L 型组合型材下料后,首先需要在腹板上开设坡口,然后再跟面板进行装配和焊接;
(2)焊接变形大,因为开设了V 型坡口,当焊接输入过大时容易导致结构焊接变形,矫正难度较大;
(3)能源和工时的浪费较大。
具体解决方案为:
(1)将V 型坡口的焊接形式改成普通的双面连续角焊缝的形式,双面连续角焊缝满足L 型材作为纵骨的强度需求(焊接方案如图7 所示);
(2)L 型组合型材焊前进行组装,点焊打磨;

图6 L 型组合型材焊接优化前方案
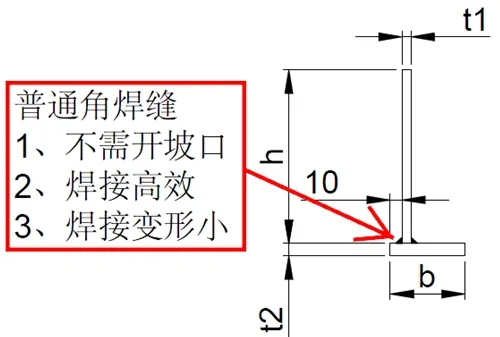
图7 L 型组合型材焊接优化后方案
(3)L 型组合型材改为双面连续角焊可在T排生产流水线焊接。
通过优化结构形式,将V 型坡口的焊接形式改成普通的双面连续角焊缝的形式,减去了开设坡口及焊接后打磨的工作量。施工效率比V 型坡口焊接的工作效率更高,减少焊接热输入使焊接变形更容易控制。
2.5 管排电缆托架布置优化
本项目的管排上电缆托架需布置两层共十二路托架,托架下方是一排管子,由于管排顶上要承载大型模块重量,因此管排顶上钢板焊死不能拆封。前期主干电缆托架布置不合理,施工人员只能站在3 号和4 号托架之间的空档拉放和敷设电缆(见图8),很难通过常规的手臂操作对管排上2 号托架和5 号托架的电缆进行敷设、绑扎和维修,这会增加施工难度,严重影响交船进度。

图8 优化前管排电缆托架布置
具体解决方案为:由于管排上2 号托架和5 号托架不能敷设和绑扎电缆,因此需要修改管排上托架布置,减小1 号和2 号、5 号和6 号托架之间的间隙,增大1 号和2 号、5 号和6 号托架之间的间隙。施工人员可以同时在2 号和3 号、4 号和5 号托架之间的空档拉放敷设电缆,这些举措增加了施工空间。此外,生产工序上需要做一些更改,施工人员进行电缆拉放操作时需先拆除局部托架留出空间供电缆拉放,然后由管排中间往两舷依次拉放(见图9)。
文章中对托架的布置方案,只需要修改管排上托架的布置,没有引起其他专业比如管子及管支架的修改,这样可以将修改量降到最小,避免材料的损失,保证施工节点的进度。
3 结论

图9 优化后管排电缆托架布置
由舟山中远海运重工建造的Karish F PSO 项目于2019 年9 月18 日成功下水,该FPSO 项目具有 技术要求高,质量标准高、建造周期短等特点。公司通过采取一系列控制措施,有效的保证了各项技术指标,并节约了人力、物力和能源等各方面资源,缩短了船坞周期,该项目的成功实施扩展了公司的产品类型,提升了浙江省在海洋工程设计建造领域的实力及形象。