基于声发射的棒料磨损监测教学实验平台开发
2020-10-08张立军张德潇李增辉张军伟金永山王旱祥刘延鑫
张立军,张德潇,韩 琳,李增辉,张军伟,金永山,王旱祥,姜 浩,刘延鑫,张 辛
(中国石油大学(华东)机电工程学院,山东 青岛 266580)
精密成型技术是指零件成型后,仅需少量加工或不再加工,就可以用作机械构件的成型技术。它建立在新材料、新能源、信息技术等多学科高新技术成果的基础上,通过改造传统的毛坯成型技术,使之由粗糙成形变为优质、高效、轻量化、高精度、低成本、无公害的成形[1]。该技术在机械专业开设的“现代制造技术”“机械加工概论”和“切削原理及刀具”等课程中均有涉及。这些课程对加深学生理解精密成型技术、开阔学生眼界以及掌握现代制造技术有重要意义。为此本文将精密成型技术和声发射技术结合起来,开发了基于声发射的棒料磨损监测教学实验平台。
该实验平台主要采用声发射技术实时监测低应力下料过程中棒料表面的磨损状况,通过对下料过程中的声发射信号进行采集,得到幅度、能量、有效值(RMS)、平均信号电平(ASL)等声发射参数,从而确定最佳磨损效果,使得下料过程的磨损状态更加直观。
1 低应力下料简介
目前生产中的下料方法主要有带锯锯断、车刀车断、砂轮截断等[2-3]。实践证明,这些传统的下料方法不同程度地存在着材料浪费多、能量消耗大、刀具寿命短等不足。为了更好地满足棒管材精密下料要求,一种基于断裂设计的高效低应力下料应运而生[4-5]。低应力下料是将裂纹技术应用于下料过程,首先是人为地在棒材表面上预制一条环向近似裂纹,随后对带有环向裂纹的棒材一端施加一定外力,最终使棒材以低应力脆断形式分离[5]。然而,下料中发现无润滑油工况及基础油工况下下料模具中圆形锤头与棒料磨损严重,使得棒料接触面出现环形磨损现象。