仿形导轨在磨削线中的应用
2020-09-10陈婉琼
陈婉琼




摘要:本文为了提高磁瓦磨削的精度及磁瓦外观合格率,降低劳动强度及提高生产效率,对磁瓦定位导轨进行改良:制作相应的仿形导轨,把它充分利用于磨削线中进行加工生产。
关键词:磁瓦;磨削线;仿形导轨;Cr12
0 引言
永磁铁氧体磁瓦的磨加工,由于其加工工艺的特殊性,一直是困扰永磁铁体磁瓦生产企业的难题之一,故磨加工成为生产过程中的瓶颈工序。与此同时日趁自动化的生产模式更是大幅提高了对批量生产企业的要求和挑战。在此形势下公司要求我们根据现拥有的技术经验进行探索,对磨加工的工装夹具进行改良:采用了仿形导轨,把相应的磨床机进行联机,以磨削线方式进行批量生产,以便达到降低员工的劳动强度和提高了劳动生产率,同时也实现了生产的批量化和快速化,缩短了磁瓦的交货期,从而为公司省了大量的人力、物力。
1 永磁铁氧体磁瓦(图1)
磁瓦由外弧、内弧、弦宽、轴高、夹角、壁厚构成。根据磁瓦用作微电机中的功能方面可分为:做定子的磁瓦(一般夹角由60度至145度之间)及做转子的磁瓦(夹角由30度至45度之间);从磁瓦的形状、大小可分为小型磁瓦、中型磁瓦、大型磁瓦;从用途方面适用于汽车电机、摩托车电机、冰箱压缩机、按摩椅电机及其它办公自动化领域。随着我国信息产业和汽车工业的迅速发展,对永磁铁氧体磁瓦的需求量猛增。相应地为永磁铁氧体生产提供了很好的机遇,同时也是挑战。国内许多生产厂家将磁瓦方向转到了瓦形磁瓦生产上,但大部分厂家生产磁瓦的成品率不很高,而磁瓦最终形状、尺寸都是由磨加工工序完成,故企业努力提升磁瓦的磨削质量水平。
2 线性导轨的结构及在磨加工生产过程中存在的磁瓦质量问题
2.1 线性导轨的结构
磁瓦的形状最终靠磨加工来完成,如果磨削夹具的设计不合理、磨削时造成磁瓦的尺寸、外观不符,直接影响磁瓦磨削质量,而磨削夹具包括砂轮设计、定位用的上、下导轨设计。因砂轮设计及砂轮的加工精度都能符合目前公司的要求,故对磁瓦在磨削过程中对定位导轨进行改良显得尤为重要。
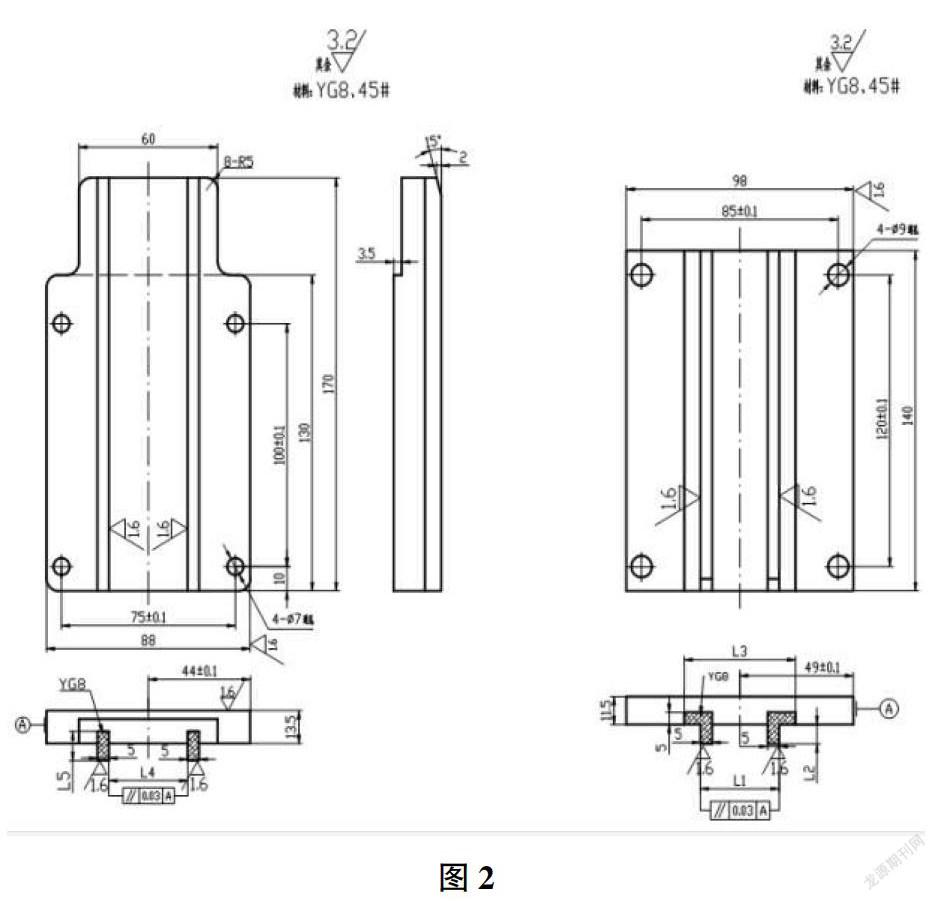
磁瓦的磨加工以前通常是采用双工位通过式瓦形磁体磨床,磨加工的主要工装夹具之一:定位导轨一直来都是采用线性导轨,是由两条YG8合金镶嵌在一块45#钢板上见图2。
2.2 线性导轨在磨加工过程中存在的质量问题
