液压支架结构件常见缺欠国内外标准对比解析
2020-09-10李福永杨高白海明
李福永 杨高 白海明




摘要:逐一对比解析液压支架结构件常见的缺欠标准ISO 5817和MT/T 587,主要包括缺欠类别、相应的检测等级和验收等级。国内外标准主要差异性表现为:(1)缺欠验收仅是MT/T 587的一部分,其适用范围广于ISO 5817,但没有ISO 5817系统、具体和全面;(2)MT/T 587仅对表面缺欠和几何形状缺欠有具体规定,但未对内部缺欠详细解释,仅要求缺欠验收符合GB/T 11345规定;(3)关于表面缺欠和几何形状缺欠,MT/T587-Ⅰ类比ISO5817-C级评定更为苛刻。最后,制定了常见缺欠的应对措施:(1)为降低应力集中,宜采取焊趾打磨;(2)两标准均允许内部气孔和夹杂缺欠存在,但应满足评定极限值;(3)几何形状缺欠虽然降低了接头的承载力,但可增加焊缝厚度进行补偿。
关键词:液压支架;缺欠标准;对比解析;差异性;应对措施
中图分类号:TG457 文献标志码:C 文章编号:1001-2303(2020)01-0088-04
DOI:10.7512/j.issn.1001-2303.2020.01.16
0 前言
随着煤矿开采技术的迅速崛起,液压支架积极地向智能化和无人化开采目标迈进。高端类液压支架工作阻力高达26 000 kN,要求结构件循环使用寿命60 000~80 000次。为保障液压支架安全、可靠和高效地开采,标准的贯彻和落实尤为重要[1]。近年来,各企业逐渐引进ISO3834-2国际焊接企业管理体系,从而保证了质量等级能与国际接轨。本文将常见的液压支架结构件缺欠质量等级、相应的检测等级和验收等级的欧洲(国际)标准和煤炭行业标准进行对比解析。具体来说,ISO 5817是欧洲(国际)缺欠验收的总则性标准,与其相对应的验收标准是ISO 17635。MT/T 587是国家煤炭行业发布的关于液压支架结构件制造技术条件,但未具体规定焊缝内部缺陷验收等级,仅要求验收标准符合GB/T 11345规定。
由于考核的出发点和侧重点不同,因此两标准ISO 5817和MT/T 587對表面缺欠的具体衡量指标有所不同。通过对比解析,寻找常见焊缝缺欠的差异性并提出相应的解决措施,从而更好地为液压支架结构件制造提供安全、可靠和高效的保障。
1 标准对比
涉及出口产品,液压支架结构件焊缝缺欠质量等级采用国际标准ISO 5817-2014(简称ISO 5817),它是缺欠验收的总则性标准,规定了三个质量等级,其中B级质量最高、C级次之、D级质量最低。缺欠种类包括:表面缺欠、内部缺欠、几何形状缺欠和多种缺欠。国际标准ISO17635-2010(简称ISO 17635)是焊缝无损检测方法验收等级标准,列出了质量标准和无损检测标准的检测技术、检测等级以及可接受水准之间的关系。ISO 17635附录C(资料性)给出了外观、表面及内部检验相应方法的验收等级,如表1所示。此外,ISO 5817附录C对焊缝的疲劳等级C63(c)、B90(c)和B125做出了附加要求,这为结构件循环使用寿命提供了参考依据。
