Z3050型摇臂钻床常见故障分析及处理对策研究
2020-09-10杨岚
杨岚

摘要:笔者结合多年的工作经验,从摇臂钻床故障常见的诊断方法及诊断原则入手,针对Z3050型摇臂钻床在长期使用过程中的易发故障,论述了各常见故障的问题原因、诊断措施及处理对策,并就部分故障提出了预防措施。
关键词:摇臂钻床;故障;处理对策
0 引言
Z3050型摇臂钻床是摇臂钻床的基本型产品,主要适用于在中、小型零件上进行钻孔、扩孔、铰孔及攻螺纹等操作,是一种承担孔加工的万能通用型金属切削机床。该机床具有结构紧凑、操作灵活、价格低廉等特点,因此广泛应用于我国广大工业企业中。但在实际应用中,该机床也存在故障高发等问题,本文将结合笔者多年企业工作经验,对部分常见故障进行分析,并阐述故障的处理对策。
1 故障常见的诊断方法及诊断原则
首先,摇臂钻床常见的诊断方法是观察分析法。这是用感官对摇臂钻床进行初步分析的方法,通过问、看、摸、试四个步骤,初步判断故障原因。其次,根据机床存在的问题表现,使用计量器具(框式水平仪、百分表、塞尺、铸铁直尺、检棒等)对其进行性能、精度检查或试切,以精准判断可能出现的故障原因。
在摇臂钻床的检查过程中,我们一定要遵循的诊断原则,包括:先简单后复杂、先外部后内部、先静后动和先机械后电气。造成摇臂钻床故障的原因可能是多方面的,因此在检查过程中,首先要检查简单的问题再处理复杂的问题,从而将问题逐一解决。先外部后内部,是指先对外部情况进行检查,再检查内部的系统和零件,以免造成对摇臂钻床大的拆装。先静后动,是指先在摇臂钻床断电的情况下检查,然后再供给电源综合观察排除。先机械后电气,是指先排除机械性的故障,如零部件的损坏等,再考虑系统方面的故障。
2 Z3050型摇臂钻床常见故障
摇臂钻床结构较复杂,可能出现故障的部位也比较多,笔者结合企业实践工作经验,在此罗列出部分常见故障及故障的处理对策。
2.1 立柱无松开
机床立柱夹紧要求为用M12×45弹簧板螺钉调整内外柱锥面间隙,使夹紧松开时,外柱上下移动量保持在0.3为宜,调整时须使螺钉受力均匀,由螺帽调整立柱夹紧力。当调整到摇臂末端施加1568N水平力,立柱不得回转。松开后施加29N水平力即可转动,超过29N水平力而立柱不得回转,即可判定为立柱无松开。
出現立柱无松开的主要原因为立柱夹紧机构调整不当或47311//圆板弹簧断裂、M12×45弹簧板螺钉断裂。
2.2 主轴箱无夹紧
主轴箱夹紧的要求为拧紧制动架与主轴箱结合螺钉,调整制动架斜块螺钉及夹紧斜块,达到主轴箱夹紧时在手轮上施加切向力,主轴箱不得移动,主轴箱松开时,能够轻便移动。
主轴箱与摇臂的55°导轨面通过制动架小装进行结合,其配合间隙不当或45303//夹紧块位置不当均能导致该问题的发生。对制动架小装进行检查,发现装配时用工装出现严重磨损,导致调整后的45303//夹紧块偏低、调整余量少于工艺要求,其根本原因在于对工装的控制失效。
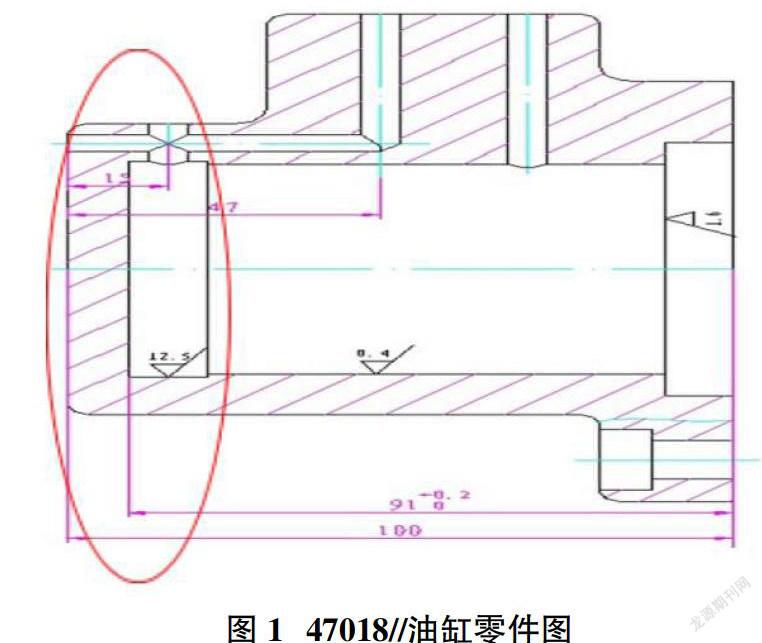
