浅谈电镀不良对高可靠产品的影响
2020-09-12滑国红
滑国红
摘 要:工业零件用电镀件主要从生产工艺需要、防氧化保护、指标参数影响等方面,电镀工艺的成熟度以及质量的好坏对使用影响非常大,通过国标的要求必要时还是要与实际应用相结合,将产品的可靠性不断提升。
关键词:工艺需要;工艺成熟度;与实际应用相结合
中图分类号:TQ153 文献标识码:A 文章编号:1671-2064(2020)08-0077-02
0引言
随着微波元器件产品可靠性要求的提高,人们对产品的装配、焊接、外观及长期可靠性隐患等方面对封装外壳的质量提出了更高的要求。根据国家标准GB/T 4054-1985涂料涂覆标记》和GB/T 13911-1992《金属镀覆和化学处理表示方法》对外壳进行常规操作一般是满足常规使用要求,对长期可靠性还应加严控制,本文主要从电镀不良对产品后续应用带来的问题及隐患图文并茂地讲解分析,希望可以对电镀行业对器件级外壳的电镀质量加以严控。
1外壳表面电镀类型
(1)铝合金外壳表面导电氧化;(2)可伐外壳表面镀金;(3)铝合金外壳表面局部镀金;(4)铝合金外壳表面镀镍;(5)铝合金外壳表面镀银。
2 铝合金外壳表面导电氧化不良影响
导电氧化的分类及特性。化学导电氧化从颜色来分,彩色导电氧化(彩虹色和淡黄色)、本色导电氧化。氧化膜本身不导电,主要是起到阻挡外部环境侵蚀,又因为很薄,金属零件就具备了导电的特性。
(1)本色导电氧化膜透明无颜色,其氧化膜层非常薄,厚度约0.3~0.5um,导电性能良好,主要应用于加工后的铝合金零件。
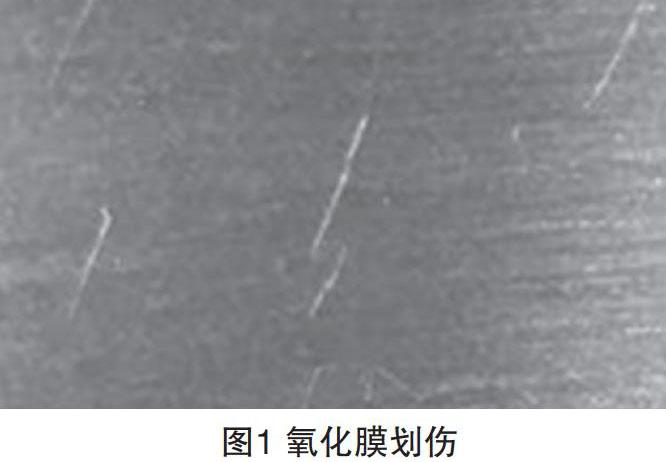
应用时考虑到外观的一致性效果很好,有轻微碎纹对导电氧化的效果影响不大,但较大较深的划伤将破坏氧化膜,影响导电性能。(如图1所示)
检验措施:外壳进行温度冲击45℃~+85℃,3次,保持1h,转换时间<5min。电老炼+60℃,48h,高温存储+85℃,72h,低温存储-45℃,48h,恒定湿热温度:35℃,湿度(95±3)%,时间48h。
(2)彩导导电氧化膜厚低于0.5um,呈彩虹色或淡黄色,抗腐蚀性好,适用于表面要求导电的铝合金零件。应用高温烘烤出现褪色现象较为明显,影响产品外观一致性。该现象被称为“着色不稳定”。(如图2所示)
产生原因1:氧化后壳体放置加热平板进行烘干,烘干完成后未充分冷却至室温,而是直接对壳体进行叠放包装,从而出现受热不均,造成着色不稳。
产生原因2:氧化操作完成后,经高压气体吹净、烘干后,部分盒体盲孔内可能仍有水汽残留,并未挥发完全,就进行了叠放包装,叠放壳体之间空气流动相对较少,水汽聚集较重的具备出现着色不稳。
3可伐外壳镀金不良的影响
(1)可伐基材表面镀镍金是利用电解原理在表面镀上一薄层镍和金的过程,镀镍主要是满足焊接的的物理特性,其金层可有效防止镍层氧化而失去活性,同时镀金还可起到导电、反光、耐磨、抗腐蚀及美观的效果,但镀金工艺相对昂贵。
(2)检验方法:X射线荧光测厚仪和显微镜检验外观。
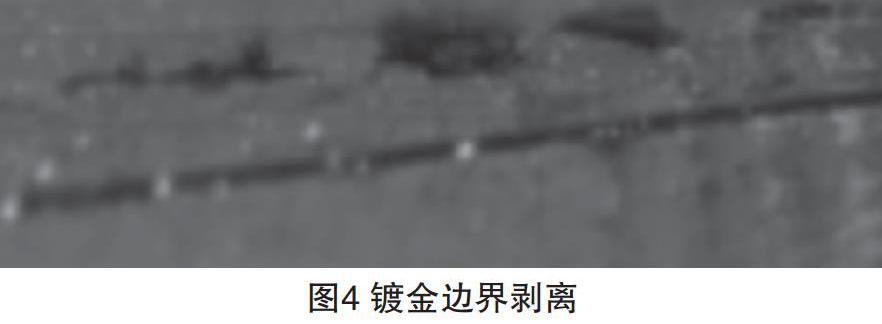
(3)可伐金属表面电镀镍金,主要应用于表面的可焊性、导电性、抗腐蚀性,广泛推广在高可靠要求的产品中。镀层致密性、结合力和杂质含量都会影响抗腐蚀性能,而划伤如破坏到基底,随时间和气氛的影响氧化现象加剧,会产生明显的锈蚀,对于长期使用来讲对产品可能带来致命的风险,另镀层偏薄、偏厚、划伤、鼓包等问题对于后期应用影响较大。(如图3所示)
