车门定位方式及其在车门面差分析中的应用
2020-09-29李海滨
摘要:本文介绍了车门总成检具窗框定位、内板定位、外板定位以及铰链定位这4种定位方式的定位基准和使用条件;并通过实例重点介绍了外板定位和内板定位在车门面差分析中的应用方法。
关键词:车门;定位方式;面差分析
中图分类号:U466
文献标识码:A
0前言汽车车门的间隙、面差是整车外观品质的重要组成部分,同时也与整车的风噪、密封防水性和车门开闭感等性能紧密相关。因此,车门间隙、面差是焊装车间精度管控的重点和难点。在整车试制和制造过程中,车门精度控制以及车门面差分析基本都是通过车门总成检具进行的。在总成检具上,车门一般有窗框定位、内板定位、外板定位和铰链定位这4种定位方式。根据不同的目的选用不同的定位方式,有利于问题的高效分析和快速解决[1]。
1窗框定位
定位基准在窗框上,利用2根定位销和若干Y向定位块定位,基本与窗框单品检具定位方式一致。因此,门总成检具可以用作日常检测和监控窗框单品精度。此外,通过对比门总成在窗框定位和内板定位两种定位方式下窗框部分的精度差异,可以分析焊接工艺对车门窗框部位精度的影响。
2内板定位
定位基准在内板上,采用内板2个主副定位销定位X、Z向,4个基准面定位Y向。内板定位是车门使用最广泛的定位方式。车门的整个生产过程,从冲压单品、零件焊接、外板包边以及到门总成,均采用统一的内板定位基准[1]。由于各工序基准保持一致,因此内板定位通过测定内板单品精度、各焊接工位分总成精度以及包边总成精度可以分析车门工序变量,进而锁定车门精度偏差的发生工位,便于车门精度调控和问题改善。
需要提及的是,门总成检具一般是立式的,而冲压内板单品检具是卧式的。在内板单品刚性不足和重力影响下,2套检具分别测定的内板单品精度可能会有所差异。此外,在生产过程中,若夹具精度或者零件搭接面精度存在偏差,焊接后可能引起内板局部变形,导致内板基准不贴。这种情况下,精度测量数据可能失真。根据笔者实践经验,精度变化大的工位一般是固定焊夹具岗位。
3外板定位
定位基准位于车门外板上,一般在车门外板包边位选择8处位置设置基准。其中,对X、Z方向各采用2个限位块进行定位,Y向则通过4个压板进行调节定位。有些车门装配线采用整体分装式装具装配车门,即先用定位装具将车门铰链装配到车身上,再用自定位螺栓将车门与铰链连接起来。此时,车门精度日常监控更关注车门内外板的相对位置。
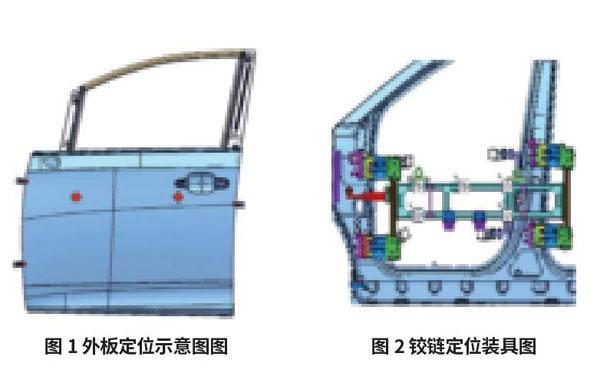
因此,在实际使用过程中,笔者会对外板定位方式进行改动,即以内板主副基准孔作为X、Z向定位基准,以外板上、下铰链和门锁扣3处包边位置作为Y向定位基准(图1)。选择这几处作为Y向基准,主要是基于车门是通过这3处固定于车身的。外板定位主要用于门总成内外板相对位置分析、滚边工艺精度调试及整车车门匹配分析等情况。
4铰链定位