同时剧烈的摩擦磨损还会导致温度过高,进一步影响棒料表面质量。因此改善下料过程中圆形锤头-棒料摩擦副的润滑效果十分重要。许多学者针对摩擦磨损过程进行了大量研究。沃恒洲等[6-7]研究了MoS2作为添加剂的减摩抗磨功效,提出MoS2能够有效改善润滑效果。许琳[8]研究了声发射与摩擦磨损的关系,提出了声发射能有效表示摩擦状态。声发射是物体或材料内局部能量源迅速释放而产生瞬态弹性波的一种现象,其优点在于测得的信号来源于试件本身,是一种动态的无损检测技术[9]。邴龙雨[10]指出声发射技术通过分析处理信号,能够实时监控往复式摩擦磨损过程中的摩擦副变形磨损状况。为此本文通过将声发射技术与成型技术相结合。搭建了基于声发射的棒料磨损监测教学实验平台,通过声发射技术对圆形锤头-棒料摩擦副摩擦过程进行监测,实时掌握二者间的磨损状况,并且对声发射信号参数进行单一变量分析,定量确定出最佳MoS2添加剂含量,在此基础上探寻最佳磨损状态,展现出良好的实验效果。
2 低应力下料及声发射检测机理
2.1 低应力下料机理
基于液压补偿的低应力下料机(见图1(a))充分利用应力集中效应、液压补偿技术和离心作用对棒管料进行精密下料,主要由变频电机、液压传动系统、双滑块机构、下料模具、可移动夹持机构和机架等六部分组成。在下料过程中,将开有V 型槽的棒料一端放入下料模具中的圆形锤头内,另一端则使用夹具进行固定。随后三相交流电机通过主轴带动圆形锤头高速旋转,由于圆形锤头转速较高,其较小的质量和旋转半径产生一种较大的离心力,使得滑块在离心力作用下进行偏心滑动。同时液压系统对液压缸供油,使得圆形轴头滑块部分在径向槽内滑动,从而对离心力进行补偿。在离心力和液压补偿力的共同作用下,棒料V 型槽尖端萌生裂纹。依据现有断裂理论知识,V型槽尖端裂纹萌生后,会迅速沿着径面进行扩展,最终完全断裂,实现下料[11]。