①线性导轨容易磨损:磁瓦在磨削内、外R时,由于磨削时磁瓦与合金互相磨擦,采用的是线接触,合金边容易磨损,当班维修工平均每班次都需拆导轨出来返修二次。若线性导轨已磨损,在磨削过程中未及时发现仍在生产,就会造成磁瓦的壁厚尺寸控制不稳定。
②线性导轨,接触面小,受力面积小,在磨削过程磁瓦会受到一定的磨削力 ,因磁瓦属易碎品,在磨削时采用线性导轨会常出现碎裂现象,造成卡机、操作工需停机、清理,影響生产进度及企业效率。
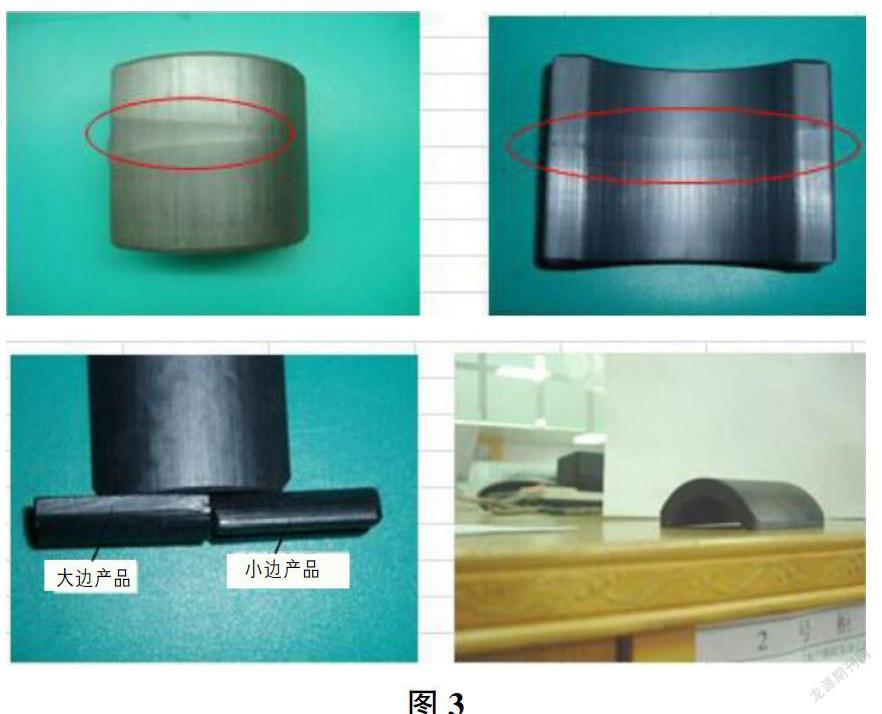
③线性导轨,只用两直角边,定位不足,在磁瓦磨削过程中会出现磁瓦外弧起级、内弧起级;磁瓦弦宽边大边小;高低脚现象的外观缺陷不良见图3,有的磁瓦外观不良率可达20%;磁瓦的两边壁厚差差异大,要求两边壁厚差≤0.05。
④YG8硬质合金钢属于钨钴类硬质合金,它硬度高、耐磨性好、热硬性好,其缺点是脆性大。45号钢为优质碳素结构用钢,硬度不高,但易切削加工,我公司以前常把它做导轨基体。以前线性导轨全部采用45#钢镶嵌YG8,在使用过程中会出现YG8从45#钢中脱落现象。在使用过程中,导轨受力不均匀也容易出现崩缺,迫使返修,甚至报废,影响企业生产进度及增加企业成本。
3 定位导轨的改良
由于线性导轨在磨削中体现出以上多方面的缺陷,同时结合材料成本和生产实际状况,为了提高磨削效率和稳定磁瓦的尺寸,减小导轨的磨损和返修,降低磁瓦外观不良缺陷,制作了相应的仿形导轨。仿形导轨的结构设计思路:加大磁瓦与导轨接触面,使导轨提高耐用度,不用经常更换导轨,使磁瓦不容易碎裂,减少卡机现象。
仿形导轨就是导轨的形状与磁瓦弧面接近。磨削磁瓦时,导轨与磁瓦弧面接触,大大提高磁瓦在磨削时的支承力,减小导轨磨损。此类导轨的设计是根据磁瓦R大小决定,下砂轮导轨保证导轨与磁瓦有2/3处接触;上砂轮导轨根椐磁瓦内R尺寸、夹角、弦长与导轨有0.05mm的间隙,确保磁瓦在导轨上滑行自如。
磁瓦内R座在仿形导轨上,由仿形导轨的R位置和夹角定位,使磁瓦与导轨贴紧接处,磨削时磁瓦不会左右摆动;根据磨削加工过程中所处的作用,磨削线中的仿形导轨采用全部Cr12材料或者Cr12与合金镶嵌两种方式。
①Gr12导轨加工:按图粗加工、把全部孔钻好,淬火处理,HRC58~62按图尺寸平磨好基准,用线切割加工而成。
②合金导轨加工:按图粗加工、基体和合金把全部孔钻好,用环氧树脂粘合,平磨好基准,用线切割加工而成。
③我公司由于考虑批量生产,导轨材料用量大,为考虑降低生产成本,同时导轨需耐用,制造加工要简单,同时考虑装配方便。故结合Cr12与YG8的优缺点,现在磨削线生产中的导轨材料绝大部分都采用Cr12,考虑到磨削磁瓦内、外R时磨削切削力大,要求导轨更具有耐磨性,仍会用Cr12镶嵌YG8的导轨相结合。
