单脉冲266 nm固体激光烧蚀蓝宝石的工艺和机理
2020-09-24齐立涛刘亚升
齐立涛, 李 雪, 刘亚升
(黑龙江科技大学 机械工程学院, 哈尔滨 150022)
0 引 言
蓝宝石具有高熔点、高硬度、耐腐蚀等优点,使其成为高温、高压、高腐蚀等极端环境下温度传感器的理想材料[1-2]。在温度传感器的制作过程中,需在蓝宝石内部或表面加工脊形、微型腔和光栅等微细结构。但蓝宝石是一种硬脆材料,加工过程中易出现裂纹与崩边等现象,从而影响其加工质量和使用。激光加工作为一种非接触加工,不产生机械损伤和刀具磨损等特性,能够获得高质量的加工,正逐渐成为在蓝宝石上加工微细结构的关键技术。短脉冲(纳秒、皮秒和飞秒)激光和紫外激光是激光加工蓝宝石的研究热点。飞秒激光在蓝宝石中加工微纳米光栅结构和脊形微细结构[3-6],但飞秒激光的长时间稳定性较差和成本较高,限制了其在蓝宝石微细结构加工中的工业应用。紫外纳秒激光因其良好的稳定性和低成本受到行业越来越多的重视[7]。紫外纳秒激光具有波长短、光子能量高、聚焦尺寸小,波长越短越有利于蓝宝石的微细加工[8]。紫外固体激光主要用于蓝宝石的打孔[9]、切割、划片[10-11]和微细结构制备等。532和355 nm紫外激光加工蓝宝石的作用机理主要有光热作用[9-10]、光化学和光热共同作用[11]。266 nm激光波长短,有利于蓝宝石的激光微细加工,但和蓝宝石作用机理更加复杂。国内外对于266 nm激光加工蓝宝石的作用过程研究较少,笔者利用单脉冲266 nm纳秒固体激光对蓝宝石进行烧蚀实验,通过激光能量和烧蚀区域的尺寸、形貌特征的关系,研究266 nm纳秒固体激光烧蚀蓝宝石的烧蚀阈值,探讨烧蚀机理。