在下料过程中,下料模具部分由于与棒料接触,是下料机中主要磨损部件,很大程度上决定了下料机的使用寿命和棒料质量。如图1(b)所示。下料模具部分主要包括轴头、滑块和圆形锤头等。下料过程中棒料与圆形锤头直接接触,如图1(c)所示。因此二者之间的摩擦性能直接影响着棒料的表面质量以及圆形锤头的使用寿命。为直观展现不同转速时圆形锤头-棒料摩擦副的磨损和润滑状态,本文在基于声发射的棒料磨损监测教学实验平台上通过改变下料过程中圆形锤头转速的大小与施加在圆形锤头-棒料摩擦副中的润滑油中MoS2添加剂质量分数,采用声发射技术实时监测对摩表面的磨损状态,对声发射信号特征参数如RMS、ASL、幅度等进行分析,以定量确定在不同转速下最佳纳米MoS2添加剂质量分数。
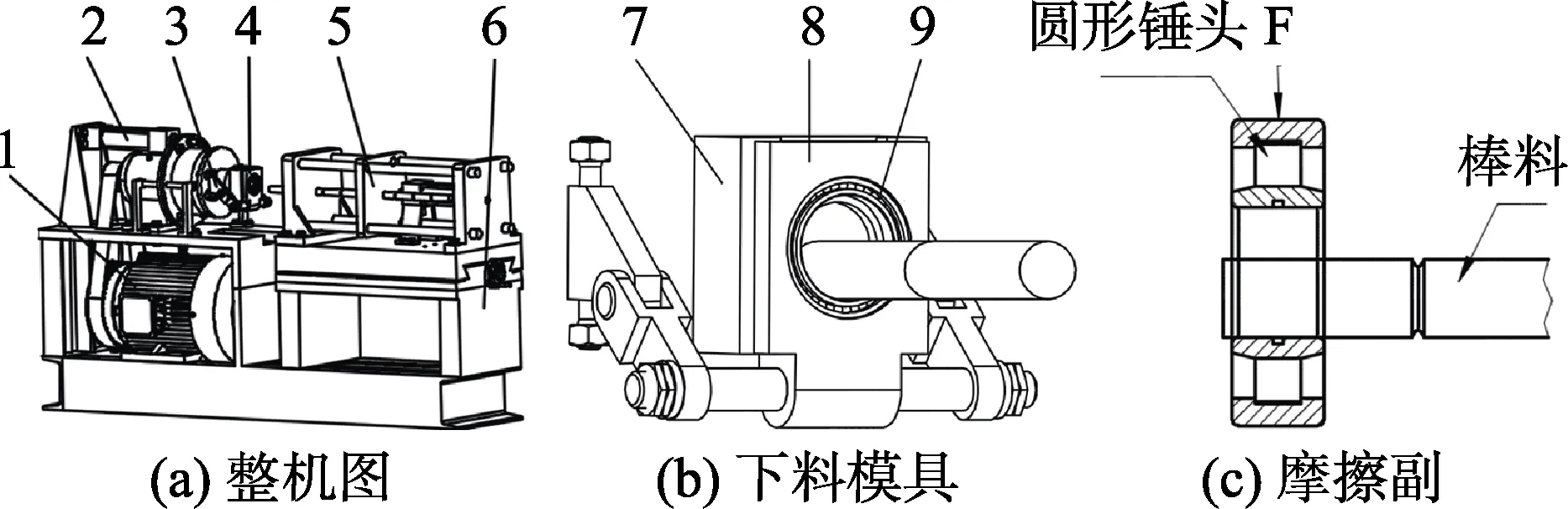
图1 低应力下料机的工作原理图
2.2 声发射检测机理
2.2.1 声发射技术基本原理
机械零件或材料受力时,在其微观结构上将产生位错、滑移、变形等情况,并在这些部位积蓄一定的能量,当这些位错、滑移、变形发展到一定程度时,零件或材料将发生损伤,此时以弹性波的形式释放出积蓄的能量,从而产生声发射现象[12]。大多数材料变形和断裂时都有声发射发生,如果释放的应变能足够大,就产生可以听见的声音。但许多材料的声发射信号强度很弱,人耳不能直接听见,需要借助灵敏的电子仪器或设备才能检测出来。用仪器探测、记录、分析声发射信号并利用声发射信号来推断声发射源的技术称为声发射技术[13]。图2 为常见声发射系统的原理图,其工作过程首先是传感器将采集到的机械振动信号转换成系统可识别的电信号,随后经前置放大器放大、滤波器滤波以及主放大器放大后,将此电信号传入计算机进行数据处理及分析。