2.3 47018//油缸损坏
47018//油缸是立柱夹紧油缸小装中的关键部件,根据外部用户反馈,47018//油缸零件缸底损坏较多,导致机床不能正常工作,分析产生问题的主要原因:
①47018//油缸缸底厚度应为9mm(100-91),如图1所示,但实测零件尺寸小。对47018//油缸缸体厚度进行检验,比图纸要求厚度小2mm。通过理论计算:
1)缸底厚度为9mm时,当剪切力达到82N时,才可以将缸底底部顶掉;
2)缸底厚度为7mm时,当剪切力达到64N时,就可以将缸底底部顶掉。
此计算过程均与零件的抗拉强度有关。
②对47018//油缸铸件材质进行化验,发现铸件材质不符合要求,化验结果如表1所示。
通过化验结果可以看出:碳、硅含量超标,锰含量低。
2.4 变速油泵小装研伤
变速油泵小装安装在主轴箱的内部,是控制机床主轴传动和进给传动变速的关键部件。机床在工作中如果出现某几档变速突然失灵、变速乱档等问题,均可能是由变速油泵小装研伤造成的。经对研伤的变速油泵小装进行拆卸检查,发现主要是由于变速油泵小装中,44017//上泵片和44019//下泵片加工时,Φ20孔超差,0.015-0.02孔小,与其配合的44801//轴套、44802//轴套装入后,其内孔变形,导致44311//被动齿轮、44312//主动齿轮不能自如转动,影响机床性能。
3 Z3050型摇臂钻床故障的处理对策
3.1 立柱无松开问题的处理对策
结合前面的分析,可以采取如下故障处理方法。在立柱处于松开状态,观察47311//圆板弹簧及上面的6个M12×45内六角螺钉是否完整。
如果发现6个M12×45内六角螺钉完好,即用专用扳手检查6个螺钉拧紧力矩是否均匀一致。当故障出现时,一般该6个螺钉已经严重失调。即可采用正确的调整方法,完全放松所有螺钉,在内外立柱锥面自由接触状态下,严格按照圆形结构成组螺钉的拧紧工艺进行拧紧,当所有螺钉受力后,每次拧紧角度不大于150,直到立柱锥面脱开,摇臂推动顺畅为止。整个过程应该严格保证每个螺钉的扭矩一致,一致性程度越高,6个螺钉受力越均匀,使用周期就越长。该故障较推荐的预防措施为定期调整圆板弹簧螺钉,建议每季度进行一次预防性调整。
如果发现圆板弹簧或弹簧螺钉断裂,则需及时更换同等规格的产品。针对零件极易损坏的情况,也采取了以下改进措施。
①入厂检验。编制了《重点零件检验规定》,其中规定了47311//圆板弹簧、M12×45弹簧板螺钉的重点检验项目。
1)外觀质量检验:零件表面不得有裂纹、气孔、砂眼、锈蚀等质量缺陷。通过多次敲击,要保证零件表面无裂纹。
2)硬度检验:洛氏硬度计检验。选择试样在试验表面2-3处检验硬度,试验面应是光滑平面,不应有氧化皮和污物。
3)尺寸公差检验:尺寸按图样进行检验;圆板弹簧不得进行法蓝处理。
4)要求对每批次圆板弹簧进行规定数量的抽检,并保证对取样数量中的50%进行裂纹检验。
将要求库房检查员严格按照此规定执行,加强对圆板弹簧、弹簧板螺钉的入库检验力度。