1 实验装置与方法
实验用Nd:YAG固体激光,利用非线性光学晶体对基波进行二次、四次和五次倍频,获得波长为532 、266、213 nm的激光,通过分光镜获得实验所需要的266 nm激光。激光烧蚀系统如图1所示。激光器的重复频率在1~100 Hz可调,实验中采用50 Hz,通过调节光闸的开关时间,获得实验所需的单脉冲激光,脉冲宽度为30 ns左右,266 nm时单脉冲激光能量最大可达1 mJ。激光束为高斯光束,通过光阑改善光束质量,光束经过反射镜与平凸透镜(焦距为35 mm)聚焦后垂直照射在置于移动工作平台上的蓝宝石试样,聚焦后光斑直径约为34 μm。激光能量的改变通过调整激光电源的电流实现,激光能量通过能量计测得,所有的实验均是在空气中和常温下进行。
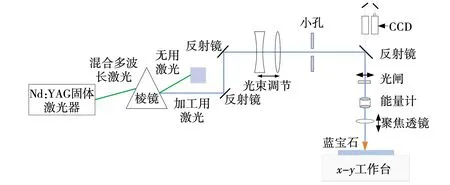
图1 266 nm纳秒固体激光烧蚀蓝宝石的系统示意Fig. 1 Schematic of 266 nm nanosecond solid-state laser process of sapphire
利用不同激光能量的266 nm纳秒固体激光静态照射蓝宝石,利用数控工作平台移动蓝宝石,在其表面烧蚀出一系列微孔。激光烧蚀蓝宝石后,将烧蚀后的蓝宝石试件放入盛有无水乙醇的超声波发生器中清洗30 min。每个激光能量烧蚀5个微孔,通过原子力显微镜对微孔进行检测,并测量微孔的直径和深度,实验数据采用5个微孔的平均值。激光烧蚀蓝宝石实验中的材料破坏阈值采用“试凑法”确定。