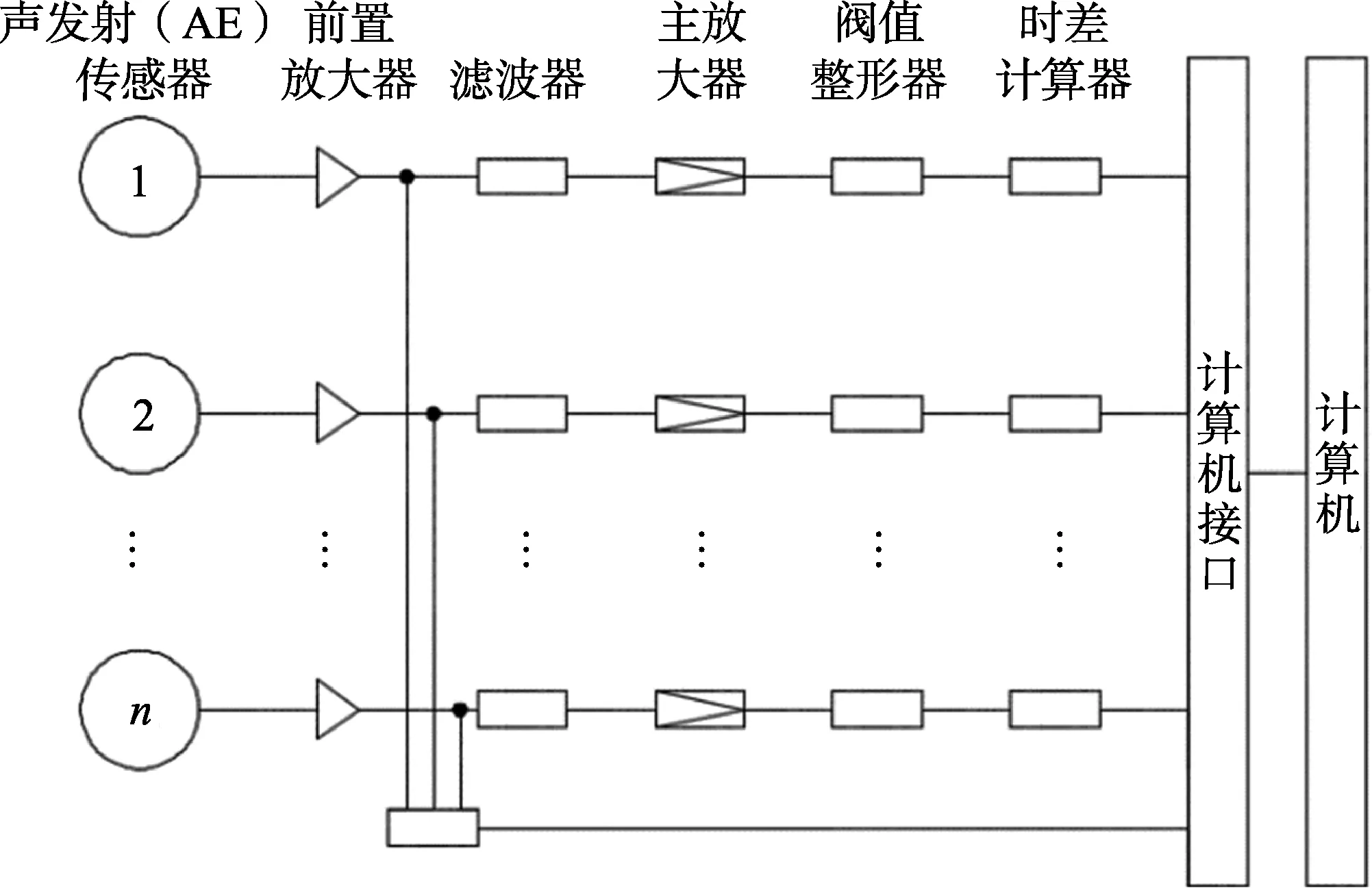
图2 声发射系统原理图
2.2.2 声发射表征摩擦磨损机理
为深入探索摩擦过程中能量释放与声发射信号之间的对应关系,从能量角度表征摩擦磨损机理,一些学者通过实验和理论分析给出了一些声发射源模型,比如晶体位错声发射模型、裂纹形成声发射模型等。Puliyakoye 等[14]、Fan 等[15]在GreenWood-Williamson接触模型基础上结合Hertzian 接触理论建立了滑动过程中接触面间微凸体弹性变形与声发射信号之间的关系。该理论认为当粗糙度分别为Rq1和Rq2的两平面处于摩擦状态时,其磨损状态与理想的刚性光滑表面和表面粗糙度均方根值为Rq=的平面磨损状态相一致。通过模型简化,将粗糙峰几何形状定义为球形,并假定球形粗糙峰半径为R1,并且接触情况可视为随机分布的高低不平的球体。因此该模型表面轮廓高度Z 服从高斯分布,接触的概率密度函数为f(z),可以得到两表面接触的概率为:

式中,z为球形粗糙峰的表面轮廓高度,mm;d为刚性表面到参考系平面的距离,mm。
假设接触面积为A,接触面单元面积的峰点数为m,每个峰点所承受的载荷为w,可以得到所有接触的峰点所储存的弹性能为:

假设Ke为接触峰的弹性能转换为声发射AE 信号的比率,Ks为声发射测量系统中传感器对声发射信号的转换率,通过计算接触峰的平均脱离时间、弹性能的释放率并与声发射参数相结合得到声发射信号特征参数Vrms为:
式中,N为两摩擦副接触面积之间接触峰点的总数;v为对摩表面滑动速度,mm/s。
由式(3)可知:在两接触面处于摩擦状态时,声发射信号特征参数RMS 的数值主要与接触面载荷、接触面的相对滑动速度以及接触面粗糙程度有关。因此在载荷和转速不变的情况下,声发射信号参数RMS能够有效地表征接触表面的摩擦磨损剧烈程度,因此使用声发射参数可以衡量接触面的摩擦磨损状态。
