可调节式焊角测量器设计与应用
2020-09-24昝竹青
李 鑫,昝竹青
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
在机械焊接行业中,两个部件之间的焊缝部分会有焊接后需手工打磨圆滑并成一定大小圆角的要求,所以在焊接时会将焊缝焊接得足够饱满,留有手工打磨焊缝成圆角的余量。如焊缝焊接不够饱满,则需对焊缝进行多次补焊及打磨,浪费大量人力、物力及时间,并且由于焊缝不够饱满,在打磨边缘焊缝时可能对工件本体造成损伤[1]。
目前,对于焊接后的焊缝焊量检查,主要通过样板比对及配合焊接工作者的实际工作经验进行,检查结果不够直观、科学、准确,不利于推广。
1 焊角测量器结构及原理简介
如图1所示,两个普通工件之间的焊缝,按图纸要求焊后需打磨成圆R大小形状,以防止焊接应力集中同时美观焊缝。实际在焊接过程中,需要一层一层的进行堆焊,焊后基本是呈现直角形状的焊缝,用传统的圆R样板比对,需借助经验判断,无法准确测量出此焊缝是否饱满。
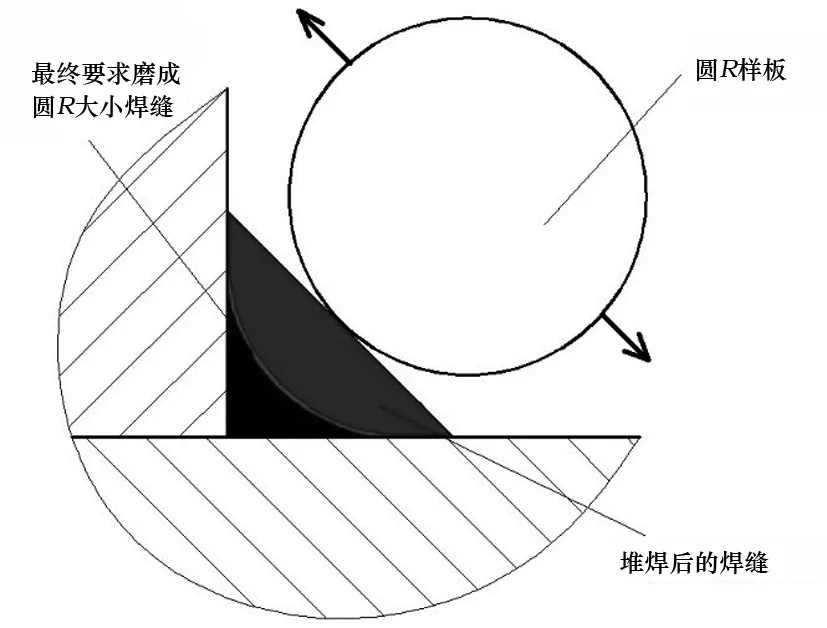
图1 普通圆R样板检查堆焊后焊缝示意图
需要设计一个针对直角焊缝测量的焊角测量工具,有效检测焊缝是否饱满。图2即为设计的可调节式焊角测量器结构示意图,由项1和项2两个定位板、项3和项4两个伸缩板及3组螺栓、螺母、垫片装配而成。

图2 可调节式焊角测量器结构示意图
在螺栓没拧紧状态下,定位板可旋转调节至合适角度并最终通过螺栓固定位置,两个伸缩板通过在腰形孔中滑动,可调节至合适角度及长度后通过螺栓固定位置。
焊角测量器通过调节定位板、伸缩板位置,精确模拟出两个工件及其焊角的相对位置关系,与需要焊缝打磨后形成圆R相同大小的圆形样板进行比对,判断焊角是否饱满。
2 焊角测量器的应用
以对某水轮机混流式转轮为例说明应用本焊角测量器对焊缝进行测量的过程:该转轮叶片与下环两个部件焊接后,要求焊缝需要打磨至R40形状。在打磨前,需对堆焊后的焊缝是否足够饱满,留有打磨至R40圆角的堆焊余量进行检测。
