轧辊磨床振动原因分析
2020-10-12刘志嘉
刘志嘉
(鄂尔多斯应用技术学院 内蒙古鄂尔多斯 017000)
磨床作为轧辊生产过程中必不可少的设备,在轧辊生产中起着至关重要的作用。轧辊生产的板材质量很大程度上与轧辊的质量有关,只有磨削出高质量的轧辊才能保证板材的质量。为此冷轧磨床必须要保证其精度与性能的高度稳定性。在生产过程中经常会在轧辊表面产生一些明暗相间的条纹,通常将其称为振痕,振痕的产生与磨床有很大的关系,一般是由于磨削的压力不均匀或振动导致[1-3]。下面就几种不同的振痕情况予以详细说明。
1 轧辊磨床的基本结构与性能
首先了解一下磨床的整体结构,一台完整的磨床包含有传动控制系统、测量控制系统、探伤系统以及报警系统等组成,如图1所示轧辊磨床的基本结构示意图。由图中可以看出,磨床包含有轧辊床身和砂轮台架床身两部分,轧辊床身用于安放轧辊,传动控制系统控制头架的旋转,其旋转速度由给定值给定,通过CNC数控系统编程下发相应的指令。头架包含有一个旋转的花盘起到对轧辊的固定作用,同时带动轧辊旋转,尾架的顶针提供一定的压力使轧辊在旋转时没有位置的窜动。砂轮台架床身上安装有砂轮台架,而且床身上有静压润滑导轨使砂轮台架可以进行来回的运动。同时为了减少周围环境振动对磨床产生的影响,冷轧磨床一般安装在一块独立的混凝土基座上,下面使用减震弹簧与基础隔离,起到减小振动的作用,即外部的振动不会对轧辊磨床产生影响。
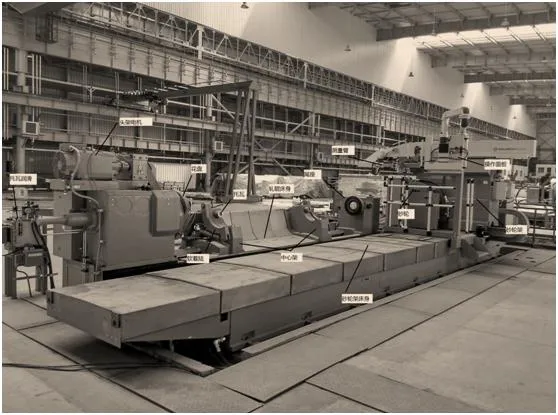
图1 轧辊磨床
轧辊安放在轧辊床身上时一般使用托瓦对轧辊进行支撑,并且需要持续对托瓦进行润滑,保证托瓦与轧辊间存在油膜,使辊脖与轧辊间产生滑动摩擦。砂轮台架上安装有砂轮、砂轮主轴及砂轮电机等部件,其砂轮主轴与电机间使用皮带相互连接,从而避免了由于砂轮电机振动传递给砂轮的振动。在磨削时旋转的砂轮与轧辊靠近,产生一定的磨削压力,此时就是磨削的一般过程。在此过程中,砂轮与轧辊间的磨削力受到辊型变化的控制,即磨削力在轧辊的高点会产生很大的压力,此时磨削量也会变大,在低点时磨削力变小,磨削量也会变小,从而起到了修复辊型的目的。
砂轮主轴是由几个偏心轴套零件组合而成,偏心轴套的作用是产生B轴与C轴的位移。其中B轴一般只在磨削CVC窜辊时起作用,其作用是使砂轮产生一定的偏移角度,从而达到与辊形相拟合的目的。砂轮主轴的转动由砂轮电机带动,砂轮电机一般固定在一个可移动的鞍座上,通过皮带为砂轮主轴提供动力,这样做的好处是能够明显地减小砂轮电机振动对磨削过程的影响。
引起砂轮振动的原因主要包含有砂轮电机的振动、主轴轴承磨损、主轴静压润滑系统故障、事先未做砂轮平衡测试等。性能优良的磨床,其轧辊与砂轮在磨削过程中不会产生大的振动,因此不会影响其成品轧辊的品质。随着生产的持续,就会逐渐出现一些性能的劣化,这里就包含了一些磨损的情况,如砂轮主轴轴承的磨损。当这种振动足够大,并且在磨削过程中周期性变化时,就会在磨削过程中产生振痕。下面就引起振痕的几种主要原因做具体分析。
2 轧辊磨床主轴轴承磨损引起的振动
砂轮主轴是整个磨床最重要的部件,国外厂家很多磨床的核心专利都与砂轮主轴结构相关,例如,瓦德里希的偏心主轴专利等,主轴一旦损坏就会使整个磨床陷入停机,造成的损失将不可估量。因此,砂轮主轴作为系统的核心,必须要有完善的润滑系统和保护。瓦德里希磨床采用了静压润滑系统,即在主轴转动时,润滑充分的情况下几乎没有任何磨损。
一般主轴上会安装有两套轴承,分别位于主轴的传动侧和砂轮侧,位于传动侧的轴承最容易损坏,这是由于该轴承缺乏加油孔,轴承长时间不能加油、换油,同时轴承旋转产生的高温也使润滑油挥发,最终造成干磨,使整个轴承损坏。
这类故障一般前期难以发现,这是由于砂轮电机的噪声与主轴轴承磨损的振动和噪声会相互叠加,很难分辨是主轴磨损还是砂轮电机的噪声,为了确切判断故障点,需要拆除电机,先对电机进行分析测试,再将主轴轴承拆下检查其磨损情况。
3 托瓦润滑缺乏造成辊印
磨床的润滑一般是靠动压润滑完成的,其特点是动压润滑时与轧辊辊脖的转速相联系,即当轧辊转速很高时,润滑会比较好,当轧辊转速较低或者为0时,润滑就会非常差,形成滑动摩擦,摩擦的增加会使托瓦发热,从而烧坏托瓦。
当使用烧坏的托瓦进行磨削时,此时由于轧辊受力不均,会产生跳动,从而在轧辊上形成了辊印。
消除托瓦造成的磨削辊印,相对来说比较容易,只要加强点检,经常对托瓦进行打磨就可以消除。
4 砂轮电机振动造成的辊印
从砂轮电机点检记录来看,电机振动引起的辊印尚无极为相关的印证,如表1所示,这是由于砂轮电机随着使用时间的延长,电机轴承逐渐老化,电机的振动及噪声会逐渐增大,因此也需要定期进行更换与保养。因此,电机的振动影响比较有限,另一方面砂轮电机固定在一个滑动的基座上,因此,其产生的振动也不会直接传递到砂轮主轴上。砂轮电机的一般保养周期为6个月至1年。在此期间基本能够保证电机的振动在正常范围内。

表1 砂轮电机点检记录
从上表的点检记录中,我们可以看出,当电机振动ACC1-L0达到over极值情况时,就应当及时更换电机了,更换保养后的电机其状态可恢复到较好的水平。
5 结语
通过实际案例与分析得出几种影响磨床振动的具体原因及解决方法,并通过实际分析得出结论,磨床的振动的原因多种多样,主要包括有主轴轴承性能劣化,托瓦烧损造成的轧辊振动,以及砂轮电机振动。此外,影响磨削质量的因素也包括轧辊事先是否进行调平,砂轮质地是否均匀,砂轮是否进行过修磨等,以及磨削时参数的设置不合理等因素都会或多或少影响磨削的质量。因此,关于冷轧磨床的磨削质量还需要进一步研究,将影响磨削质量的因素进行更深入的总结。