实验用的蓝宝石是通过商业购买的蓝宝石基片,其基本热物理参数:莫氏硬度为9,密度为3.98 g/cm3,裂解能为8.8 eV,热膨胀系数为5.85×10-6(1/℃),热导率为0.184 W/(cm·℃),熔点为2 040 ℃,沸点为3 500 ℃。蓝宝石基片尺寸为10 mm×10 mm×0.43 mm,蓝宝石基片的上下表面都是经过抛光后的工业用基片。
2 结果与讨论
2.1 烧蚀特征
蓝宝石在不同激光能量的照射下表现出不同的烧蚀特征,如图2和图3所示。图2是未经超声清洗下单脉冲激光烧蚀蓝宝石的图片。图3和图4为超声清洗后的微孔形貌及截面。从图2a和图2b可以看出,当激光能量较小时,微孔边缘较清洁,只有少量的熔融物。当激光能量变大时,微孔边缘的熔融物逐渐增多,如图2c~ e所示。熔融物的增加主要是由于蓝宝石吸收的光能转化为热能,材料发生蒸发气化,产生较高的压力,使熔融物喷射后堆积在微孔周围。从图3可以看出,超声清洗能够去除微孔边缘的部分熔融物,但不能够完全去除,可见熔融物和基体存在二次连接。从图4可以看出,在微孔边缘处存在一圈较为明显的突起。
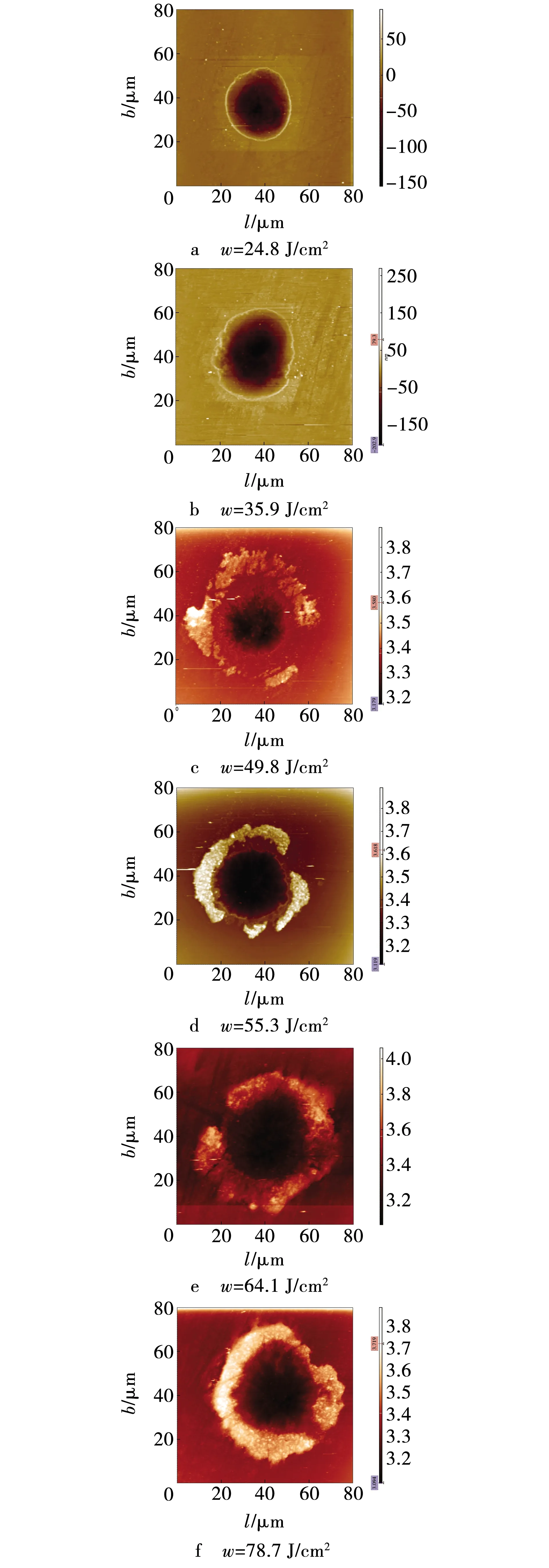
图2 未超声清洗微孔的形貌Fig. 2 Morphology of micropores without ultrasonic cleaning
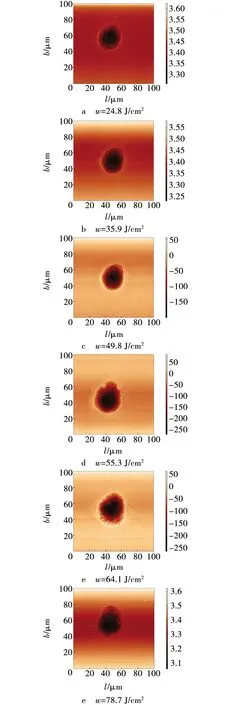
图3 超声清洗后微孔的形貌Fig. 3 Morphology of micropores after ultrasonic cleaning
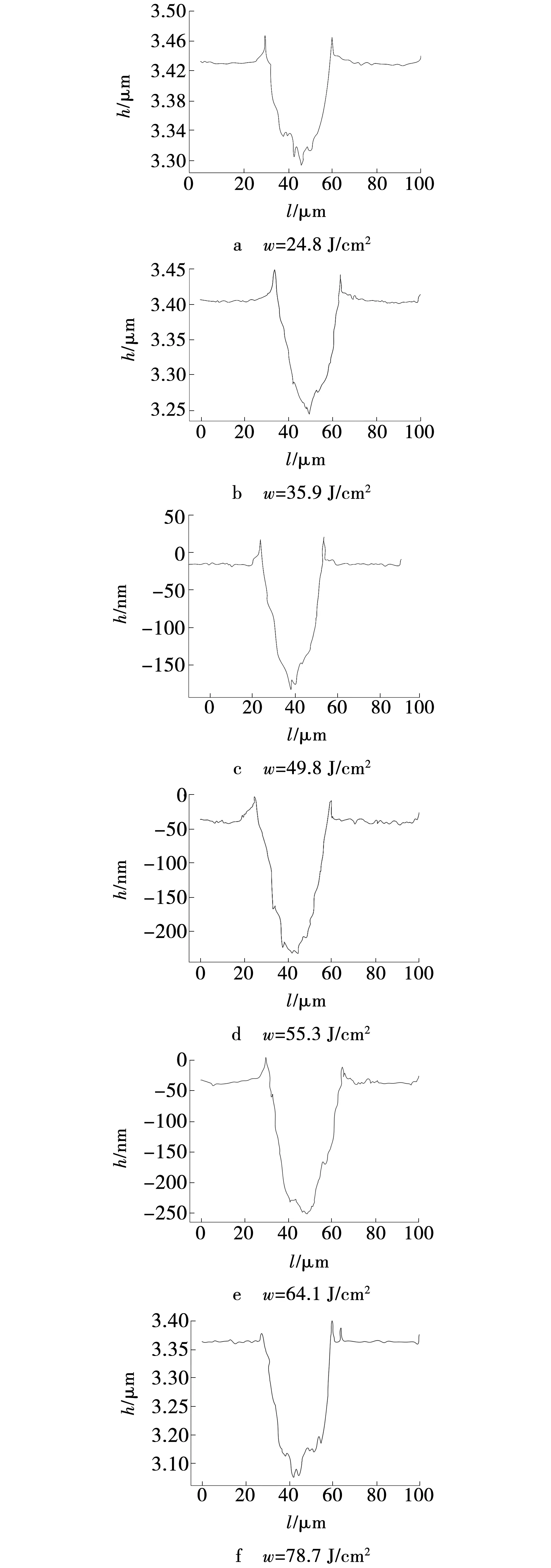
