四川理县某金矿选矿试验研究
2020-09-30唐劭禹徐国栋邓星星任鹏鲲
唐劭禹, 徐国栋, 邓星星, 任鹏鲲
(四川晶大矿业科技有限公司, 四川成都 610051)
石英脉型、破碎带蚀变岩型、花岗岩型、构造蚀变岩型、铁帽型、微细粒浸染型为黄金矿床中主要的的几种工业类型[1]。浮选法、重选法、化学法是金矿选矿工艺中较为常用的方法[2]。其中重选法用于脉金的选别中作为联合流程提前回收粗粒单体金,而近年来工业上多采用尼尔森重选法[3]。浮选法是主要适用于铅、锌、银、铜等金属硫化矿的伴生金[4]。化学法中的混汞法主要适用于粗粒单体金的回收,现在由于汞毒的污染问题,已经被浮选法、重选法所取代[5]。氰化法和堆浸法主要在低品位矿山应用较广[6]。
在国内、国际稀贵金属市场下,金矿中金元素的有效回收成为我国工业经济发展的必然需求[7]。四川理县某金矿中金元素主要赋存在单体金和硫化矿包裹金中,脉石矿物主要有黄铁矿、石英、斜长石、角闪石。以工艺矿物学研究结果作为基础,采用浮选-重选联合流程对该金矿中的金元素进行回收。
1 矿石性质
选矿试样取自一个矿体4个矿硐,根据全矿体平均品位及各矿体已知储量和预测储量配制原矿试验样。试验样金矿矿石自然类型属中低温热液成矿类型。工业类型属小型含金石英脉型,含金硫化物石英脉型金矿石、碎裂岩型金矿石、少量蚀变花岗闪长岩型金矿石、角岩型金矿石[8-9]为主要矿石类型。
由分析结果可知,矿样金品位5.65%,该金矿的化学组分复杂,主要化学组分为SiO2、Al2O3、TFe、K2O、CaO和Na2O。另有一定量的P2O5、SO3和TiO2。其中S主要来源于矿石中的含硫矿物黄铁矿,由表3结果可见,矿石中金元素的赋存状态主要以单体金为主(占95%),且在物相测试时标准细度为-325目90%的条件下仍有0.04%的硫化包裹金相存在,因此推断矿物中的大部分硫化矿包裹金完全单体解离,在该细度下以单体金形式存在。
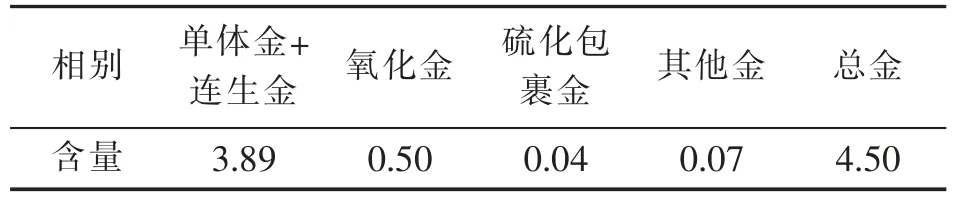
表3 原矿金物相分析/g/t
2 试验方法
以四川理县某金矿作为研究对象,根据该矿石的特点,分别采用单一浮选、单一重选、浮重联合流程。根据原矿样性质,前期探索性试验采用单一浮选、重选选矿工艺流程,以金矿产物的金品位及金回收率为指标,研究各单一选矿流程对含金矿物的富集及回收情况。浮选单因素条件试验采用一粗两扫流程,试验流程图见图1,重选单因素条件试验采用一粗一精流程,试验流程图见图2。
3 结果与讨论
3.1 浮选磨矿细度试验
通过改变浮选磨矿时间,分别研究在浮选磨矿细度为(-0.074mm含量):47%、55%、68%、75%、85%条件下金元素的回收情况,选矿流程见图1,试验结果见图3。
由图3可知,磨矿细度达-0.074 mm 85%时,硫化金精矿中的金回收率开始下降。原因在于磨矿时间增加导致有用矿物与脉石矿物一起过磨,部分脉石矿物泥化严重形成夹带,与有用矿物一起上浮,回收率下降。由此可知,最佳浮选磨矿细度为-0.074 mm 75%。