3 基于声发射的棒料磨损监测教学实验平台
3.1 实验平台组成
本文开发的基于声发射的棒料磨损监测教学实验平台见图3。该平台主要包括低应力下料装置、声发射传感器、显示器、增益可调节放大器、声发射主机、全信息声发射信号分析仪。低应力下料装置包括下料机控制箱和下料机主体。声发射传感器及圆形锤头-棒料摩擦副工作位置如图4 所示。声发射传感器布置在V 型槽切口附近,采用凡士林作为耦合剂,并采用固定装置将声发射传感器固定在棒料上,输出端连接增益大小为40 dB 的增益可调节放大器,将机械振动转化为可识别的电信号,最终通过全信息声发射信号分析仪将声发射信号转化为数据并导入声发射主机,进行声发射参数的处理。本文使用0.000 1g 感量的FA1004 电子天平对下料过程中圆形锤头-棒料摩擦副的磨损量进行称量,通过磨损量进一步验证最佳MoS2添加量的减摩抗磨效果。
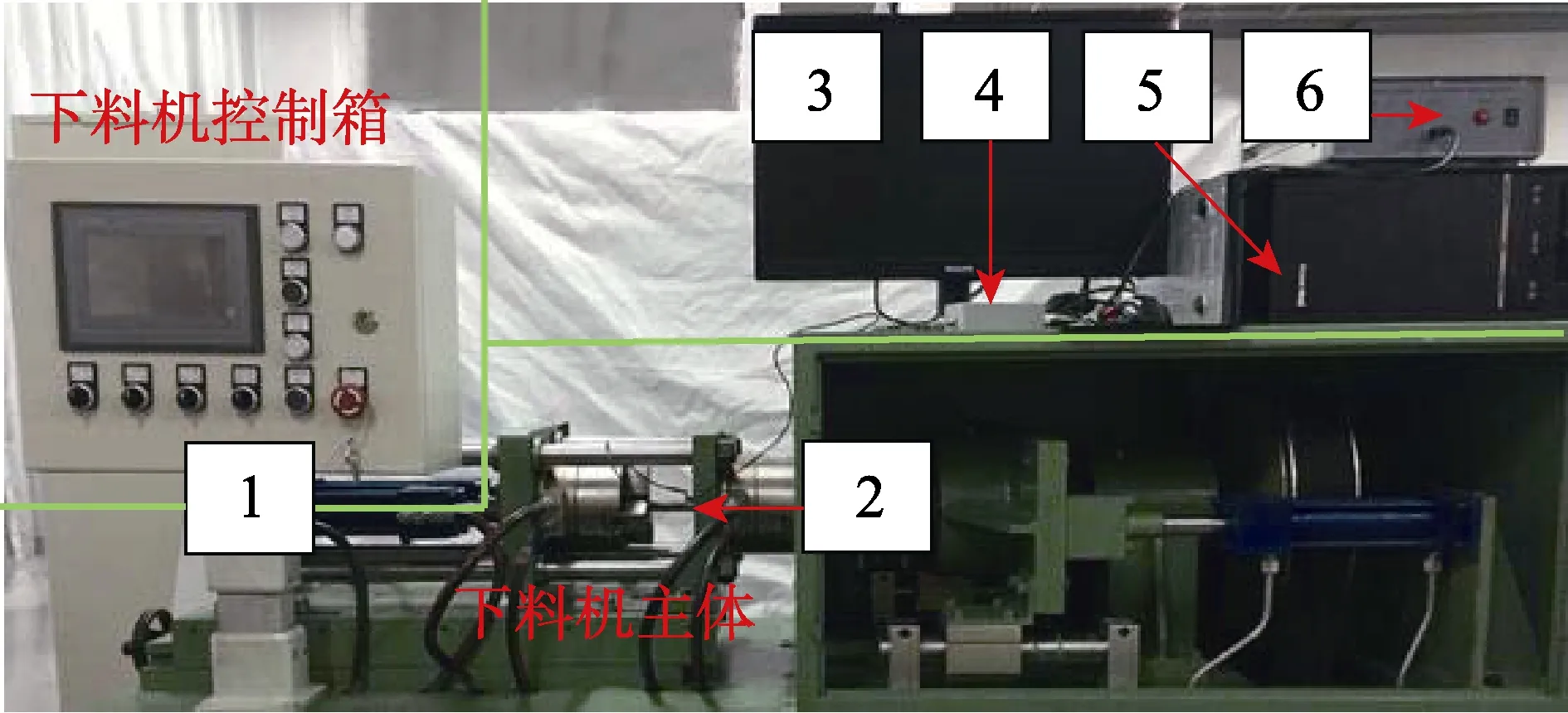
图3 基于声发射的棒料磨损监测教学实验平台
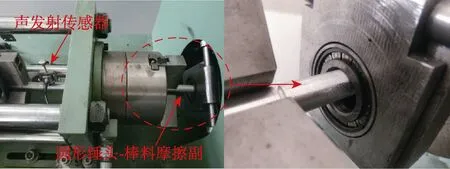
图4 声发射传感器及圆形锤头-棒料摩擦副工作位置
3.2 实验参数及过程
本实验平台采用的棒料参数见表1。实验所用的基础油为 60N,选用上海润立得公司生产的纳米MoS2,并且润滑油中MoS2添加剂的质量分数分别设定为0%、0.2%、0.3%、0.4%、0.5%、0.6%,将纳米级的MoS2按照一定配比与基础油混合并放在超声波振荡仪中振荡30 min 使其分散均匀。