定位基准在车门铰链上,以铰链车身页安装孔作为定位基准。然而,铰链车身页安装孔是过孔,单边存在1.5~2.0mm的过孔量。因此,铰链在实际装配过程中,由铰链定位装具确定X、Z向(图2)。铰链定位方式将车门与铰链当作整体,对比该整体在车身和检具的状态,可以分析车门与车身的匹配问题。特别是当车门相对车身Y向存在内旋或者外张时,利用铰链定位有助于快速锁定原因。
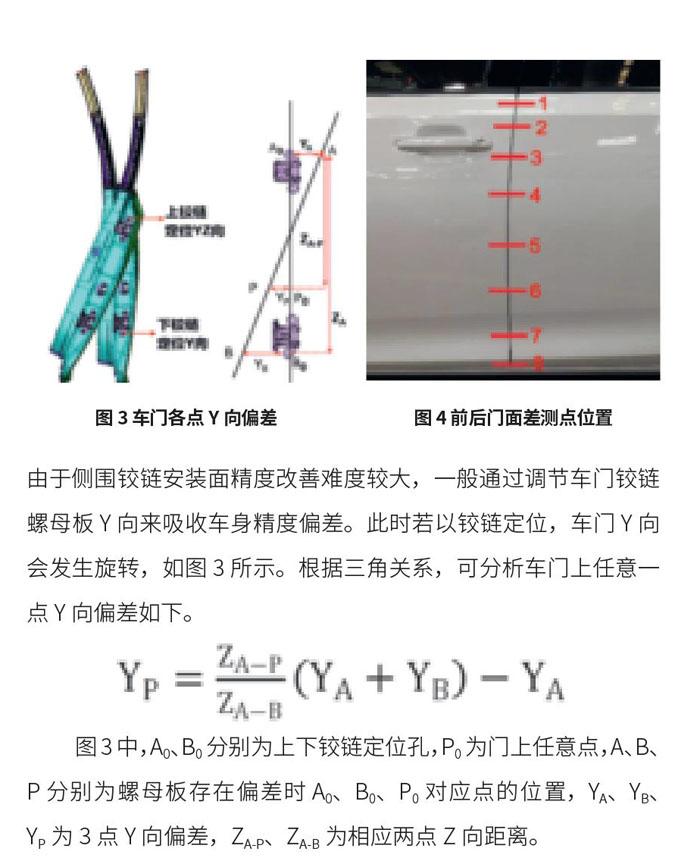
车身制造过程中,侧围上的铰链安装面精度可能存在偏差。由于侧围铰链安装面精度改善难度较大,一般通过调节车门铰链螺母板Y向来吸收车身精度偏差。此时若以铰链定位,车门Y向会发生旋转,如图3所示。根据三角关系,可分析车门上任意一点Y向偏差如下。
图3中,A0、B0分别为上下铰链定位孔,P0为门上任意点,A、B、P分别为螺母板存在偏差时A0、B0、P0对应点的位置,YA、YB、YP为3点Y向偏差,ZA-P、ZA-B为相应两点Z向距离。
5实例分析
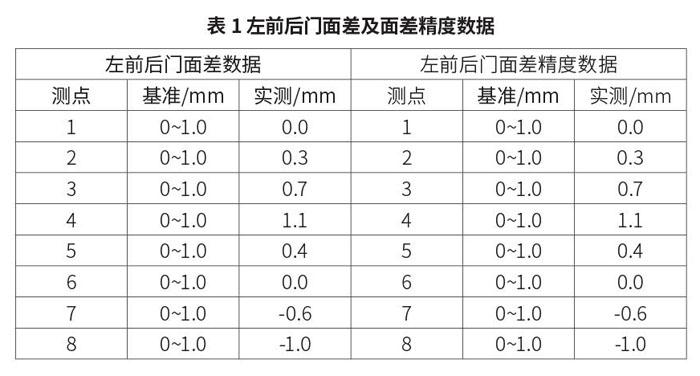
某车型生产过程中,左前和左后门存在面差问题,在线调整困难,影响整车外观质量。前后门面差数据见表1,其中测点4、7、8不在整车基准内(图4)。
以改动后的外板定位方式对前后门总成进行检测。从表1中可知,前后门面差不良主要原因是前门总成精度不良:即测点3、4与测点7、8存在1.3~1.9mm的极差。为分析前门总成精度不良原因,以内板定位方式测定前门工序变量。从图5中可知,测点3、4处面差主要是内板单品精度偏差1.0mm左右导致,点7、8处面差主是由各工位焊接变形和滚边变形累积导致。门总成点3、4处面差通过将内板单品包边面往车里修模1.0~1.5mm来改善。内板精度改善后,門总成测点3、4处面差优化了0.7mm。门总成点7、8面差则通过夹具预变形来改善。
鉴于窗框点定夹具在测点7、8位置没有焊接作业和定位块,以及滚边调试面差难度较大且效果不佳,因而主要通过优化防撞杆点定夹具来改善点7、8处面差。车门夹具结构如图6所示:防撞杆点定夹具在测点7、8处要进行防撞杆焊接,附近存在4个定位块。通过几轮验证调试,将序号1~4定位块依次往车外调整0.7mm、1.0mm、1.5mm和0.7mm时,测点7、8处面差优化0.5mm,且钣金轻微,在可接受程度内。左前门精度经过2轮改善后,前后门面差已满足整车基准。
6结束语
本文对车门总成检具的4种定位方式和具体使用条件进行了介绍,并结合实例就内外板定位方式在车门面差分析中的应用进行了讨论,为生产制造过程中车门面差分析和精度调试提供了常见思路和方法。
【参考文献】
[1]邵何兴,王学敏.车门检具三定位系统浅析[J].汽车工艺师,2018(05):62-64.
作者简介:
李海滨,硕士,研究方向为车身精度管理、质量解析等。