3.2 活化剂种类试验
硫浮选常用的活化剂有硫酸铜、稀硫酸及碳铵。该试验对比硫酸铜、稀硫酸及碳铵对硫化物的活化效果。磨矿细度-0.074 mm 75%,捕收剂采用丁基黄药,柴油作为辅助捕收剂添加于矿浆中。试验结果以浮选精矿、浮选尾矿中金品位及回收率作为指标。试验流程图见图1,试验结果见表4。
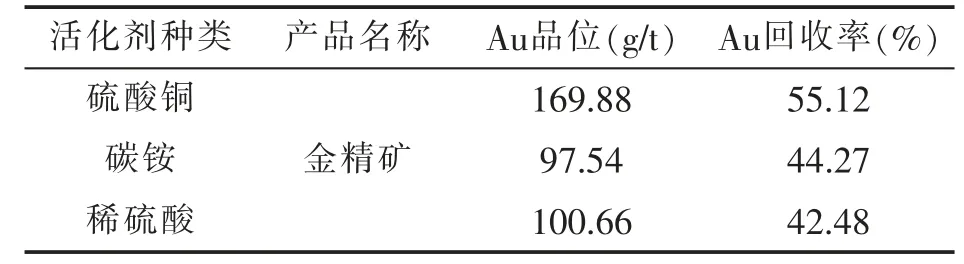
表4 活化剂种类试验结果
由表4可知,硫酸铜对硫的活化效果较碳铵和稀硫酸好,采用硫酸铜作为选硫化矿活化剂所得到的金精矿品位达169.88g/t,回收率55.12%。
3.3 硫酸铜用量试验
研究硫酸铜用量对试验样中金元素回收的影响。采用硫酸铜作为浮选活化剂,其余实验条件不变,其试验流程见图1,试验结果见图4。
由图4可知,在黄药体系下,继续增加硫酸铜用量会导致捕收剂选择性下降,剩余的硫酸铜继续消耗捕收剂导致回收率下降,硫酸铜最佳用量为500g/t。
3.4 捕收剂种类试验
对比硫化矿浮选中常用捕收剂丁基黄药和丁铵黑药对选矿样中金元素的回收效果,其试验流程见图1,试验结果见表5。

表5 捕收剂种类试验结果
由表5可知,对比了丁基黄药和丁铵黑药对硫化物中金元素的回收情况。丁基黄药和丁铵黑药类均对金元素有回收效果,丁基黄药捕收环境下金精矿指标为:金品位166.84 g/t,金回收率54.92%,优于以丁铵黑药作为捕收剂的条件下的浮选金精矿指标。后续试验采用丁基黄药作为浮选捕收剂。
3.5 重选摇床磨矿粒度试验
矿样放入XMQ-240×90锥形球磨机中磨矿,在磨矿浓度为66.67%。重选摇床采用单层粗砂摇床,摇床床面横坡角3°,横冲水流量保持不变。探索不同磨矿细度对重选摇床精矿尾矿中金元素的影响,以金品位及回收率作为判断依据。试验流程图见图2,试验结果见图5。
由图5可知,随着磨矿细度的提高,重选精矿中金品位提高,但磨矿细度达-0.074 mm 75%时金精矿中的金回收率开始下降。原因在于原矿粒度过细导致部分细粒级金在摇床床面被横冲水冲入中矿,回收率下降。由此可知,最佳摇床磨矿细度为-0.074mm68%。
3.6 全流程闭路试验
试验流程见图6,试验结果见表6。
4 结论
(1)试验用原矿样中金品位5.65 g/t,矿石中的金主要以单体金和硫化矿包裹金为主(占95%);主要化学组分为SiO2、Al2O3、TFe、K2O、CaO和Na2O。另有一定量的P2O5、SO3和TiO2。
(2)原矿样进行了“浮-重”联合流程,试验结果显示“一粗两扫两精-浮尾重选”的联合流程工艺流程简单且能得到较优的产品指标,原矿样经过该流程处理可以得到金品位195.98 g/t、金回收率63.25%的浮选金精矿;金品位43.61g/t,银回收率27.07%的重选金精矿,全流程金元素的总回收率为90.32%。