由于下料机主轴转速范围较宽,为500~1 800 r/min,为保证实验安全,选用中低转速进行实验,将下料机主轴转速分别设定为500、800、1 100 r/min,并且载荷固定,每组下料实验圆形锤头-棒料摩擦副摩擦时间为15~20 s。为保证监测系统所检测到的声发射信号主要为摩擦磨损信号,需要对声发射参数进行合理设置,声发射参数见表 2。由于棒料材料为 2a12 铝,圆形锤头材料为GCr15,因此声发射门槛值设为35 dB。考虑到电机及变频器等产生的电磁干扰,实验过程中采用导线将实验台与全信息声发射信号分析仪相连接并接地,以达到消除一部分噪声干扰的目的。
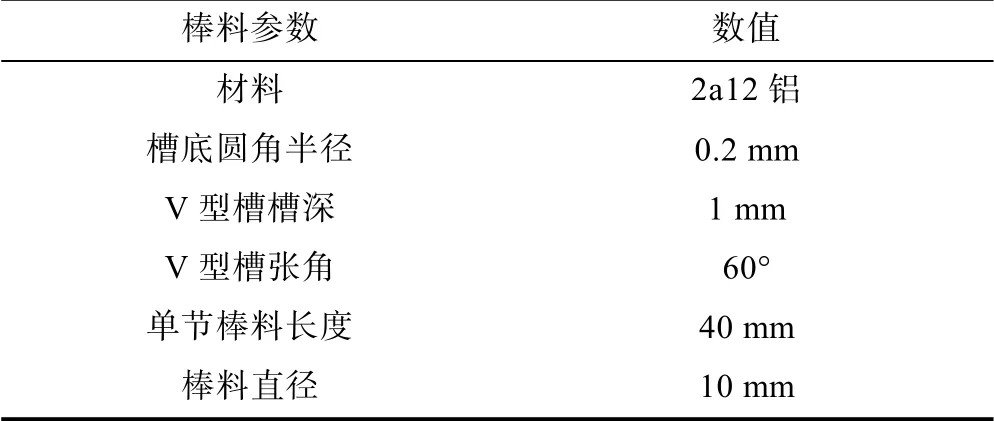
表1 棒料参数
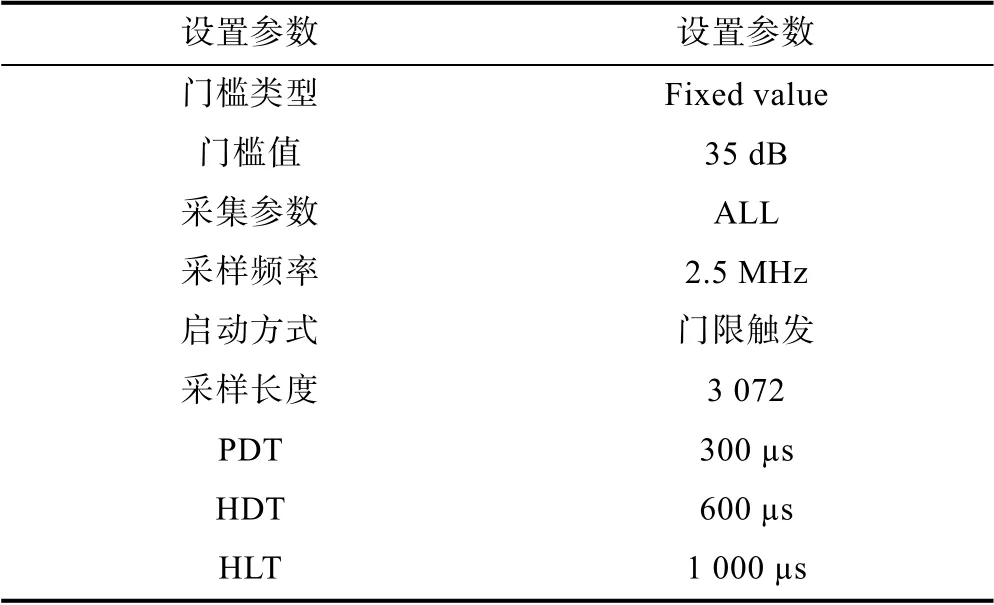
表2 声发射主要参数
本实验平台的工作流程如图5 所示。首先对棒料进行称量,得到棒料总质量,打开声发射仪及软件并进行初始化。随后进行断铅实验,通过产生一个类阶跃函数形式的信号检测声发射系统工作是否正常。待系统正常后对下料机进行初始化,首先通过液压三爪卡盘对棒料进行夹持,并通过液压系统推动棒料进入下料模具;其次通过调节变频系统以及液压系统得到合适加载力及实验要求转速,然后进行低应力下料。与此同时进行声发射信号采集直至棒料断裂。待棒料断裂后将断料放入丙酮超声清洗试验仪进行清洗,对断料和剩料进行称量并对声发射信号进行处理,完成实验数据的整理工作。
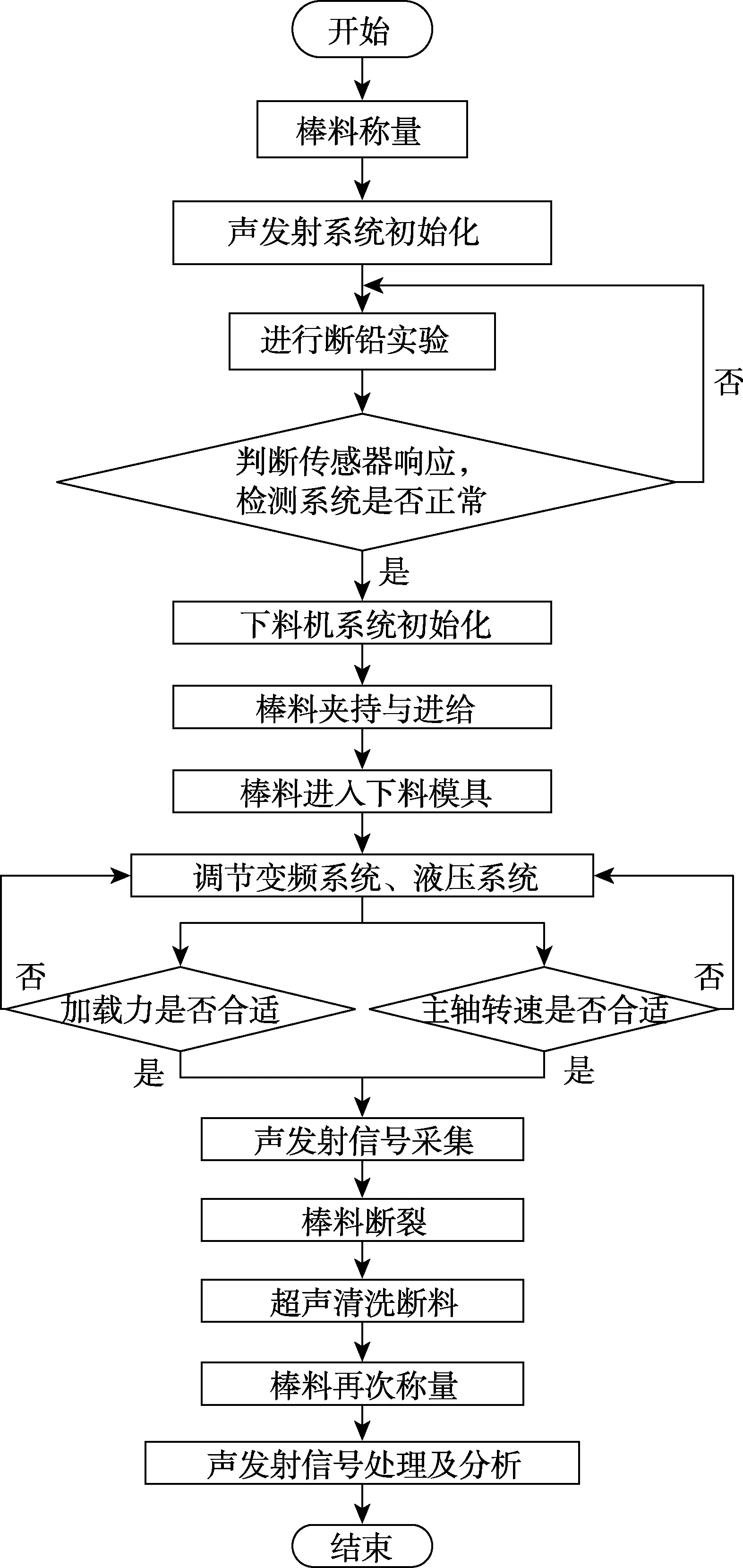
图5 基于声发射的棒料磨损监测教学实验平台工作流程
4 实验数据处理及分析
4.1 声发射参数确定最佳纳米添加剂含量