涉及内销产品,液压支架结构件焊接缺欠质量等级采用行业标准MT/T 587-2011(简称MT/T 587),是液压支架结构件制造技术规范。适用范围:下料、焊接、返修和检验。焊缝等级分为Ⅰ类焊缝和Ⅱ类焊缝,其中Ⅰ类焊缝质量级别较高。国标GB/T 29712-2013(简称GB/T 29712)规定了铁素体全熔透焊接接头超声波检测-国标GB/T 11345-2013(简称GB/T 11345)的验收等级,如表2所示。
ISO 5817质量等级中B级焊缝要求最高,液压支架结构件绝大多数焊缝达到C级即可满足工作阻力和疲劳寿命要求。液压支架结构件的重要受力部件的焊缝等级为MT/T 587-Ⅰ类,其余部位的焊缝等级为MT/T 587-Ⅱ类。通过对比解析得出,ISO5817-C级与MT/T 587-Ⅰ类焊缝质量等级相当,ISO5817-D级与MT/T 587-Ⅱ类焊缝质量等级相当。
2 缺欠类别
为保证焊接质量管理水平能与国际接轨,现将液压支架结构件中典型缺欠类别逐一梳理,并进行分类对比解析。
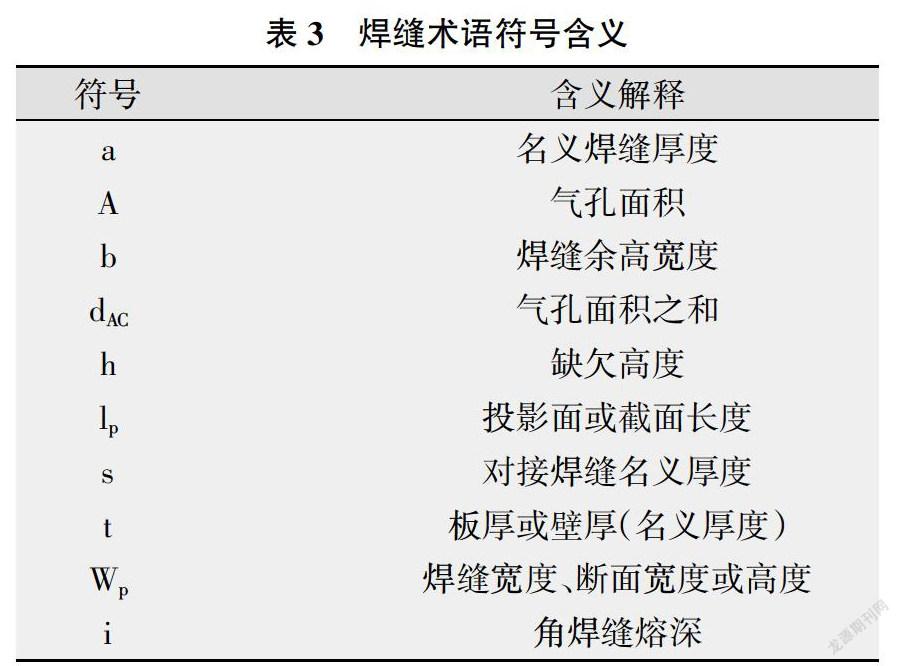
2.1 焊缝术语
符号详见ISO 2553,具体含义解释如表3所示。
2.2 缺欠类别
关于裂纹、未完全熔合和翻边(焊瘤)等表面缺欠,国内外标准评定均较严格,如表4所示。关于表面气孔、盖面咬边和弧坑缩孔等表面缺欠,MT/T 587-Ⅰ类评定等级比ISO 5817-C级更为苛刻。
MT/T 587未具体解释内部缺欠,仅要求检验等级符合GB/T 11345 至少A级规定,验收按照GB/T 29712的3级执行。ISO5817-C级允许焊缝均布气孔和局部密集气孔存在,这虽然会对接头性能有一定的影响,但若满足表5所允许的缺欠极限值范围内,并不会降低液压支架工作阻力和结构件的循环使用寿命。
关于未焊透缺欠,常见的液压支架结构件未焊透类型为T型接头,该缺欠会缩小焊缝的有效面积,降低力学性能,且会成为裂纹源,如表5所示。
常见的几何形状缺欠类型为错边和角焊缝根部间隙,虽然减少了焊缝的有效承载厚度,降低了力学性能,但都可通过增加焊缝厚度进行补偿。MT/T 587-Ⅰ类要求比ISO 5817-C更为苛刻,如表6所示。
3 差异性
寻找ISO 5817和MT/T 587中焊缝缺欠质量等级的差异性,以期为生产提供更可靠和安全依据。
(1)应用范围:MT/T 587应用范围比ISO 5817广,但没有ISO 5817系统、具体和全面。此外,ISO
5817附录C额外提出了焊缝的疲劳等级。
(2)评定等级:一般来说,ISO5817-C级与MT/T 587-Ⅰ类焊缝质量等级相当,ISO5817-D级与MT/T 587-Ⅱ类焊缝质量等级相当。但由于考核的出发点和侧重点不同,MT/T587-Ⅰ类要求表面缺欠和几何形状缺欠评定级别比ISO 5817-C级更为苛刻。
