补焊对5754铝合金焊接接头组织和性能的影响
2020-09-26徐仲勋王志刚李小欣
徐仲勋 王志刚 李小欣
(1.平高集团有限公司,河南 平顶山 467001; 2. 平高电气股份有限公司,河南 平顶山 467001; 3. 平高集团焊接技术及压力容器实验室,河南 平顶山 467001)
5754铝合金具有良好的焊接性能,常用于制作特高压气体绝缘输电线路(gas-insulated transmission line, GIL)的外壳。气体绝缘输电线路是采用 SF6等气体作为绝缘介质、以接地的金属外壳封闭的输电线路,其长度超长,并在隧道等复杂环境中使用[1],因此对外壳的气密性要求极高,焊接质量是影响其气密性的主要因素之一。生产中,由于外壳的焊缝有焊接缺陷,其一次合格率偏低,需对焊缝进行修补。压力容器标准规定,焊缝同一部位的返修次数不宜超过2次。但实际上却存在焊缝同一部位返修2次仍不合格的情况,需再次返修。同时,修补焊缝时,由于增加了焊接热输入,焊接接头的显微组织会发生变化,导致接头性能变化[2]。本文采用手工钨极氩弧焊对5754铝合金焊缝的同一部位进行了1~3次补焊,检测了焊接接头的显微组织和力学性能,目的是揭示焊缝修补对该合金焊接接头组织和性能的影响,为实际生产提供参考[3- 4]。
1 试验材料与方法
1.1 试验材料
试验材料为尺寸10 mm×125 mm×500 mm的5754- H111铝合金板,填充材料为φ5 mm的Al5356焊条,两者的化学成分见表1。

表1 试验用5754铝合金和Al5356焊条的化学成分(质量分数)
1.2 焊接工艺
焊接接头为35°坡口、无钝边的对焊接头,其截面示意图见图1,焊缝余高h为0~3 mm,熔宽c为(b+4)~(b+8) mm,在焊接装配时,焊接接头间隙b为0~2.5 mm。焊接工艺为手工钨极氩弧焊,单面焊接双面成形。
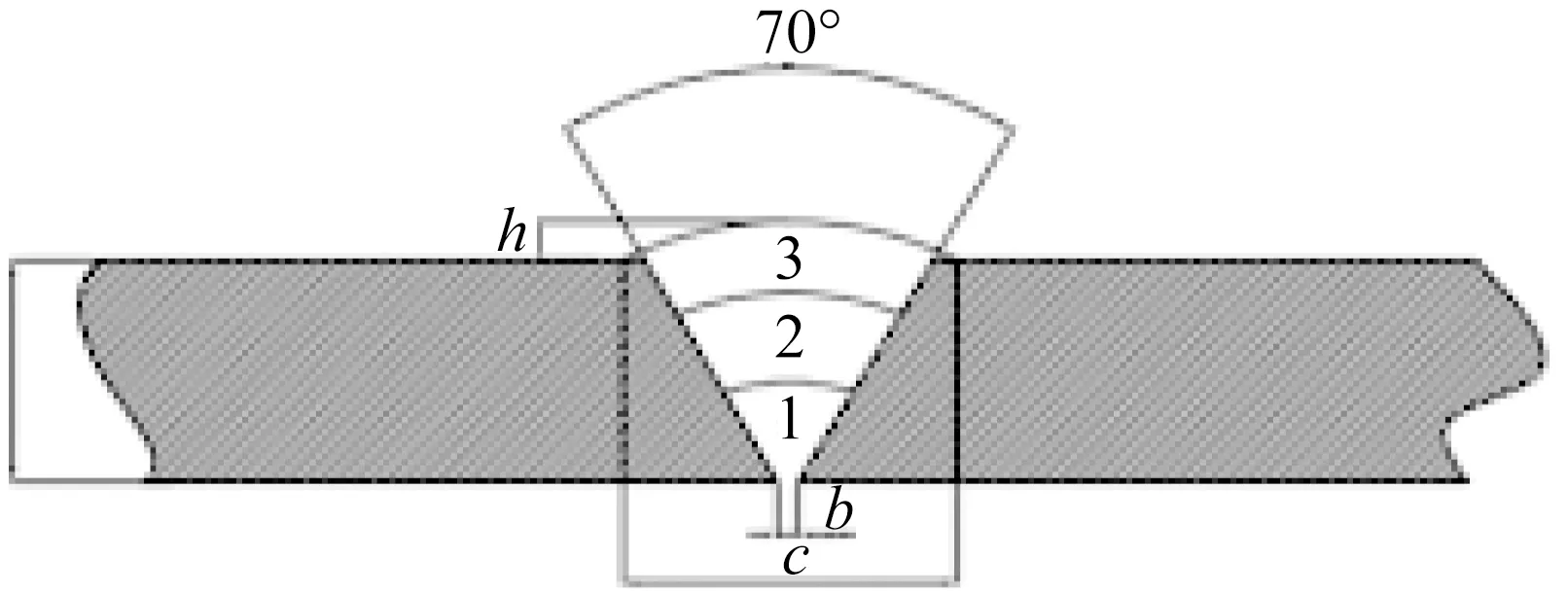
图1 焊接接头截面示意图
焊接了4组焊接接头,编为0~3号,0号为1次焊接即未经补焊的接头,1~3号分别为补焊1~3次的接头。4组接头的首次焊接工艺相同。焊前采用机械方法清理试板正反面距离坡口中心25 mm范围内的氧化物和污物。由于铝合金的化学活性较大,清理后3 h内完成焊接。焊接工艺参数见表2。