如图3所示,将项1、项2定位板的定位面与叶片、下环表面型线贴紧后,拧紧项5螺栓;伸缩板在项6螺栓未拧紧前,将焊角测量器向焊角侧移动,通过项6螺栓在腰形孔中滑动,调节焊角测量器的使用角度及长度。当两个定位板尖点位置均接触到焊缝边缘,同时两个定位板底边缘分别与叶片和下环表面贴紧后,通过项6螺栓拧紧固定伸缩板。
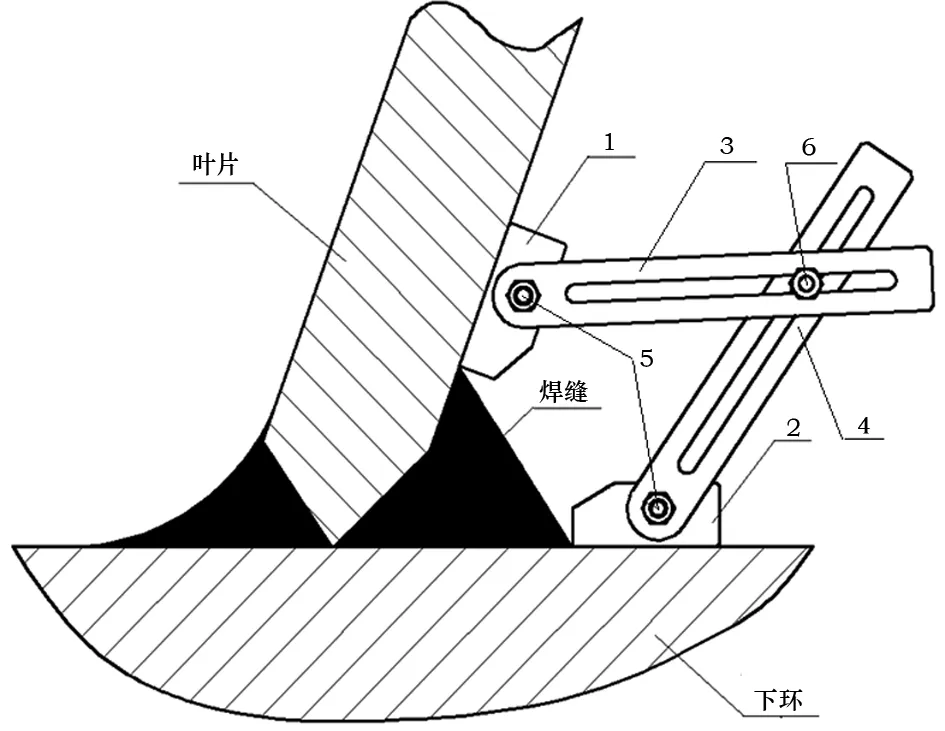
图3 焊角测量器使用示意图
后将固定好的焊角测量器取下,放在与打磨焊缝圆角尺寸相同的半径为R40圆形样板上,如图4所示。用项1定位板和项2定位板定位平面的2个外侧尖点对齐圆形样板的外圆,观察定位平面与圆形样板的位置关系。如出现图4中所示情况,项1定位板和项2定位板覆盖了对齐后的圆形样板外圆,说明焊缝焊接的足够饱满,满足后序打磨R40圆角需求。

图4 焊缝饱满状态
如对齐后的圆形样板外圆突出于项1定位板和项2定位板的定位平面,如图5所示,说明焊缝焊接的焊量不够。因为焊角测量器实际模拟了焊角与叶片、下环的相对位置关系,R40样板代表焊缝最终需要磨成的形状。当测量器定位面不能包容圆形样板轮廓,则说明此时的焊缝焊量不满足打磨R40圆角尺寸的要求,应立即对焊缝进行补焊,如继续打磨,则会对部件本体造成损伤。
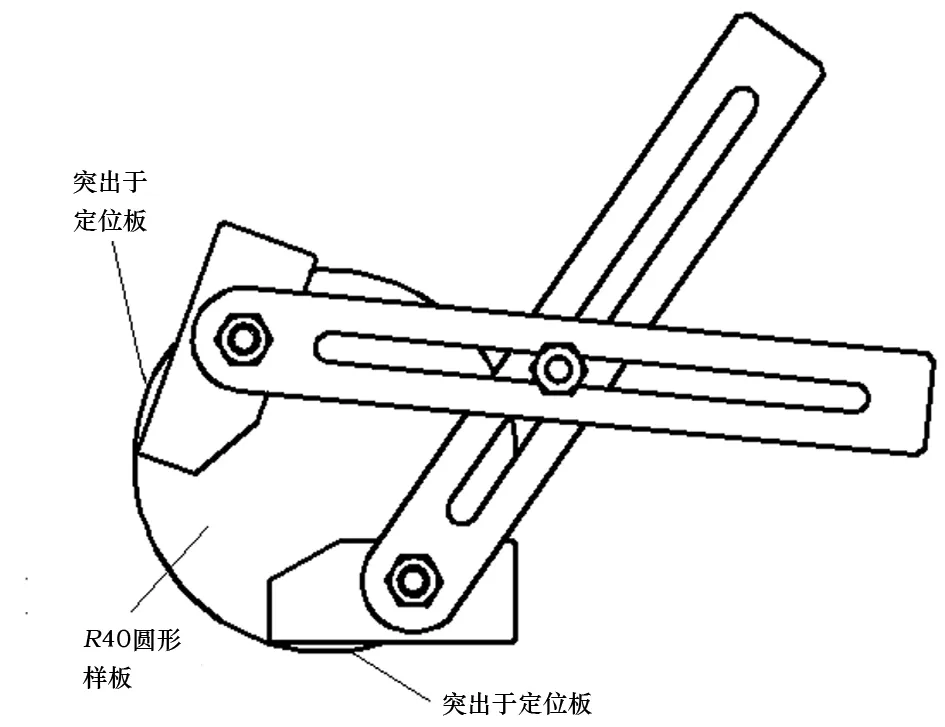
图5 焊缝不饱满状态
3 焊角测量器的验证
在成功应用于混流式转轮叶片焊缝检测后,为验证此焊角测量器检查焊缝是否饱满的结果成功率,分别在丰满电站水轮机、紧水滩电站水轮机、云峰电站水轮机、映秀湾电站水轮机、白山电站水轮机,共60个混流式转轮叶片对其焊后的焊缝是否饱满进行检测试验,具体过程为:
(1) 以上5个机组转轮叶片焊后的焊缝,均需手工打磨成一定圆R形状,以防止焊接应力集中。
(2) 在60个叶片焊接完成后,按上述检测方法使用焊角测量器对叶片焊后的焊缝进行检查,对于检测出为不饱满焊缝位置,在叶片对应位置进行标记并记录。
(3) 使用打磨工具对叶片焊缝进行打磨,在打磨至图纸要求的圆R大小时,使用R尺寸为1∶1的圆R样板与焊缝进行比对,如焊缝圆滑且焊缝与下环、叶片相接位置无明显凹坑的光顺过渡状态,则可以判断之前的焊缝为饱满焊缝。
(4) 当打磨后焊缝或焊缝边缘(与叶片、下环相接处)出现明显凹坑,则为问题焊缝,需要对凹坑位置进行补焊并再次打磨光顺[2]。造成上述现象分别有以下两种原因导致:
第一,此焊缝为打磨之前测量器检测标记出来的不饱满焊缝,打磨后自然会形成凹坑;
第二,手工打磨焊缝时未按规章要求操作,使之前检测本为饱满的焊缝出现凹坑状态,成为问题焊缝。
(5) 对最终焊缝不饱满需要补焊的位置进行标记,并与之前焊角测量器的检查记录进行对比分析,列出此焊角测量器检测数据表,并得出结果如下:
① 在焊接后检测为不饱满的焊缝,98%检测准确,打磨后焊缝或其边缘基本均出现大小程度不等的凹坑现象,需要后续大量补焊打磨处理,只有2%的焊缝符合要求无需补焊。
② 在焊接后检测为饱满的焊缝,81%检测准确打磨后无需补焊,19%的焊缝是由于手工打磨误操作存在凹坑,但此种凹坑深度一般较小,后序补焊量也相应减少,或通过1∶50比例顺磨即可去除凹坑,修复造成的工时、材料成本相对不饱满焊缝较少。
(6) 根据统计的数据可以看出,焊角测量器检测焊缝不饱满的结果非常准确,可以进行推广使用,节约后序大量的工时、材料修复成本。样板数据如图6。
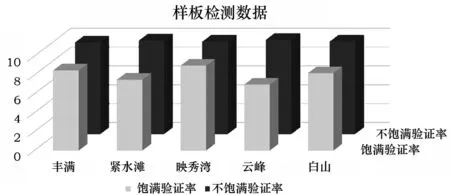
图6 五个水电项目使用焊角测量器检测数据
检测焊缝饱满结果之所以略低, 是手工打磨误操作导致,因为属于人为因素,无法完全避免。但通过对操作者实际打磨过程跟踪、分析,总结出如下改进措施及建议,可极大程度避免误操作的出现,从而可进一步提高焊角测量器饱满焊缝验证率:
① 在转轮制造生产安排中,应对转轮打磨焊缝工序留有较长生产周期,使操作者有充足时间可以细致的打磨焊缝,避免因工期过紧过量打磨焊缝使之成为问题焊缝。
② 不能因为追求效率,打磨工具选用尺寸大于圆R的砂轮片进行打磨焊缝,因极易将焊缝打磨过量;应选用小于圆R尺寸的砂轮片进行打磨。
③ 打磨过程中,应及时使用圆R样板比对焊缝余量状态,根据余量大小及时调整打磨频率、磨量、砂轮片尺寸,可有效避免焊缝过量打磨情况的出现。
4 结语
焊接技术广泛应用于各生产领域,焊接的质量及后序清理打磨要求逐渐提高,本焊角测量器的成功设计应用,因其可调节性,可适用于检查判别多种工件焊接中。有打磨要求的焊角焊量是否饱满,直观准确,操作便捷,有较大的应用及推广空间。