图4 超声清洗后微孔的截面Fig. 4 Cross section of micropore after ultrasonic cleaning
2.2 烧蚀阈值
当激光照射在蓝宝石时,被吸收激光的能量高于蓝宝石的烧蚀阈值时,材料发生破坏,实现加工。
具有高斯空间分布的激光束,激光能量密度(w)和激光脉冲能量(Ep)的关系为
(1)
式中,ω0—— 1/e2处高斯光束的束腰半径,μm。
在烧蚀过程中在蓝宝石表面形成的微孔直径(d)和激光光束的束腰半径(ω0)以及激光的能量密度的关系为
(2)
式中,wth—— 材料的烧蚀阈值,J/cm2。
根据式(1)和式(2),通过烧蚀孔直径d的平方与入射激光脉冲能量Ep的关系,可计算求出单脉冲激光烧蚀蓝宝石的烧蚀阈值。
单脉冲266 nm固体激光烧蚀蓝宝石时烧蚀微孔的直径平方(D2)和激光脉冲能量的对数(Ep)的关系如图5所示。从图5可以看出,烧蚀微孔的直径平方在不同激光能量下呈现出两种不同的变化趋势。微孔的直径平方随激光单脉冲能量的增加出现了拐点,该实验在拐点前后分别计算了烧蚀阈值。通过拟合计算得到低能量时的烧蚀阈值为8.04 J/cm2。拐点处的阈值在55~60 J/cm2之间,引起拐点的原因还在深入研究中。
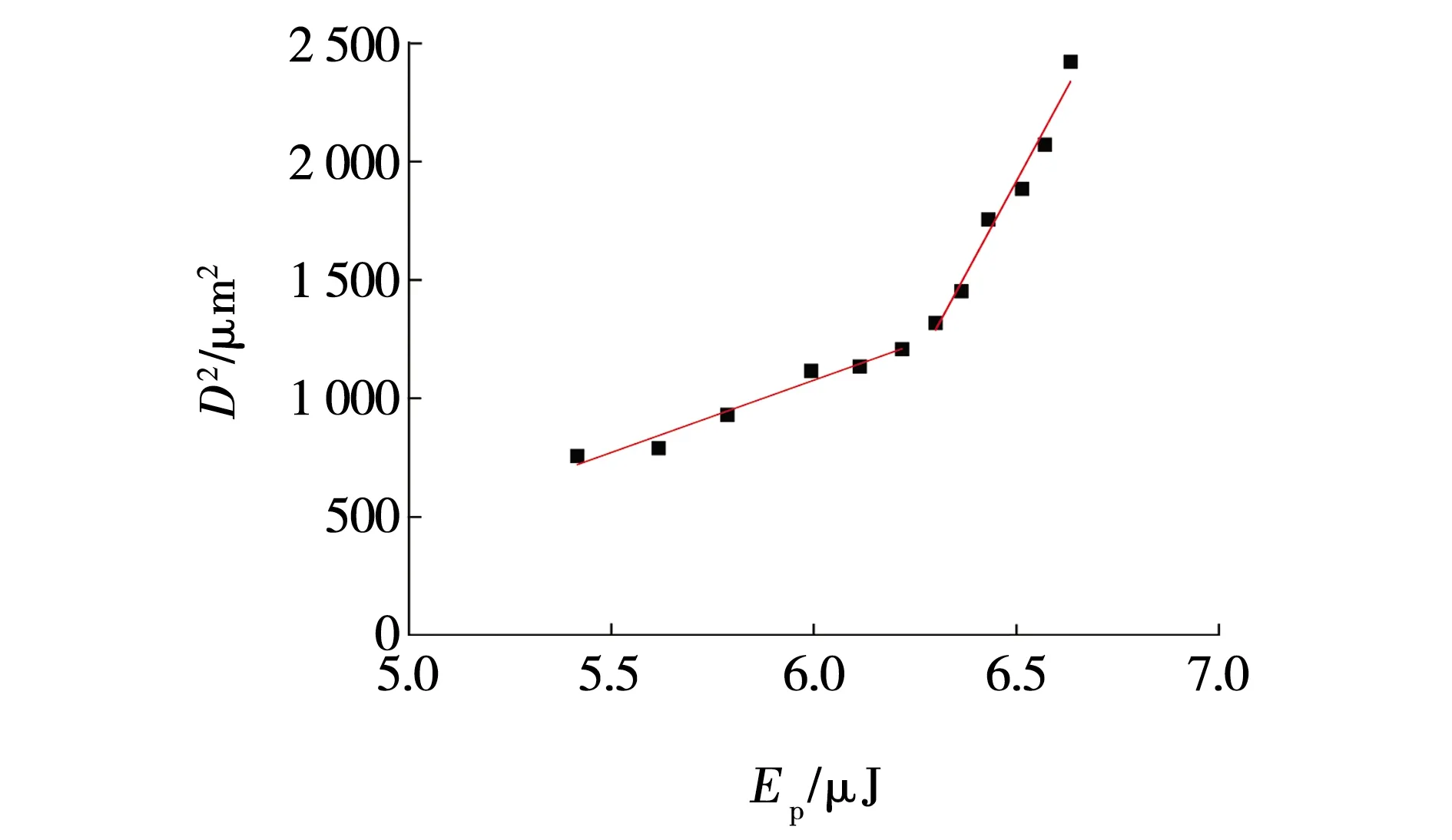
图5 烧蚀微孔的直径平方与激光脉冲能量的关系Fig. 5 Relationship between square diameter of ablation hole and laser pulse energy
2.3 蚀除机理