1~3号接头的补焊方案见表3。对1~3号接头同一部位分别进行1、2和3次补焊,补焊前均采用机械方法清理待焊处,补焊工艺参数见表4。
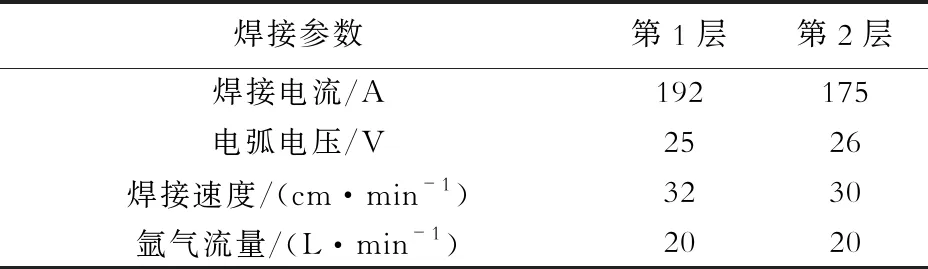
表4 补焊工艺参数

表3 1~3号焊接接头的补焊方案
1.3 质量检验
按照GB/T 228—2002制备拉伸试样,在EW- 100B 型液压万能试验机上以1 mm/min的速率进行拉伸试验,抗拉强度取3个试样的平均值。采用HV- 50型维氏硬度计测定焊缝、热影响区和母材的硬度。
采用线切割方法沿垂直于焊接方向制备焊接接头金相试样,试样在1%(体积分数,下同)氢氟酸(HF)+1.5%盐酸(HCl)+2.5%硝酸(HNO3)的混合酸溶液中腐蚀20~30 s,然后在光学显微镜下观察组织形貌。
2 结果与分析
2.1 显微组织
图2为焊接接头热影响区的显微组织。由图2可知,热影响区组织与母材相似,但有再结晶特征。图3为焊接接头焊缝区的显微组织,均为胞状树枝晶。
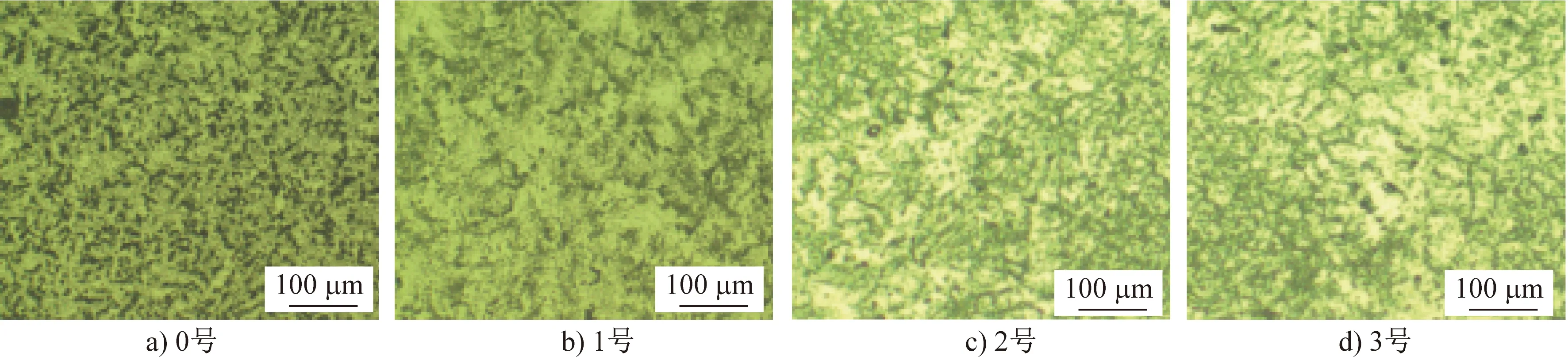
图2 焊接接头热影响区的显微组织
图3 焊接接头焊缝区的显微组织
热影响区组织主要是α固溶体和弥散分布的β(Al3Mg2)相。焊缝区组织由α固溶体、树枝状β(Al3Mg2)相和Al6Mn相组成,晶界还有颗粒状Mg2Si相和针状Al3Fe相[5]。根据Al- Mg合金相图,镁在铝中的溶解度随温度的降低而减小。随着温度的下降,当镁含量超过固溶度时,便会析出金属间化合物β(Al3Mg2)。焊接过程中,由于铝合金导热较快,焊接后焊缝的冷却较快,结晶过程为非平衡过程,得到的组织是非平衡态组织。焊缝在冷却过程中以较大的速度结晶,由液态生成的α- Al中的镁来不及扩散均匀化,致使铝在尚未凝固的液相中富集,并超过溶解度极限,使凝固组织中产生共晶组织,随着镁含量的增加,β(Al3Mg2)相析出量增加。从图2、图3可知,补焊接头的晶粒比未补焊的接头晶粒粗大,且随着补焊次数的增加,晶粒变得更为粗大。这是由于在焊接热的作用下,α固溶体中的第二相粒子反复固溶、析出和长大所致。
2.2 拉伸性能
拉伸试样分别标记为0- 1、0- 2、0- 3、1- 1、1- 2、1- 3、2- 1、2- 2、2- 3、3- 1、3- 2、3- 3,拉伸试验结果列于表5。

表5 焊缝的抗拉强度
