直驱永磁风力发电机定子扇形块铁心压装
2020-09-24侯茂忠陆佳冬
侯茂忠,陆佳冬
(上海电气集团上海电机厂有限公司,上海 200240)
0 引言
随着全球能源结构的日益优化,风电市场产能得到扩大,风能作为一种绿色能源,目前正处于飞速发展阶段。直驱发电机不需要齿轮箱,实现了机组可靠性的提升,降低了运营维护成本,近年来得到了越来越多的发展。在国外,西门子歌美飒已成功研发了6 MW、7 MW、8 MW产品。2019年,在上海举办的第十八界中国动力展上,西门子歌美飒发布了最新研发的10 MW直驱永磁风力发电机;通用电气也有了6 MW产品,目前正在进行12 MW产品的研发工作。在国内,上海电气风电集团已拥有6 MW和7 MW产品;金风科技也推出了6.XMW平台系列产品,正在进行8 MW产品的研发工作。
1 扇形块铁心结构介绍与零部件质量要求
1.1 扇形块铁心结构介绍
大容量直驱发电机结构设计巧妙,发电机整体重量相对其他厂家同容量风力发电机占有一定优势,其定子外径超过6 m。通过巧妙的设计,将整个定子平均分成若干个相同的扇形块定子,扇形块定子单独制造完成后,在发电机总装工厂进行拼装,并通过分段对齐相机进行拍照检测,然后根据拍照采集的数据,数据采集系统会自动计算出每个扇形块定子的调整数据,根据调整数据调节相应扇形块定子的位置,使整个定子的圆度及圆柱度达到合理范围内。
扇形块铁心主要组成部分有:扇形冲片、支撑框架、鸠尾筋、压圈及紧固件。结构示意图如图1。支撑框架采用高强度钢板焊接,通过数控设备加工而成,各关键尺寸及形位公差必须控制在图纸要求范围内,下压圈直接与支撑框架做成一体,齿的等分度均需要满足图纸要求。扇形冲片内圆与支撑框架的外圆配合,径向方向,扇形冲片与支撑框架之间采用鸠尾筋拉紧,鸠尾筋通过螺栓及延长套筒固定在支撑框架上;轴向方向,用上压圈压紧扇形冲片,上压圈与支撑框架采用定位销定位,并用螺栓及延长套筒固定在支撑框架上。整台扇形块铁心子物料之间没有通过焊接方式固定的,可以有效规避焊接造成的扇形块铁心变形及后期运行风险。
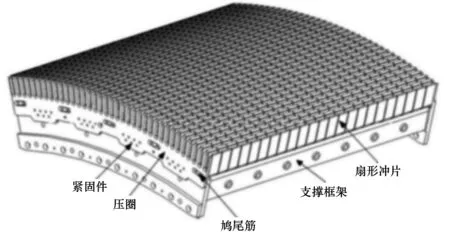
图1 扇形块铁心
1.2 零部件质量要求
1.2.1 扇形冲片
扇形冲片采用0.65 mm硅钢板M470改进型冷轧电工钢,用于磁路设计的晶粒不朝任何特定方向,硅钢板原材料的厚度差、不平度应符合GB/T 2521—2016,表面不允许有锈斑。