②装配后变形量的控制。立柱夹紧时,严格控制外柱的位移量,防止圆板弹簧的变形量过大。
③已要求零件供应商对所供圆板弹簧标注了产品标识,同时要求售后服务部门,将问题弹簧螺钉邮寄回生产企业,以进一步分析问题原因,并向责任供应商进行索赔。
3.2 主轴箱无夹紧问题的处理对策
经前面分析,得出导致此问题的原因,主要为对工装的控制失效,应按周期对工装进行验证,发现工装失效立即采取措施。
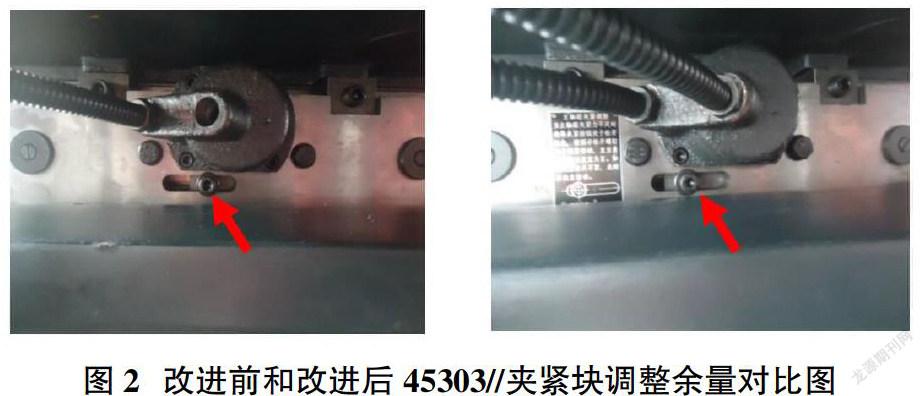
此外,在对原有装配工艺进行研究、分析,发现制动架小装中45303//夹紧块处U形槽全长45mm,原要求调整好后夹紧块留有调整余量不小于15mm。为提高主轴箱夹紧的稳定性,要求调整好后夹紧块留有调整余量不小于25mm,通过试验后发现机床主轴箱夹紧、松开灵敏性明显提高。
3.3 47018//油缸损坏的处理对策
针对47018//油缸损坏这一常见故障,结合问题原因,采取有针对性的措施加以应对。首先,加强对47018//油缸加工精度的检验。对47018//油缸加工精度进行加严检验,除了常规的检验内容外,重点检验零件底部的厚度。其次,增加对47018//油缸材质的检验。明确要求其供货厂家提供同批铸件试验棒,做铸件抗拉强度试验,将对铸件材质进行抽查检验。
3.4 变速油泵小装研伤问题的处理对策
针对该故障,重点要加强对零件的质量控制。
①44017//上泵片和44019//下泵片的加工质量:要求供应商提高零件的加工质量,库房检查员加强控制,严格检验零件的尺寸公差、形状公差、位置公差等。
②严格控制小装过程中44311//被动齿轮、44312//主动齿轮的打磨时间,以避免油泵的研伤。
③设专人用清洗机清洗零件,保证油漆、飞边、毛刺等杂物必须彻底清理干净,方可装配。
④针对变速油泵小装中部分零件存在平行度超差的问题,制作了一个检具,用以检验泵片和齿轮的厚度,可以方便泵片和齿轮进行选配安装。
⑤严格执行所有变速油泵小装100%经过试验台压力试验,没有经过试验台试验检测的,严禁转入下序,以保证油泵的合格率。
4 结语
综上,加强对摇臂钻床的常见故障及处理对策的研究,意义重大。摇臂钻床在现代化机械加工生产中发挥着重要的作用,提高摇臂钻床的稳定性和精确度,使其能更好地满足现代化生产的需求。我们也要有针对性地提高故障诊断能力,正确、及时地处理摇臂钻床的故障,保障其正常运转。
参考文献:
[1]张策.机械原理与机械设计[M].北京:机械工业出版社,2018:104-105.
[2]高永祥.数控机床急停报警故障分析及处理[J].南方农机,2019(22):167.
[3]Duradundi Sawant Badkar. Design and Development of Special Purpose Drilling Machine. Trends in Machine Design, 2018(12):56-57.