图6为微孔的直径和深度与激光能量密度的关系。从图6可以看出,微孔的直径和深度随着激光能量密度的增加而增加,但当激光能量密度增加到一定值后,微孔的直径和深度基本保持不变,不随激光能量密度的增加而增加。
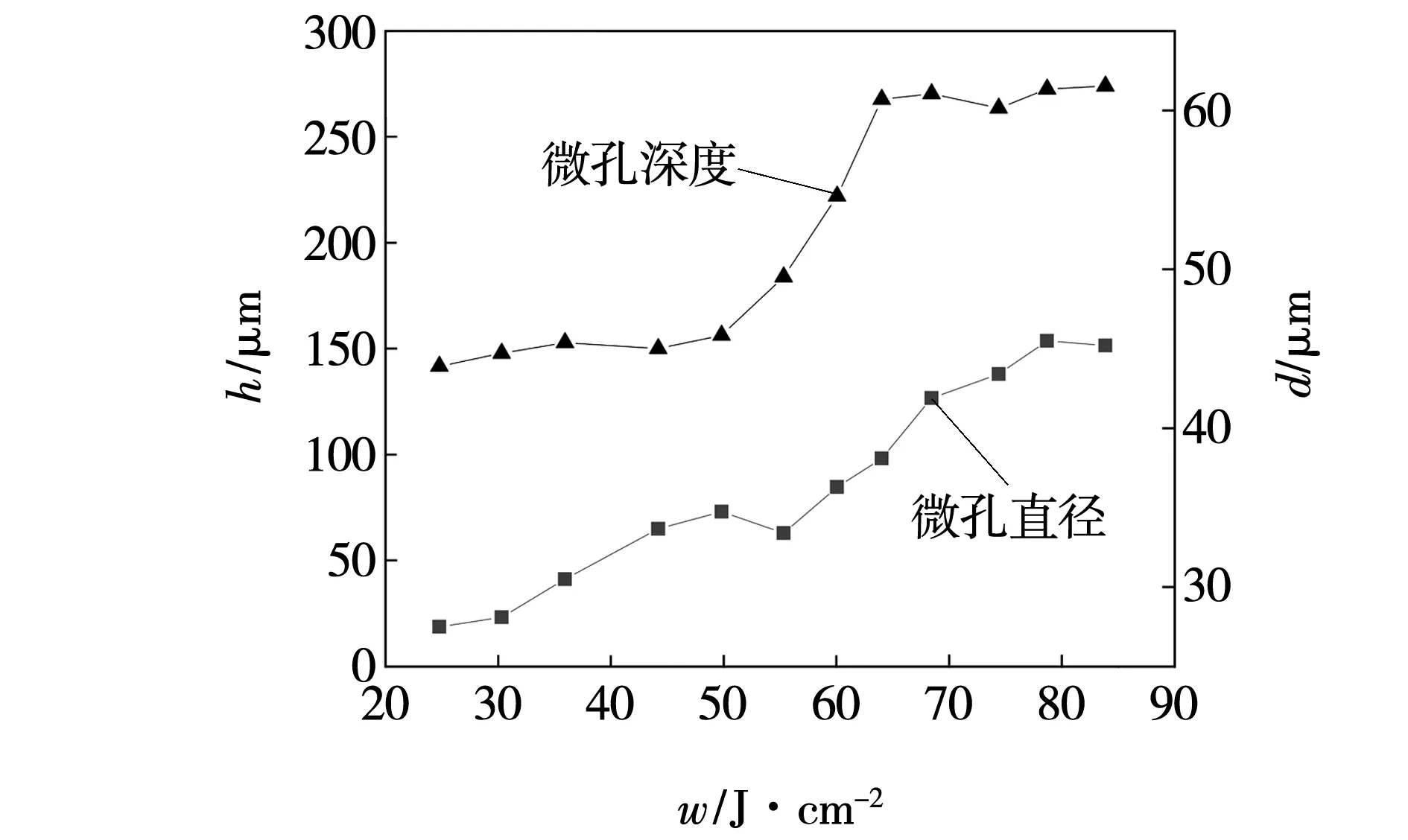
图6 微孔的直径和深度与激光能量密度的关系Fig. 6 Relationship between depth and diameter of ablated holes and laser density
从图6可以看出,微孔深度随着激光能量密度的变化存在三个不同的区域。
第一区域内(激光能量密度为24.8~49.8 J/cm2)微孔的深度变化率较小,而微孔的直径则随着激光能量密度增大而增大。结合图2a和图2b可知,此能量密度范围内微孔周围较清洁、无明显裂纹、熔融物较少,只有少量喷溅物,上述特点与光化学作用的“冷”加工特征吻合度较高[12],判定该区域内主要是光化学作用为主。在光化学烧蚀过程中,当化学键之间的断裂速度超过化学键之间的复合速度时,便会在激光作用区域内产生离子、自由电子、分子以及中性原子。这些被分解的原子、离子以及其他成分在压强的作用下喷射出去,并带走剩余的能量,此过程中蚀除量小,烧蚀深度较小,且无裂纹等热作用现象。
第二区域内(激光能量密度为49.8~64.1 J/cm2)微孔的直径和深度变化率变大。随着激光能量密度的增加,热量不断积累,温度持续升高。当温度高于汽化温度时,微孔内的熔融物质在内部汽化压力的作用下喷出微孔外,使微孔的直径和深度均快速增加。由图2c和图2d可以看出,微孔周围的熔融物明显增多。
