脱水挤压机切刀模板的缺陷分析与改进
2020-09-24葛柯柯
葛柯柯,李 军
(新疆天利石化控股集团有限公司,新疆克拉玛依 833699)
0 引言
脱水挤压机用于橡胶生产装置后处理工序,来自振动脱水筛含水40%60%的橡胶颗粒被螺旋套推入机体,在不等距螺套的挤压下胶料压力逐渐增加,水从笼条间隙中挤出,胶料经机头调压椎体挤出后水含量降低至8%12%,脱水后的胶粒进入膨胀干燥机进一步闪蒸脱除水分及其他挥发物,最终将挥发份降低至0.6%以下送至称重、压块和包装工序[1]。
FRENCH OIL 是美国专业合成橡胶生产设备制造厂家,其挤压机和干燥机在同类BR 和SBS 生产装置中有着非常成熟的运用,某公司异戊橡胶装置于2014 年引进了两套FRENCH 干燥生产线设备。由于异戊橡胶(IR)门尼高达70~90,有着更高的弹性、强度和韧性,其脱水挤压机Cone 锥形调节机构无模板、切刀间隙大的设计缺陷凸显,导致挤压机运行中出胶尺寸大干燥机进料不均,切刀结构不合理而出现切刀裂纹、切刀安装螺栓断裂、刀翅断裂等问题,进而导致下游干燥机螺套磨损严重、筒体和螺杆摆动甚至断轴,设备无法连续运行,装置被迫停工。针对存在的问题,经过与原厂家、国内专业橡塑设备生产厂家,同类橡胶生产装置技术人员多次分析和讨论,制定优化方案,组织攻关改造,改进后的脱水挤压机运行平稳,保证了挤压机及下游膨胀干燥机的长周期安全平稳运行。
1 设备结构
FRENCH 脱水挤压机出料端采用Cone 锥形调节机构,在电动执行器Limitorque 的驱动下,锥形调节套沿着筒体轴向移动,通过调节锥形调节套和螺杆出料锥形套之间的间隙调整出料面积,从而调整胶料所受到的挤压力而调整挤压机出口胶含水量。在锥形调节套和出料锥形套上分别设有剪切板,目的是对出料产生剪切而呈条状、借助切刀的作用使得出胶呈粒状。挤压机出料结构如图1 所示。
2 设备运行情况及缺陷分析
设备投用使用近50 天后,挤压机开始出现了切刀松动脱落、切刀裂纹、切刀螺栓脱落导致干燥机螺套损坏等问题;另外由于挤压机的出胶尺寸大且不均匀(一般为长150300 mm、宽50200 mm、厚2080 mm 不等),导致进入干燥机的物料不连续,干燥机螺杆出现空膛干磨、大胶块对螺杆的巨大径向推力和轴向冲击力导致螺杆磨损加剧,筒体和螺杆摆动、进料斗裂纹甚至频繁断轴。
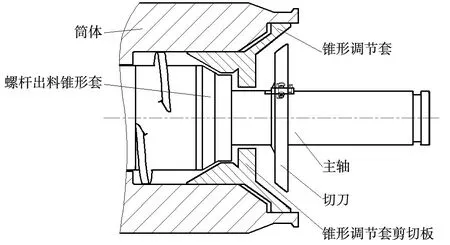
图1 挤压机出料锥形结构及切刀
经分析,导致以上问题的原因为:锥形调节套的可调节行程为38 mm,当锥形调节机构开度关小时,切刀距离锥形调节套剪切板距离相应变大(最大可达50 mm),因异戊橡胶高弹性、高强度的特性,切刀过大的切割距离无法将胶条切断,而是被撕、搓、拽成团,不均匀地掉入干燥机。同时切刀(刀翅厚35 mm、宽17 mm、刀盘直径小键槽处应力集中)设计强度不足,且(仅靠键上螺栓轴向定位)固定方式不合理,切刀在胶团的挤压、拉拽作用下刀盘键槽处出现裂纹、刀翅断裂、螺栓脱落现象。
3 改进方案及分析
3.1 第1 次改进
结合国内橡胶生产设备结构特点,原设备厂家提出在Cone 锥形调节机构外增加模板,模板上开有环形出胶槽,将切刀和模板间隙固定在3 mm 左右,胶从出胶槽出来后迅速被切成片状[2]。第1 次改造后的切刀和模板结构如图2 所示。
增加模板后挤压机出胶有了明显改善,胶呈厚5~10 mm,长50~80 mm 片状,均匀进入干燥机,大大改善了干燥机的吃料和螺杆受力情况。
但是,改造后的模板为两半对接式,在使用中两半模板对接处阻力大而变形,对对接螺栓造成剪切力,导致模板螺栓断裂、模板裂纹、模板变形鼓出与切刀磨损等问题;改造后的切刀安装方式复杂,依靠两半环、轴套及14 个螺栓连接,使用过程中出现了螺栓脱落现象;改造后的切刀还存在刀盘及刀翅厚度薄、刀翅过长、刀翅宽度不足、两半切刀结合处为刀翅而应力集中强度不足等问题,从而导致了切刀裂纹或断刃的现象。第1 次改造后的切刀、模板如图3 所示。

图2 第1 次改造后的切刀和模板方案
3.2 第2 次改进
针对第1 次改造后使用中出现的问题,由国内橡塑设备专业厂家大连天晟进行了二次改造:将两半模板改造为整体式,增加了模板强度,取消了模板之间的4 个对接螺栓,降低了螺栓脱落风险;将模板开孔面积由65 000 mm2增加至73 000 mm2,取消原轴套结构,在模板中心位置增加导流槽,使出胶更顺畅,减小出胶阻力;重新设计切刀,增加刀盘环厚至47 mm,刀毂长度由35 mm 增加至140 mm,刀翅厚度由35 mm 增加至50 mm,刀翅长度由145 mm 减小至138 mm,刀翅宽度由40 mm 增加至52 mm,将两半切刀结合处由刀翅改至刀盘,增加切刀整体强度,改善受力分布、消除集中应力;在切刀内孔上设置定位环用于轴向定位取消两半定位环的结构,将切刀安装螺栓由14 个减少至4个,使得安装更可靠,有效降低了螺栓脱落风险。第2 次改造后切刀、模板结构如图4 所示。
3.3 效果验证
2017 年3 月完成对挤压机切刀模板二次改造、安装调试至今,挤压机运行平稳,未出现过模板裂纹、螺栓脱落、切刀裂纹和断裂的问题,原寿命仅2 个月的挤压机切刀已使用2 年完好无损;干燥机进料均匀、电流波动由原来60~80 A降低至10~30 A,未再出现过断轴现象,彻底解决了挤压机运行的瓶颈问题,为橡胶装置的整体连续运行提供了保障。
4 结语
经过切刀模板改造后的Cone锥形调节机构挤压机已能长时间连续稳定运行,未再出现因切刀模板问题导致后处理停车的现象。实践证明:异戊橡胶生产中对挤压机切刀模板的运用是很有必要的,对FRENCH 挤压机的切刀模板改造是成功有效的,保证了干燥机乃至整个异戊橡胶装置的长周期安全平稳运行。

图3 第1 次改造后的切刀和模板

图4 第2 次改造后的切刀和模板