(3)详尽程度:MT/T 587仅对表面缺欠和几何形状缺欠有规定,但未对内部缺欠具体解释,仅要求验收符合GB/T 11345。
4 应对措施
为提高液压支架的工作阻力和循环使用寿命,郑州煤矿机械集团公司逐渐引进ISO 3834-2国际焊接企业管理体系,促进了焊接质量水准与国际接轨,生產中涉及的缺欠类别宜参考的应对措施[8-9]为:
(1)涉及高端产品的表面缺欠和几何形状缺欠,建议选取两标准较为严格的评定级别。关于内部缺欠,MT/T 587未具体解释部分可参照ISO 5817执行。
(2)为降低应力集中,提高接头的循环使用寿命,宜采取焊趾打磨和TIG熔修方法。实际施工时以焊趾打磨为主,并利用HJC40型焊缝检尺测量深度。
(3)在允许的缺欠极限值内,ISO 5817和MT/T 587允许内部气孔和夹杂缺欠存在,并不会降低结构件的循环使用寿命和工作阻力。
(4)几何形状缺欠减少了焊缝的有效厚度、降低了接头的承载力,可通过增加焊缝厚度进行补偿。
5 结论
本文对比解析了国际标准ISO 5817和行业标准MT/T 587中常见的表面缺欠、内部缺欠和几何形状缺欠类型,并提出采取的应对措施:
(1)表面缺欠和几何形状缺欠评定所允许的极限值不同,MT/T 587-Ⅰ类比ISO 5817-C级要求更为苛刻。涉及高端产品,建议选取较为严格的评定级别。
(2)为提高结构件的循环使用寿命和工作阻力,宜采取焊趾打磨消除表面缺陷以降低应力集中,并利用HJC40型焊缝检尺测量。
(3)MT/T 587未具体解释内部缺欠检测方法,仅要求检验等级符合GB/T 11345至少A级,验收标准符合GB/T 29712-3级。
(4)ISO 5817和MT/T 587均允许内部气孔和夹杂缺欠存在,但在允许极限值范围内,并不会降低结构件的循环使用寿命。此外,几何形状缺欠降低了接头承载力,但可通过增加焊缝厚度来补偿。
参考文献:
[1] 张定堂,陈戈. 液压支架标准化、系列化研究[J]. 煤矿机械,2013,34(12):46-48.
[2] ISO 5817:2014,焊接—钢、镍、钛及其合金的熔化焊接头(束焊除外)—缺欠质量等级[S].
[3] ISO 17640:2010,焊缝无损检测 超声检测 技术、检测等级和评定[S].
[4] ISO 17635:2010,焊缝无损检测 金属材料应用通则[S].
[5] MT/T 587-2011,液压支架结构件制造技术条件[S].
[6] GB/T 11345-2013,焊缝无损检测 超声检测 技术、检测等级和评定[S].
[7] GB/T 29712-2013,焊缝无损检测 超声检测 验收等级[S].
[8] 刘书麟. 焊接工艺对液压支架钢结构焊缝性能的影响[J].电焊机,2014,44(12):111-114.
[9] 张豫,武昆昆,高建光. 高端液压支架焊接工艺[J]. 热加工工艺,2012,41(21):185-186.