我们对定位导轨进行了改良,同时把仿形导轨充分利用于磁瓦磨削线批量生产过程中,见图4。仿形导轨现用于磨削线中,基本上磨削完一批生产订单后待转换另一款磁瓦时才更换返修、返切割。
4 磨削线中仿形导轨的设计及类别
在磨削线中的仿形导轨装配时采用卡槽接位,导轨底座由M10螺丝紧固。它在磨削线中的作用体现在定位、支撑、过渡方面:
①仿形导轨运用于磁瓦的粗磨内、外R;精磨内R;精磨外R中,起到了支撑及定位的作用。由于此处磨削磁瓦时采用高速回转砂轮磨削,磨削切削力大,考虑到导轨需更具耐磨性,故此处的仿形导轨则采用Cr12与YG8镶嵌制作见图5。图中仿形上导轨R位及夹角是根据磁瓦图纸中磁瓦内弧及夹角决定;导轨的长度则由机床中砂轮的切削长度决定;仿形导轨槽深此值设计时必须考虑磁瓦要能刚好放进,一般按磁瓦实际计算出的高度增加0.5~1,合金镶嵌深度为5~10。
②仿形导轨还运用于磁瓦倒内、外角时起到固定、支撑的作用。考虑到此导轨在磁瓦倒角时只是负责把磁瓦支撑住,固定好位置由倒角砂轮进行上、下运动而切削出磁瓦的内R、外R倒角深度。此仿形导轨用Gr12加工,它的长度及螺丝孔距则根据倒角机床来确定,仿形导轨的弧面尺寸则由需倒角的磁瓦内弧,外弧的R来确定。
③磨削线中,应用最广还是过渡导轨,它在磨削线中起到导向、支撑的作用,确保磁瓦在磨削线中顺畅通行。目前,国内的磁瓦受现行压机设备先进性的限制,烧结坯经烧结出来后,弦宽、高度的尺寸公差都仍需要由磨加工工序完成。故磁瓦在磨削线生产过程中,需经过磨弦宽、磨高度,磨内R、外R,倒内、外角以上各工步,各工步间的衔接、导向、过渡位置也都需用到用Cr12的仿形导轨。它的设计思路主要是依据磁瓦的弧面尺寸、夹角,根据两设备过渡间的距离确定导轨长度,同时也可采取分段衔接,现过渡导轨长度一般有140、170、190、220,当然也会根据实际设备结构状况作些避空处理的。
5 仿形导轨的生产应用效果
在磁瓦磨削线生产过程中,运用了仿形导轨,体现了磨削夹具设计的合理性,使磁瓦的磨加工有了质的飞跃,具体体现在如下几方面:
5.1 提高了磨削磁瓦的尺寸加工精度
一般情况客户要求磁瓦中间壁厚公差在±0.1的范围内;要求两边壁厚差≤0.05而现通过采用仿形导轨的磨削线加工,磁瓦中间壁厚公差能控制在±0.05的范围内,磁瓦的两边壁厚差能控制在≤0.03范围内。