通过对实验平台采集到的声发射数据进行整理及分析,结果见图6。由图6 可知,声发射特征参数RMS、ASL、幅度和能量均随着转速的增加而增加,这是由于随着转速增加,虽然形成的润滑油膜使得微凸体接触的概率降低,但是单位时间内摩擦副摩擦行程变长,因此在单位时间内微凸体的接触数量并没有减少。并且由于转速的增加使得每个微凸体在接触时释放能量更大。二者综合作用下使得声发射信号在时域内增强,因此声发射信号会随着转速的增加而增加。
由图6 还可知,当圆形锤头的转速不变时,RMS、ASL、幅度和能量这些声发射特征参数随着MoS2添加剂质量分数的升高呈现先减小后增大趋势,并且质量分数在0.5%时声发射参数处于最低处。根据Fan 等[15]提出的微凸体弹性变形理论可知,声发射参数的大小与工件表面的磨损状态相关。当转速与载荷一定时,声发射参数的数值变化仅由摩擦副表面的接触特性有关,即对摩表面在单一时间内发生剪切的微凸体的数目越多,声发射信号强度就会越强,RMS 等参数就会越大,而接触点发生剪切作用的数量直接表征对摩表面的磨损状况。当RMS 等参数数值处于相对低点时,此时磨损量较少,润滑效果最佳。因此在不同转速下,当MoS2添加剂的质量分数为0.5%时,其润滑效果最佳。
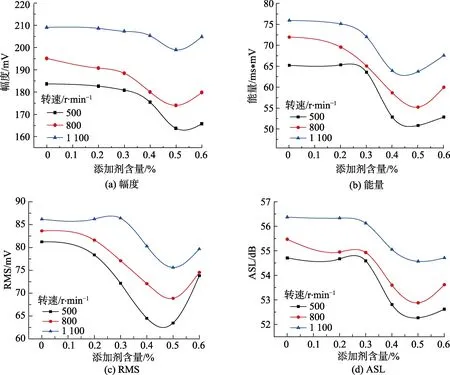
图6 不同转速下MoS2 添加剂质量分数与声发射信号特征参数的关系
4.2 最佳纳米添加剂含量与棒料磨损量之间关系
本文通过使用0.000 1 g 感量的FA1004 电子天平对下料过程中圆形锤头-棒料摩擦副的磨损量进行称量,首先在下料前先对棒料进行清理,随后使用FA1004 电子天平称量棒料的总质量。在低应力下料结束后,将断料放入丙酮超声清洗试验仪进行清洗,随后对断料和剩料进行称量,下料前总质量与下料后总质量之差即为下料过程棒料的磨损量。随后将磨损量与下料总时长相除,得到每秒不同转速、不同添加剂含量下的棒料磨损量。