第三区域内(激光能量密度为64.1~83.8 J/cm2)微孔的直径和深度的变化率又变小。随着激光能量密度的变大,熔化和蒸发的材料继续吸收激光能量,通过多光子雪崩电离产生高温、高压的等离子体。但高斯分布的激光束边缘光强较小,产生的热较少,温度较低,等离子体在压力作用下会向烧蚀区域的边缘膨胀,其膨胀速度随着温度下降而减小。随着膨胀距离的增大,等离子体传播速度减小,产生的压力也减小,导致烧蚀区域内的熔融物、复杂等离子体等难以喷射出来。同时等离子体对激光能量的吸收、散射或二次激发等削弱了激光对蓝宝石的烧蚀,使得微孔的直径和深度趋于饱和。由图2e和2f可以看出,微孔周围存在大量熔融物。分析认为该区域内材料的蚀除主要以光热作用为主。
通过建立理想状况下光化学作用和光热作用的烧蚀深度模型,与实验数据对比,对三个区域的机理进行了进一步分析。根据单脉冲激光烧蚀蓝宝石过程中光斑不同位置激光能量密度的高斯分布,得到激光光化学作用烧蚀蓝宝石的烧蚀深度(hp)表达式为
(3)
式中:α——激光的有效吸收系数;
x—— 到激光光斑中心的距离,μm;
r0—— 激光的光斑半径,μm。
根据Couto等激光热作用的阈值通量模型,推导出激光热烧蚀深度模型[13],激光光热作用烧蚀的烧蚀深度(hth)表达式为
(4)
式中:w0——入射激光的最大能量密度,J/cm2;
Aarr—— Arrhenius频率因子,μm/pulse;
E*—— 含比例系数的材料的激活能,J/cm3。
通过式(3)和式(4)建立的理想状况下光化学烧蚀和光热烧蚀的深度模型,计算不同能量密度下烧蚀深度,对比分析实验测得的烧蚀深度,如图6所示。从图6可以看出,光热烧蚀深度模型计算结果大于实验测得数据,主要是因为模型没有考虑由于等离子体形成以及在等离子体表面上的反射所引起的能量损失。光化学烧蚀深度低于实验数据,主要是因为此模型中为理想状况,而在实验中,一直存在着光热作用,低能量密度作用时主要以光化学作用为主,还存在部分光热效果,使得理论模型计算数据低于实验数据。