5.2 外观合格率的提高
运用了仿形导轨耐磨,减少装拆,磁瓦过渡顺畅,外观不良缺陷都得到了不同程度的降低。现磨削线的外观合格率平均可达到85%以上,跟以前相比,磁瓦外观合格率会提升:5~10%。
5.3 生产效率的提高
采用仿形导轨结构简单,加工方便,统一由模具车间批量制作。因结构简单,采用卡槽接位,维修工安装、调试方便;因磨削线较长,达10~12m,每条磨削线需二位员工操作,一位负责磨削线的前端;一位负责磨削线的后端,当然磨削效率仍受磁瓦的形状大小、加工难易影响,但总体粗略比较,采用仿形导轨磨削线的磨削效率会比以前配置线性导轨磨削方式提高了至少5倍。
5.4 生产安全性的提高
线性导轨由于线接触,镶嵌的合金长而窄,合金磨损快,而磁瓦在磨削过程中会经常出现崩缺的碎片而阻塞磁瓦前进而导致机台卡机,这时操作工必须待高速运转砂轮完全停止,再用铁丝把磁瓦碎片疏通、清理出来。有的操作工未严格按操作规程操作,导致碎片飞出,伤到身体某部位。而采用仿形导轨的磨削线由于衔接紧密,出现这种现象的状况大大减少。同時因此夹具装配时结构简单,维修工只要按统一基准进行装配,而线性导轨的合金磨损则由维修工在工具磨设备中返修,维修工稍有操作不慎,会伤及手指。
5.5 材料成本偏低
线性导轨由于镶嵌的合金面积大,合金价格高,故生产成本便高。如03W0875此款磁瓦经磨削内、外R、倒角、磨高度等一系列的工装夹具累计成本达至少需5500元,而采用仿形导轨,绝大部分材料采用Cr12,只是精磨内、外R的导轨中镶合一部分合金,它在磨削线的仿形导轨的价格为4000元,一款磁瓦的工装夹具成本便可省1500元/套。
综合以上优势,目前公司拥有此类磨削线有几十条见图6,每天两班制进行磁瓦的批量化生产,每月达1亿多的产值。所以磁瓦的磨加工采用合理的工装夹具、先进的工艺技术及配套先进的工艺设备是确保规模化生产永磁铁氧体的关键。
6 结束语
通过参加了此次磨加工工装夹具改良项目,认识到只要深入生产一线,多观察,多探讨,不断地进行尝试、实践;同时把学到的理论知识运用到实际生产中,必然会给企业带来不同程度的效率,降低磁瓦的生产成本。虽然目前采用此仿形导轨的磨加工方式得到同行的一致认可,但相信在科技日新月异的当今社会中,没有最完好的机械制作方式可言,只有制作水平和科技知识不断进步和提升,以使企业得以可持续发展,达到双赢。
参考文献:
[1]磁性材料及器件.
[2]机械设计手册.
[3]《磁性磁瓦标准化与质量》会刊.
[4]工装夹具设计手册.
