浓硫酸储运过程中影响色度的原因分析及措施
2020-09-28车文通孙娜娜
曹 军,程 翔,车文通,孙娜娜
(新疆中泰纺织集团有限公司,新疆库尔勒 841000)
GB/T 534—2014《工业硫酸》对硫酸产品的硫酸含量、杂质含量、透明度、色度等指标进行了明确的规定,然而硫酸在生产、储存和运输过程中会出现发黑、发绿、发红等现象。新疆中泰纺织集团有限公司(以下简称中泰纺织)从事粘胶短纤维的生产和新产品的开发,其重要的化工原料硫酸一部分通过硫磺与硫化氢联合制酸工艺生产,不足部分通过外部采购进行补充。自2019 年8 月以来中泰纺织酸碱库岗位人员发现大批量由槽罐车运输至该公司的w(H2SO4) 98%硫酸有发红的情况。经咨询,硫酸生产厂家成品硫酸经过不锈钢管道输送到酸储罐,然后通过计量槽装入硫酸运输专用槽罐车,厂家对出库的浓硫酸进行了质量检查,且其他接收同一储罐硫酸的公司并没有反馈出现硫酸发红的情况。由此推断,硫酸在生产和储存过程中并无异样,出现发红现象必然是发生在运输环节。为此,笔者针对浓硫酸在运输过程中出现的发红现象进行了研究分析并提出了有效的建议措施。
1 浓硫酸色度变化原因分析
1.1 硫酸浓度及杂质离子的影响
为判断硫酸浓度与硫酸发红的关系,公司技术人员联系硫酸生产厂家对硫酸浓度进行调整,w(H2SO4)从98%调至95%,而后从95%调至93%,浓硫酸发红的现象都没有得到改善。由此推断,浓硫酸发红与硫酸浓度没有直接关系。
裴明杰[1]对干吸工序及干吸地下槽硫酸发红的现象进行了分析,通过元素含量检测及挂片试验证明:碳钢中含有的Cr,Mn 和Fe 这3 种有色元素在硫酸中有氮氧化物存在的情况下,会使硫酸在输送过程中变红;硫化矿伴生的少量稀有元素Se经焙烧进入硫酸形成亚硒酸,在有SO2存在的情况下被还原为红色的无定性硒,使酸库地下槽或大的储罐中沉淀富集而引起硫酸发红。据此分析,硫酸发红主要是由于酸中含有较高含量的Fe 和Se 引起的,而中泰纺织购买的硫酸在出厂前颜色正常,铸铁材质的运输槽罐车钝化膜遭到破坏后会使Fe 含量增加,那么浓硫酸发红的原因之一可能是其Fe含量过高所致,而非Se 的影响。
1.2 运输过程硫酸的变色分析
2019 年8 月9 日,中泰纺织派出技术人员跟随运输浓硫酸的槽罐车查找硫酸变色的原因,实施方案如下:
1)在浓硫酸装入槽罐车后发车前、运输过程中、到达目的地卸车前分别取硫酸样品置于250 mL 广口瓶中封存,观察硫酸的颜色并记录硫酸样品的温度及车体温度,其中发车前和卸车前分别取1 个样品(记为1#和4#),运输过程中取2 个样品(记为2#和3#)。
2)目测硫酸样品的颜色,测定4 个样品中铁和硒的含量。
经观察,1#、2#和3#硫酸样品均未变色,与出厂外观相同;而4#硫酸样品则呈粉红色。
测定4 个硫酸样品和公司自产w(H2SO4) 98%硫酸中Fe 和Se 的含量数据见表1。
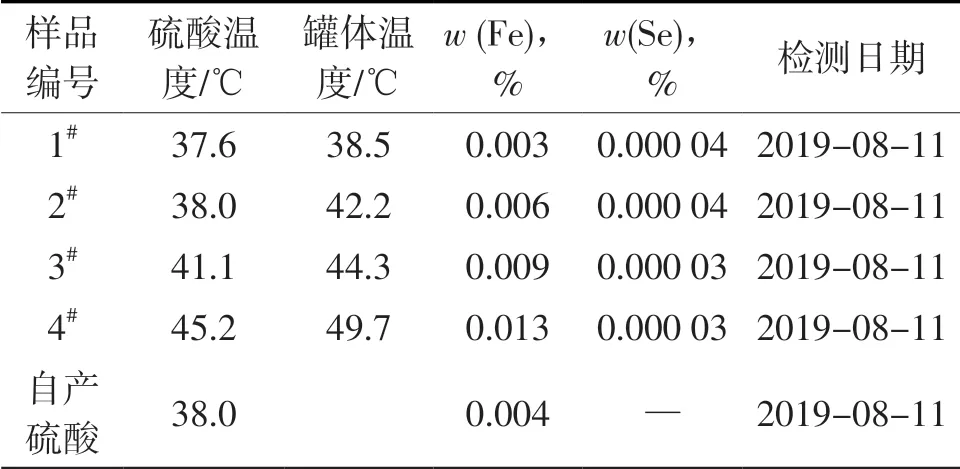
表1 硫酸样品中Fe和Se的测定结果
由表1 可见:外购硫酸中Fe 的质量分数随着硫酸温度的升高而明显增加,Se 的质量分数没有明显的变化;自产硫酸由于采用硫磺制酸工艺,品质较好,w(Fe)仅为0.004%,Se 未检出。由此可以排除Se 对硫酸发红的影响。
1.3 硫酸变红模拟试验
取分析纯硫酸与中泰纺织自产浓硫酸,分别滴入配制好的0.5 mol/L 的硫酸铁溶液至硫酸出现淡粉红色,测定其中的w(Fe)分别为0.017%和0.016%。
试验过程中,随着Fe3+浓度的升高,硫酸呈现粉红色,静置1~3 h,变红色的浓硫酸又恢复了无色透明状态,但底部有些许白色沉淀。硫酸的这一变化过程与槽罐车运输过程中硫酸的变化情况相同。由此表明:硫酸发红的根本原因是硫酸中有大量游离Fe3+的存在。
2 硫酸在运输过程中变红的诱因分析
2019 年8 月15 日,浓硫酸变红的现象又自行消失了。在浓硫酸品质恢复以前,除了遇到一次降温,环境温度降低外,其他外界因素都没有发生变化。根据3 次跟车的温度测定,浓硫酸发生变红的运输过程中罐体温度达到49 ℃以上,而其他2 趟运输浓硫酸温度都较低一些,罐体最高温度42 ℃。由此推断,硫酸的温度也可能是造成硫酸变红的一个重要因素。
2.1 槽罐钝化膜破坏的原因分析
浓硫酸具有与金属接触使之发生钝化形成钝化膜的特性,钝化膜会把浓硫酸和金属容器隔绝使得浓硫酸不再和金属反应,装运浓硫酸的槽罐车即利用了这一原理。经常装运硫酸的槽罐车罐体内部应该已形成钝化膜,那么出现硫酸变红的现象,应是槽罐的钝化膜受到了破坏。