实验结果如图7 所示,发现在相同转速下随着添加剂质量分数的增加,磨损量呈现先减少后增加的趋势,并且当MoS2添加剂质量分数为0.5%时磨损量最小。通过对比MoS2添加剂质量分数为0.5%的磨损量与基础油工况的磨损量发现当圆形锤头转速为500、800、1 100 r/min 时磨损量分别减少18.3%、10.8%、16.3%。因此当MoS2添加剂质量分数为0.5%时较基础油工况磨损量可以减少10%以上,有效改善润滑效果。根据磨损量结果可以验证声发射信号对圆形锤头-棒料摩擦副摩擦磨损状态的衡量关系,并且使用声发射信号可以对磨损状态进行实时监测,也能衡量同种工况下随着磨损的深入时摩擦副的润滑状态。
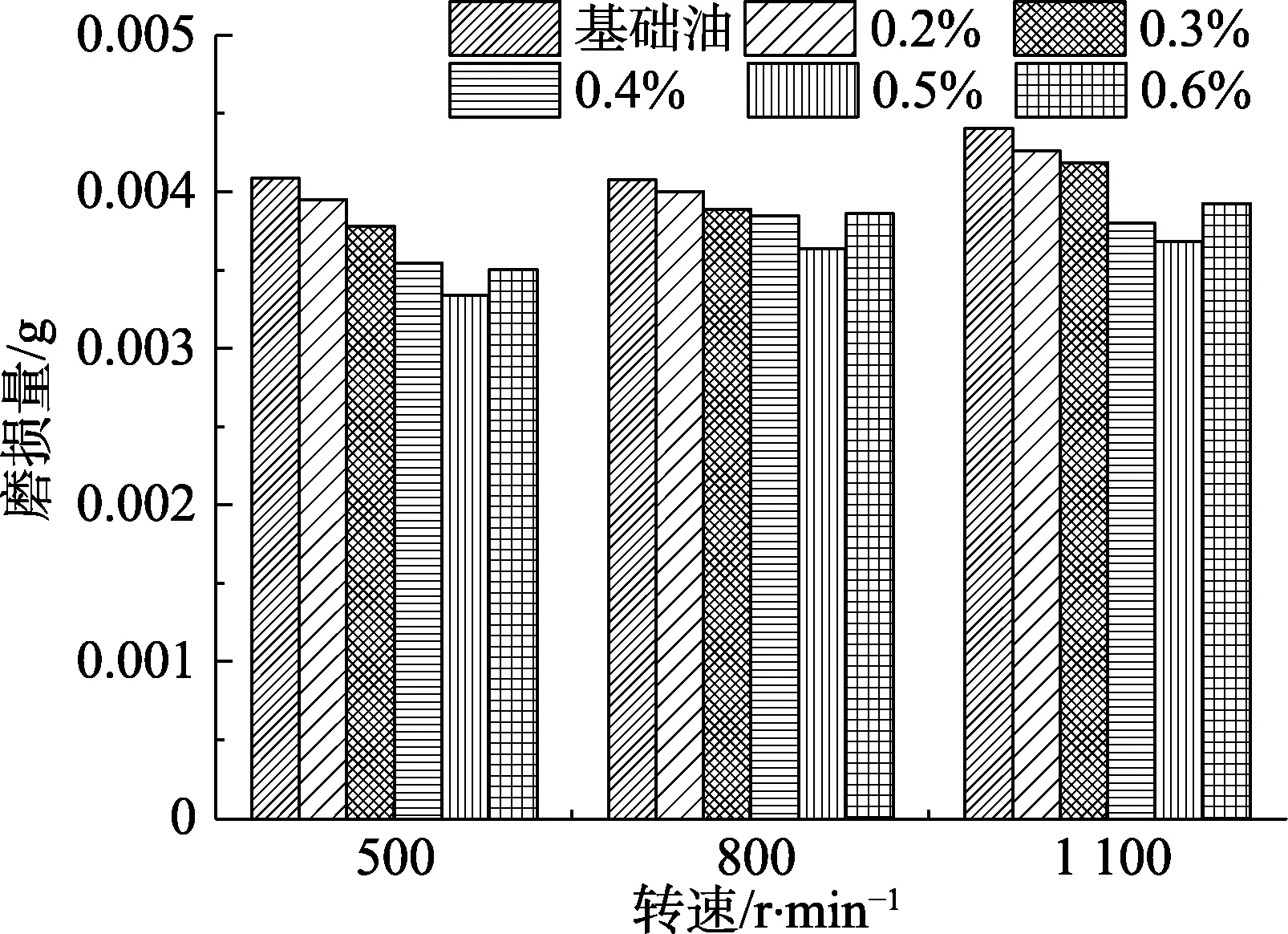
图7 不同转速下MoS2 添加剂质量分数与磨损量的关系
5 结语
本文开发了基于声发射的棒料磨损监测教学实验平台,通过结合声发射技术、传感器技术对圆形锤头-棒料摩擦副磨损状态进行监测,定量确定出不同转速下MoS2添加剂质量分数为0.5%时减摩抗磨效果最好,并且磨损量较基础油工况时可以减少10%以上,有效改善润滑效果。该实验平台可以直观地衡量出棒料的磨损状态,展现了下料技术以及无损检测技术在摩擦学、精密成形中的应用。学生通过实验可以掌握低应力下料机的使用方法,提高对现代加工技术的整体认知。对棒料的磨损状态进行实时监测,能使学生较好地熟悉声发射技术、传感器技术,掌握数据收集及处理方法,从不同角度学会摩擦磨损问题的衡量标准,开拓学生发现问题、解决问题方法的多样性,增强学生发散思维的创新性。该实验平台丰富了学生对“现代制造技术”“摩擦学原理”“切削原理及刀具”“机电信息检测与处理技术”等相关课程的整体认知和理解,达到了良好的实验教学效果。