烧蚀深度和激光能量密度的关系为如图7所示。不同能量密度可烧蚀微孔的3D形貌如图8所示。由图7可见,激光能量密度在24.8~49.8 J/cm2之间时,实验测得的烧蚀深度的曲线斜率小,烧蚀深度增长缓慢。此能量密度区间内,光化学烧蚀深度曲线与实验结果比较相符。图8a为激光能量密度在24.8 ~49.8 J/cm2时微孔的三维形貌图,从图8a可以看出,微孔表面无裂纹、边缘锐利整洁,无光热作用在材料表面产生的裂纹、熔融沉积、气泡、溅射碎片、热影响区、暗化等缺陷[13],上述特征与光化学蚀除的特征吻合度较高。
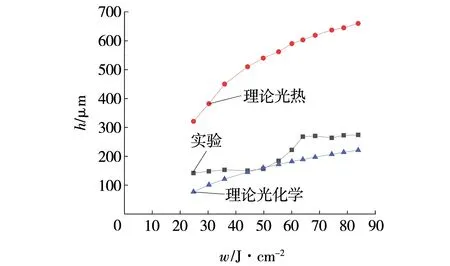
图7 烧蚀深度和激光能量密度的关系Fig. 7 Relationship between laser energy density and ablation depth
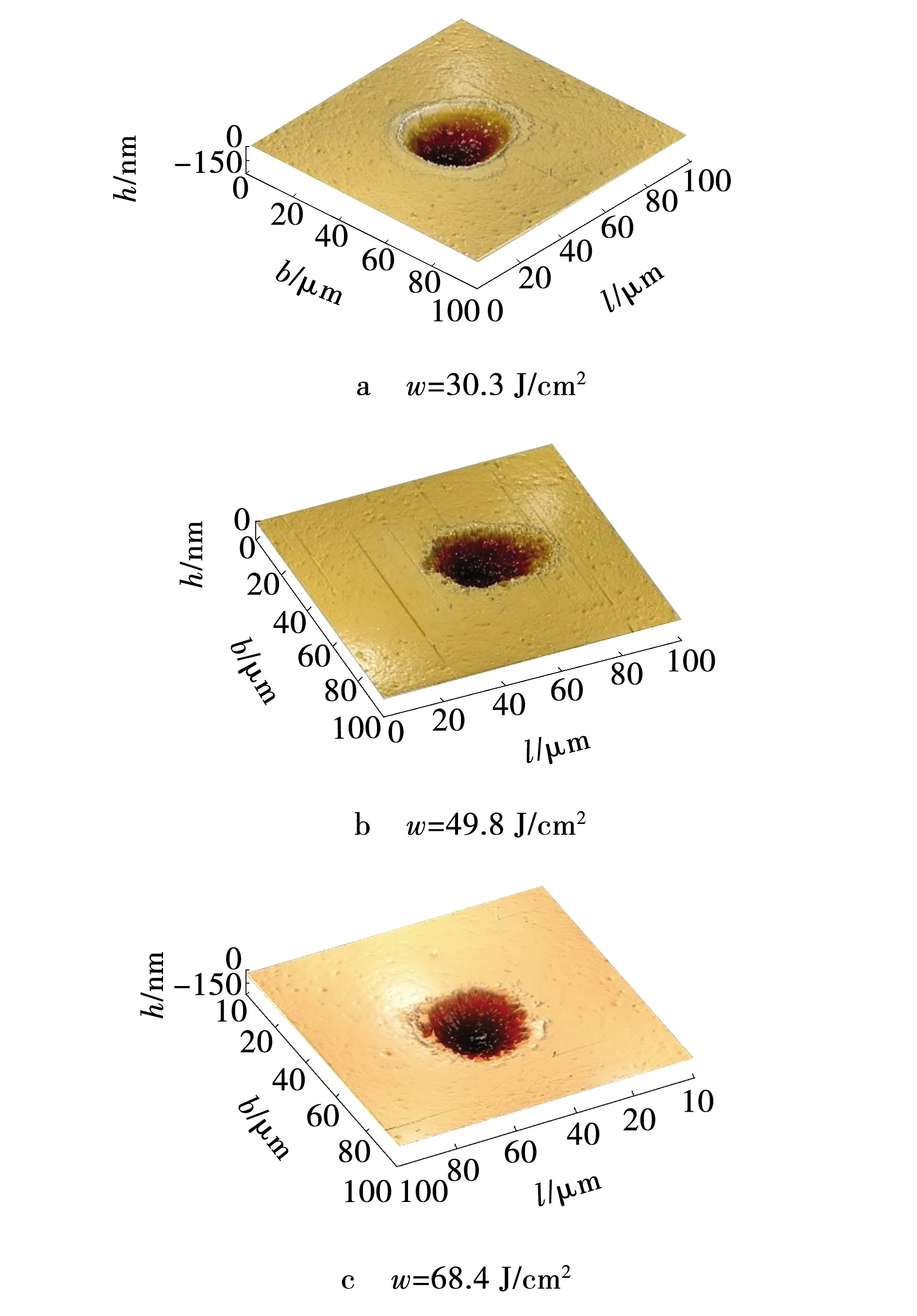
图8 不同能量密度下烧蚀微孔的3D形貌Fig. 8 AFM morphology under various incident laser energy densities