槽罐车在运输过程中钝化膜被破坏主要有3 个原因:①在运输过程中,槽罐中的液体由于晃动对钝化膜产生机械冲刷;②装运硫酸的车辆运输了其他液体,造成罐体的钝化膜被破坏;③运输浓硫酸的过程中罐体温度高于49 ℃后将持续的发生化学反应而不能形成稳固的钝化膜。
经分析,该硫酸生产厂家定期通过槽罐车运输浓硫酸到中泰纺织,在运输时间和距离不发生变化的情况下,硫酸变红的现象并不是一直存在的,由此可知机械冲刷不是破坏槽罐钝化膜的主要原因;该车辆是运输硫酸的专用车辆,并未运输其他液体产品,因此不存在其他液体破坏槽罐钝化膜的情况。而技术人员在随车运输硫酸的过程中发现,当罐体温度达到49 ℃以上时,硫酸就会出现变红的现象。另外,当环境温度大幅降低时,硫酸也不会变红。综上所述,过高的温度是破坏槽罐钝化膜的主要原因。
2.2 槽罐钝化膜的温度影响试验
为了验证温度对槽罐钝化膜的影响,分别用不锈钢材质和铸铁材质制作模拟硫酸储罐进行试验。将模拟储罐内壁预先用浓硫酸进行钝化处理,装入新生产的38 ℃w(H2SO4)98%硫酸,静置1 h,观察颜色变化。然后用蒸汽对模拟储罐逐渐升温,升温时保持硫酸温度与罐体温度基本一致,同时每升高2 ℃观察硫酸的颜色变化并记录硫酸的温度。试验数据见表3。
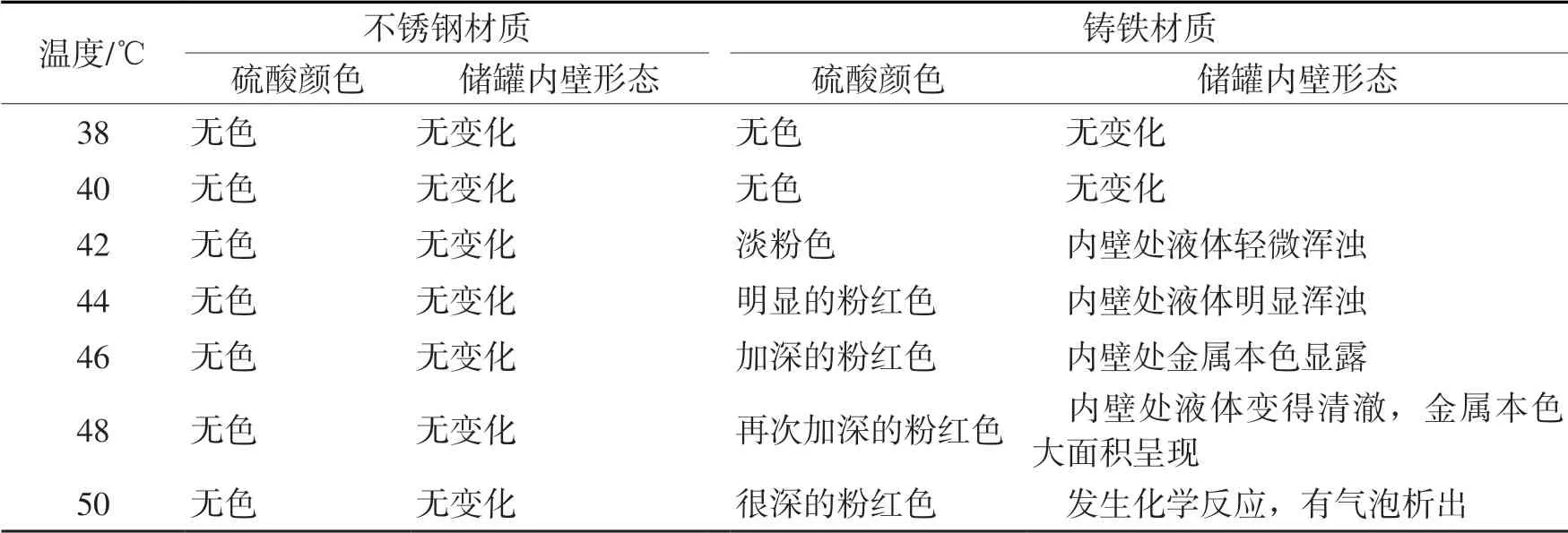
表3 模拟储罐钝化膜的温度影响试验
由表3 可以看出:随着温度的逐渐升高,不锈钢材质的储罐不会影响浓硫酸的品质,而铸铁材质的储罐则会在硫酸高于42 ℃时,钝化层慢慢地破坏,硫酸呈现出粉红色,且颜色逐渐加深。
3 结语
通过分析,查找到浓硫酸在运输途中出现发红现象主要是由于浓硫酸温度高于42 ℃时铸铁材质的槽罐内壁钝化膜被破坏,浓硫酸与铸铁反应生成Fe3+造成的,另外浓硫酸在运输过程中不断晃动产生的机械力冲刷也加剧了钝化膜的破坏,使硫酸在运输过程中变红。为了避免再次发生上述问题,在硫酸运输过程中应采取以下措施:
1)在长距离或者高温天气运输浓硫酸,建议采用不锈钢或其他非铸铁槽罐车。
2)在使用铸铁槽罐车运输浓硫酸时,应控制槽罐内硫酸的温度不超过42 ℃,同时应尽量保证车的平稳性,减少液体晃动对罐内钝化膜的破坏。