冲片采用复式模冲制,冲制后不允许去毛、不允许涂漆,毛刺高度小于等于0.05 mm,冲片轮廓度要求0.04 mm,需采用投影方式检验。
1.2.2 支撑框架

由于支撑框架结构特殊,形位公差较多,且要求较高,所有加工要求应一次夹装加工完成,以保证加工精度。所有金加工尺寸必须符合图样要求,加工后,采用激光追踪仪进行关键尺寸检测,合格后方可使用。
1.2.3 鸠尾筋
鸠尾筋作为连接冲片与支撑框架的关键部件,各尺寸均有较高的要求。原材料加工前要进行退火处理,退火后材料的平直度调整到1 mm/m以下,鸠尾的两个斜面是与冲片配合的关键面,用来拉紧冲片,紧固在支撑框架上,所以,两个面的平面度要求均需要达到0.1,粗糙度要求为6.3,两个斜面的角度也要得到严格控制,连接螺孔居中,螺孔位置度要求为0.3。
1.2.4 压圈
压圈用于压住铁心冲片,并使用螺栓固定在支撑框架上。钢板须经探伤检验。由于采用螺栓固定,螺栓孔和压圈齿的相对位置要准确,防止压圈齿压不到冲片齿的中心位置,尤其是边缘半齿,位置一旦偏差,小齿很容易偏到槽内,直接影响线圈下线,为了保证铁心所有齿能有效压紧,压圈平面度要求为0.3,同时,在压圈和支撑框架上增加两个定位销孔,用来定位压圈的位置。
2 扇形块铁心压装
2.1 准备工作
定子扇形片、通风槽板、支撑框架、鸠尾筋、压圈等全部清理干净,必要时使用清洗剂进行清洗。压装过程中使用的各类工装、工具等均应清理干净,如:压装底板、定位板、导向销、防弹垫圈、T型定位块、槽形定位棒、过渡压板等。
2.2 支撑框架及定位板的安装
利用支撑框架端面的螺栓孔安装吊环,将支撑框架吊放到压装底板上,并通过两个导向销进行定位,使用螺栓将支撑框架与压装底板进行固定。在支撑框架两侧安装定位板,如图2所示,定位板与支撑框架两侧面的法兰面之间必须保证无间隙存在,而定位板上与冲片相邻的面高于与支撑框架安装的平面,以确保冲片两端不凸出支撑框架两侧面。
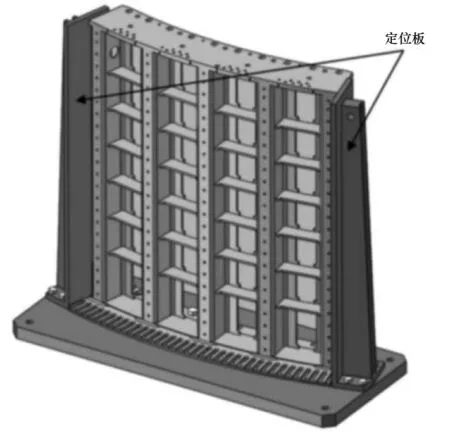
图2 安装支撑框架及定位板
2.3 扇形片叠装
每层冲片由两张扇形冲片组成,一张扇形冲片弦长较长,一张扇形冲片弦长较短。叠片前,首先在下压圈齿之间放入四个T型定位块,保证每个冲片有两个定位块。T型定位块对初始段冲片进行初定位,如图3、图4所示。叠片时,四张冲片一叠,然后大小冲片换位叠装,由于受每档铁心长度的约束,每档最后调整尺寸时,不受四张一叠限制,但须小于等于四张。叠完16张冲片后,使用槽形定位棒校正冲片位置,观察冲片两侧是否与定位侧板配合良好。每叠完一档铁心,须使用尼龙锤或铜锤仔细排齐冲片外圆,使冲片内圆紧贴支撑框架筋板外圆。