当激光能量密度介于49.8 ~64.1 J/cm2之间时,烧蚀区域的深度随着激光能量密度的增加而迅速增加。根据图2e和图2f,微孔周围有大直径颗粒的抛出。上述两个特征与紫外激光高能量密度蚀除材料时的液相爆破机理相吻合。液相爆破是高能量密度激光蚀除材料的主要机理之一[14]。液相爆破存在三个明显的特征,即激光加热瞬时温度超过材料的临界温度,大直径颗粒的抛出和烧蚀深度的突变。根据液相爆破三大特征进行判断,此能量密度范围内液相爆破是蓝宝石被蚀除的机理之一。根据文献[15],紫外激光烧蚀蓝宝石过程中,光热作用的占比随着能量密度的增加而逐渐增大。因此,在此能量密度范围内,激光与材料的作用过程光热作用逐渐增强,为光化学和光热两者共同作用的结果。
当激光能量密度继续增大(激光能量密度为64.1 ~83.8 J/cm2),在激光脉冲作用时间内,材料表面被加热,表面材料温度大于熔点,形成宽而浅的熔池,液态蓝宝石温度持续增加,部分材料温升至气化点形成蒸汽以及高温等离子体。相对于蒸汽压强,等离子体冲击波压强更高,作用范围更广,导致烧蚀区域周围的熔融物分布不均匀,且有较多裂纹出现,如图8c所示。同时等离子体的屏蔽效应将严重影响到激光与材料之间能量的耦合。因此,该能量密度范围内,激光与材料之间的作用机制存在等离子体屏蔽,材料的去除以光热作用为主。
3 结束语
通过单脉冲266 nm纳秒固体激光在蓝宝石进行烧蚀实验,表征了烧蚀微孔,探讨了烧蚀机理。通过烧蚀微孔和脉冲能量的关系,计算得到了烧蚀阈值为8.04 J/cm2。烧蚀微孔的直径和深度随着能量密度的增加而增加,但当激光能量密度增加到一定值后,微孔的直径和深度保持恒定。根据烧蚀深度和激光能量密度的关系,烧蚀过程存在三个区域,三个区域内的烧蚀机理分别为光化学作用、光化学和光热共同作用以及光热作用为主,作用机理的不同使得烧蚀质量和效率差别较大。上述研究为紫外激光加工蓝宝石提供了参考。