4铝合金外壳表面局部镀金
(1)铝合金腔体被广泛应用于微波接收模块中,并作为功能性零件使用,要求铝合金腔体的内壁有优良的防腐性、平面度、低接触电阻和金锡可焊性。通常在需要焊接的部位进行局部电镀或化学镀,形成可焊性良好的表面。其中,局部镀金的方式被大量应用,非焊接面为保证良好的耐腐蚀性,必须对铝合金表面进行化学氧化,以满足接地性导电及各种环境条件下的适应性要求。
(2)铝合金腔体的内壁异形复杂结构,局部保护通常只能用手工保护的方式进行,一般采用先局部保护化学氧化部位、后局部保护局部电镀层的方式,通常局部保护的边沿处为结合力的薄弱部位,即渗镀的频发部位。这也是造成该电镀方式弊端的关键。结合处附着力太差即渗镀现象较为明显时,安装使用过程时会破坏该处镀层,从而造成大面积金层的剥离,大大影响可焊性,后期产生形成腔体内多余物。(如图4所示)
(3)从腔体外观来讲,电镀会存在返工导致再次氧化的操作,对于使用焊接工艺影响较大,但由于氧化膜太薄很难测量,因此很难分辨现象的产生原因。
5铝合金外壳表面镀镍不良应用的影响
(1)铝合金外壳表面电镀镍,控制镀层厚度均匀,有很好的稳定和耐指纹特点,而且成本造价非常低,电子工业中应用较为普遍。
然而镀镍的可焊接性与金、银相对较差,化学镀镍是基于电镀这一问题,从电镀原理上增强它的均匀性,孔隙率相对低,一定程度上满足焊接的要求,实践中稳定性也得到了验证。
(2)依据军用标准SJ20130-90,对金属件表面镀层的附着力进行热震试验,将化学镀镍零件放置于加热至220℃的烘箱中或热板上,保持0.5h,经室温水中骤冷,未见鼓泡与起皮。
(3)化学镀镍通常是在高温操作对软化点低和高温下易变形的材料施镀,会引起基体的变形和改性。电镀工艺控制较差时,附着力差、起泡、可焊性差等问题对产品应用影响很大。附着力差往往在烧结时发现形成小起泡或大鼓包,直接导致焊接失败。电镀光亮剂过多影响表面可焊性效果较差。(如图5所示)
6铝合金外壳表面镀银
(1)铝合金外壳表面镀银,可以很好的改善其导电、焊锡、抗蚀和影响产品指标,所以被某些领域沿用至今。但由于铝合金属于两性金属,与酸和碱都起反应,前处理稍有不当,就会造成表面过腐蚀的现象。而铝合金无论在空气中还是在溶液中都极易产生氧化膜,这层氧化膜如果不去除干净,将影响镀层的结合力。另外,镀银前打底镀层也很关键,可选用镀铜或化镀镍的方式,化镀镍根据应用广泛来讲成本较低工艺较为稳定,镀镍厚度一般为3~8um,太厚易产生起皮,太薄镀银效果差。镀银根据造价和指标而定,一般5~8um可满足。
(2)依据军用标准SJ20130-90,对金属件表面镀层的附着力进行热震试验,将化学镀镍零件放置于加热至220℃的烘箱中或热板上,保持0.5h,经室温水中骤冷,未见鼓泡与起皮。
(3)铝合金外壳表面镀银工艺常见的问题:起泡、变色、氧化。镀银起泡除电镀完成后进行热震试验方法检测出效果外,它还会随时间慢慢显现出“小气泡”的现象,尤其温度湿度急速变化时。变色及氧化是镀银本身的缺陷,只能通过电镀后立即进行涂防护剂的方式,将其进行膜保护。(如图6所示)
7结语
对于器件级外壳的表面电镀方式的应用进行分类阐述,对不良问题带来应用的影响进行分析及展示,可以从加强对使用的检验及避免使用过程及长期可靠性的应用,电镀角度多参考应用过程,避免工艺不稳定性的现象产生,以及如何改善固有的缺陷,改變操作的不确定因素的影响,在整个行业的应用都是非常有必要的。