拉伸试样断裂的部位均为热影响区,表明该区域是焊接接头的薄弱部位。表6数据表明,焊接接头的抗拉强度低于母材,为母材抗拉强度的80%~85%;0~2号接头的抗拉强度高于退火态母材强度190 MPa,抗拉强度从高到低依次为母材>2号>1号>0号>3号。焊接过程中,由于焊接热的反复作用,热影响区的最高温度超过再结晶温度,导致析出相(Al3Mg2)聚集长大而产生软化,接头强度下降,因此焊接接头热影响区的强度最低。
在焊接热的反复作用下,当热影响区达到一定温度后,有第二相从热影响区的过饱和固溶体中析出,组织由固溶体和析出相组成。随着补焊次数的增多,热影响区多次升、降温,第二相反复从固溶体中析出和溶入,由于补焊的热量输入较少,热影响区温度比正常焊接时的低,达不到合金元素在固溶体中达到最大溶解度的温度,析出的第二相不能完全溶入固溶体,导致第二相增多,抗拉强度提高,所以接头的抗拉强度从高到低依次为2号>1号>0号。补焊3次的接头抗拉强度下降是由于热影响区反复受热、晶粒粗化所致。
2.3 硬度
对焊接接头从焊缝中心向母材逐点测定硬度,4组接头焊缝区的硬度分布如图4所示。
图4表明:随着与焊缝中心距离的增大,硬度逐渐降低,热影响区最低,随后逐渐增加, 最终达到母材的原始硬度,这与上述热影响区软化是一致的。1号、2号接头热影响区硬度略高于0号接头,其原因是,接头补焊时,第二相析出量增多,硬度提高;3号接头热影响区硬度最低是晶粒粗化所致。由图4可知,3号接头焊缝区硬度低于0、1、2号,这与上述补焊次数增加、焊缝区晶粒粗化有关。
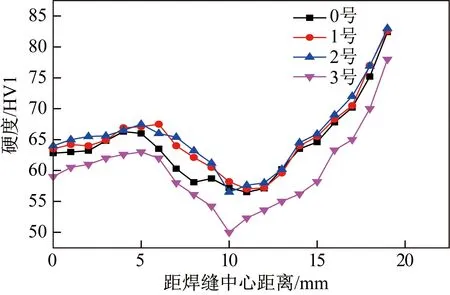
图4 焊缝区的硬度分布
3 结论
(1)5754- H111铝合金1次焊接和多次补焊的接头热影响区均发生了再结晶,焊缝区为胞状树枝晶,经过补焊的接头晶粒比未经补焊的接头粗大,且晶粒随着补焊次数的增加而粗化。
(2)1次焊接和补焊后的接头热影响区均发生软化,拉伸试样均断裂在热影响区,1次焊接和经1、2次补焊的接头的抗拉强度没有明显差异,经过3次补焊的接头强度明显降低。
(3)1次焊接和补焊的接头热影响区硬度最低,由于第二相的强化效应,补焊1次和2次的接头硬度略高于未经补焊的接头,补焊3次的接头由于晶粒粗大,硬度明显降低。
(4)补焊3次的接头性能较补焊1次、2次的接头差,在实际生产中,GIL外壳焊接缺陷的修补不宜超过2次。