图3 放置T型定位块
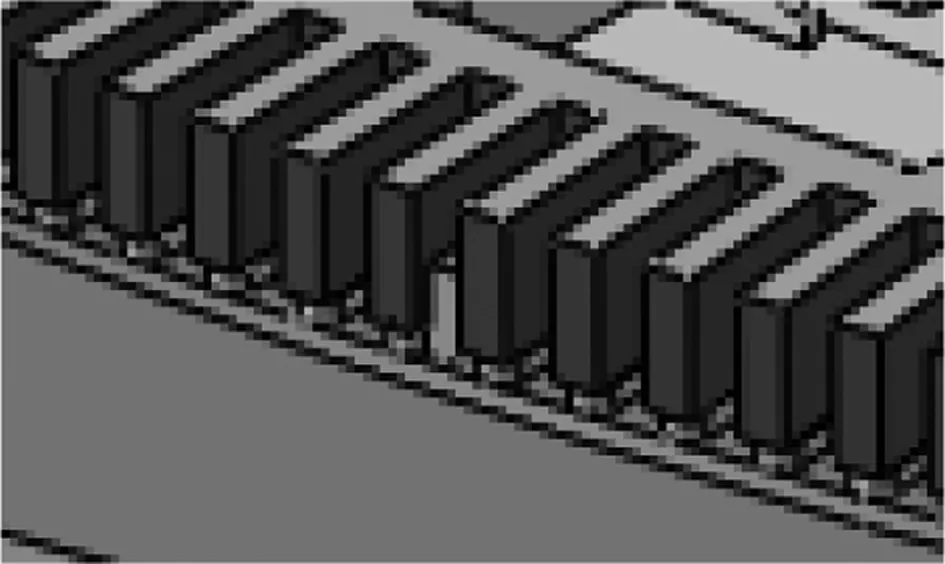
图4 初始段冲片初定位
为保证槽形质量,整个圆弧面槽里放置6组定位棒,每组为相邻两槽,通过设计两种长度的定位棒,使定位棒对接处错开,保证槽形质量,同时,保证扇形块铁心全长放满定位棒,如图5所示。
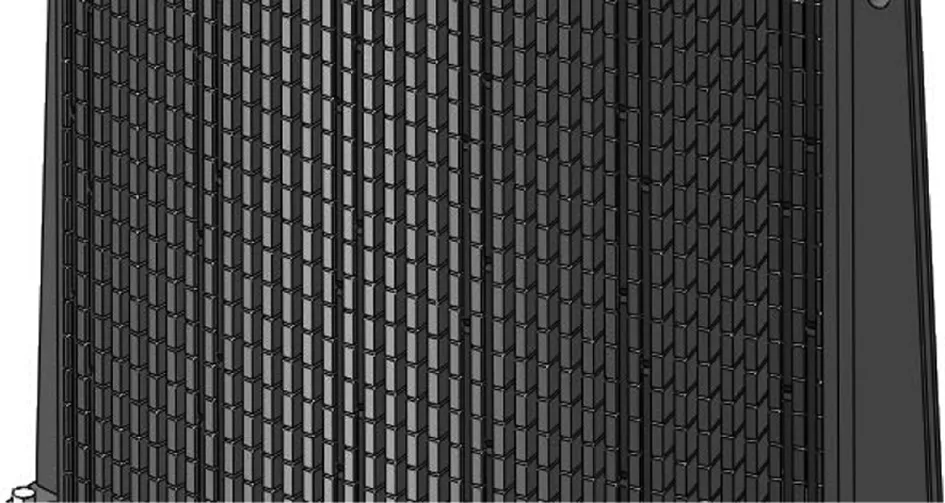
图5 定位棒位置
2.4 铁心加压
整台铁心叠装过程中需要进行4次预压及1次最终加压。预压位置为1/4Lfe、1/2Lfe、3/4Lfe以及铁心全长,最后一次预压后,如果需要调节铁心总长,则调整后还需要进行一次最终加压。
扇形块铁心要求叠压系数不小于0.97。根据国标GB/T 19289第5章叠压系数测定方法,叠压系数公式如下:
(1)
式中:f为叠压系数;l为试样的平均长度的数值(m);b为试样的平均宽度的数值(m);ρm为试样的密度的数值(kg/m3);m为试样质量的数值(kg)。
取扇形块铁心第一档所有冲片进行称重,实际重量作为m的数值;b·l为冲片面积,我们取绘图时,电脑算出的面积作为实际冲片面积(两者相差很小,可以忽略不计);按照单位压力不小于设计要求,计算出总压力,在压力状态下测量第一档铁心的实际长度,作为h的数值。按照上面的公式进行计算,得出本次叠压系数达到了0.98,满足设计对叠压系数不小于0.97的要求。后续的几次加压均按照此压力进行,以保证叠压进铁心的冲片数量,保证叠压系数。
2.5 铁心固定
铁心轴向采用压圈压紧,径向由鸠尾筋拉紧,保证铁心冲片没有松动情况发生。压圈与支撑框架、鸠尾筋与支撑框架均采用螺栓拉紧,并按标准力矩要求进行紧固。螺栓头下加延长套筒,螺栓在拧入前,在端部螺纹上涂锁固胶,防止螺栓产生松动。不采用焊接方式,避免由于焊接产生变形以及后期运行时焊缝出现质量问题。
3 结语
通过本次的开发试制,顺利的完成了扇形块铁心的压装,扇形块铁心槽形质量满足设计要求,扇形块铁心各项长度尺寸均控制在公差范围内。经过激光追踪仪的三维检测,扇形块铁心各形位公差、铁心外圆半径等均满足设计要求。本次开发试制的成功,为扇形块铁心制造打下了良好的基础。
