锅炉压力容器检测中超声波探伤技术的应用研究
2020-09-23陈峰宜春市特种设备监督检验中心
陈峰 宜春市特种设备监督检验中心
在锅炉压力容器实际应用中,若没有对其采取有效的措施进行处理,那么就会导致裂缝的产生,直接影响到容器的安全使用。因此这时需进行锅炉压力容器裂缝检测,避免裂缝产生降低锅炉压力容器应用效率。而超声波探伤技术的使用不但可以进一步提升检测准确性,还可以提升检测速度,所以这时需要对检测技术进行应用研究。
一、超声波探伤技术的意义
锅炉压力容器在应用的过程中会产生一定的故障,为了及时找出其中存在的故障并采取有效的措施对其进行解决,需要对其采取相应的检测技术,而超声波探伤技术作为使用较为广泛的技术之一在锅炉压力容器检测中得到了较为广泛的应用。超声波探伤技术具有一定的检测优势,超声波探伤技术的检测成本相对较低,且检测精确度较高。随着我国社会经济和技术的进步,锅炉压力容器检测中应用超声波探伤技术有着非常重要的意义。超声波探伤技术的检测探头频率保持在2kHz-25kHz 左右,均匀程度直接影响着实际波长传输途径。若介质较为均匀,那么其检测波长呈直线,若介质不够均匀,那么其波长则呈折射状。在折射状态下非均匀介质会出现不同的化学反应,以此为基础进行检测信号的转换,进而合理的评价锅炉压力容器内部缺陷。另外,实际生产过程中对于超声波探伤技术的使用还可以在各个检测环节中应用,不需要采取其他加工工作,对材料质量的增强有着一定的影响。
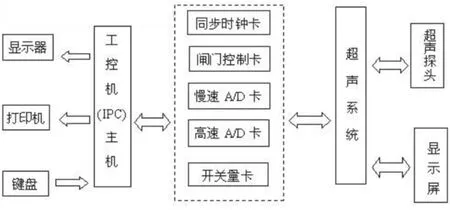
图1 超声波探伤系统
二、超声波探伤技术的检测方式
(一)确定波束方向
在对锅炉压力容器进行超声波探伤技术检测的时候,需要保证超声波波束方向准确,波束方向的准确能够对检出质量起到决定性影响。相关人员在实际检测过程中需要使波束方向与探头方向持平。在实际应用检测中,假如受检测锅炉压力容器的外部较为粗糙,就会增加探头与物体之间的接触误差,降低检测精准度。另外,假如物体实际体积较大,还会影响到锅炉压力容器的故障定位。所以相关人员在进行锅炉压力容器检测前需要对锅炉压力容器外部进行清洁,避免容器外部受到污染影响超声波探伤技术检测质量。在相关人员实施超声波探伤技术前,如果无法及时将污染清理干净,那么就需要在后续检测结果分析的过程中考虑到污染对检测结果产生的影响,进一步避免锅炉压力容器外部污染降低超声波探伤技术检测精确度[1]。
(二)避免数据读取错误
锅炉压力容器对于超声波探伤技术的使用过程中,相关人员还应该尽量避免出现读取误差,若超声波探伤设备自身存在故障,就会造成数据读取误差。所以想要进一步解决这一问题检测人员可以在使用超声波探伤技术前调试设备在,假如超声波探伤检测设备自身存在故障,那么就可以对其进行校准,必要时可以对其进行调试。产生数据偏差的主要问题在于设备内部水平线平偏差,这时检测人员就需采取合理的方式对其进行预防,进而促使超声波探伤技术检测结果准确性的提升。超声波探伤技术在使用的过程中探头的轴线需要与阿计划的中心轴线相结合,假如其二者没有完全重合,就会出现双峰现象,使相关人员无法找出锅炉压力容器中存在故障的部位。所以在进行缺陷检测的时候应尽量避免探头故障[2]。
(三)预防缺陷检测干扰
超声波探伤技术在实际应用的时候需要相关人员采取耦合剂对其进行涂抹,保证超声波探伤技术阻抗能力符合标准。一些待检测的容器设备外部较为粗糙,存在污染,这时即便涂抹足够的耦合剂仍然会导致严重的误差。另外,超声波探伤检测设备的耦合情况会影响到锅炉压力容器的检测精准度,因此相关人员需保证其二者一致,使其差异在正常范围内,进一步提升故障定位准确性。
三、超声波探伤技术应用案例
某锅炉压力容器内部存在容器钢板焊接缝隙,因此这时相关人员在对其展开故障检测的时候首先需要进行曲线绘制,锅炉压力容器内部钢板焊接缝隙检测的时候应该以距离-波幅为主,相关人员可以使用对比方式进行结果测量。并结合不同的缺陷情况掌握其焊接缝隙差异。在绝大多数情况下,假如裂缝内部呈现纵向,钢板厚度为5-50mm内。若纵向内部存在缺陷,这时波幅处于6dB。若裂缝内部呈现横向,这时波幅处于10dB,相关人员在对其进行检测的时候检测人员需要先进行耦合剂涂抹,使其放置在检测容器上。最终获得的波幅曲线和信号曲线,相关人员可以借助对曲线的细致观察获得缺陷评定结果[3]。
其次评定缺陷,在开展缺陷评定的时候应率先进行长度判定,在判定的时候若最大反射波幅位于定量与判废线之间,那么则缺陷迪<10mm,应记录5mm。若锅炉压力容器存在不同位置出现多个故障,且两者之间距离<8mm,那么这时就需要叠加多个缺陷长度,基于长度总和计算最终缺陷长度。若故障之间距离>8mm,那么这时就需要对其分别记录,有效预防评级错误,进一步促使锅炉压力容器检出率的提升,有效弥补缺陷。
最后实施结果判别,在获得锅炉压力容器内部缺陷长度指标后,可以对其展开有效的判断。对于一些危险系数较高的故障需及时采取有效措施重点处理,例如裂缝,裂纹等等,若故障危险性较小,那么就可以持续观察波幅,最终结合波幅情况对锅炉压力容器进行细致的观察,进一步对其维修方式进行判断。一般情况下锅炉压力容器的故障等级分为三等,容器板材厚度分为4-50mm,100mm,300mm,三个等级。这时就需要相关人员对其进行厚度等级划分,制定合理的修复措施,使锅炉压力容器内部故障得到及时处理,避免故障持续扩大直接影响到后续锅炉压力容器的稳定运行。
四、结语
综上所述,基于确定波束的情况下避免在读取数据的时候存在较大误差可以在一定程度上提高超声波探伤技术探伤质量。在对锅炉压力容器检测的过程中需要相关人员采取有效的措施避免衰减和性能干扰,进一步缩减结果误差。由此可见超声波探伤技术可以提升锅炉压力容器的检出率,能够降低故障的产生。