热处理对激光焊接β钛合金组织及性能的影响
2020-09-10张可召何超威戚宋歌包晔峰牛红志严春妍
张可召 何超威 戚宋歌 包晔峰 牛红志 严春妍









摘要:采用激光焊焊接Ti-3Al-6Mo-2Fe-2Zr(wt.%)β钛合金,研究热处理对接头显微组织和拉伸性能的影响。由于激光焊接的冷却速率可达553 K/s,远大于β相向其他物相转变的临界冷却速率,所以焊缝显微组织由柱状晶形态的单一β相构成。在近热影响区,初生α相和次生α相均转变为β相,且β相晶粒尺寸增大;在远热影响区,尺寸较大的初生α相得以保留。780 ℃/1 h/WQ热处理后,焊缝中生成厚度约为150~350 nm、长度约为1~3 μm短棒状α相,焊接头强度和延伸率有所提高;780 ℃/1 h/WQ+500 ℃/6 h/FC热处理后,焊缝中生成厚度约为30~40 nm,长度约为150~300 nm的α相,接头强度进一步提高,但断裂发生在弹性变形阶段。
关键词:激光焊接;β钛合金;热处理;组织性能
中图分类号:TG456.5 文献标志码:A 文章编号:1001-2303(2020)12-0059-06
DOI:10.7512/j.issn.1001-2303.2020.12.13
0 前言
钛合金凭借其比强度高、耐腐蚀和抗氧化性能优良等优点在航空航天领域应用广泛。近年来,含有较多β相稳定元素(如Mo、V、Fe)的β钛合金越来越受到重视[1-2]。目前国际上的β钛合金主要有BT22、Timetal555等,国内的Ti-1300、TB8等β钛合金也逐渐走出实验室,走向实际应用。
在生产制造复杂结构件的过程中不可避免的会涉及到焊接工艺,高效可靠的焊接工艺对推进β钛合金在航空航天领域的应用具有积极意义。目前,针对β钛合金的相关研究主要集中在材料的成分设计、工艺优化等方面[3-5],β钛合金焊接方面的研究则相对滞后。Zhenglong Lei等[6]研究了TB8合金激光扫描焊接接头显微组织特征,并对比了不同焊后热处理制度下的组织和性能演变规律。焊缝在未热处理状态下其显微组织仅由单一β相构成,在550 ℃/1 h/空冷热处理后接头具有最佳室温和高温拉伸性能。马权等人[7]研究了热处理对Ti-1300β钛合金电子束焊接接头组织和性能的影响规律。结果果发现,焊缝物相主要由β相构成,α相的生成数量极少,焊前热处理对接头物相、性能的影响不大,焊后热处理过程中有α相生成,通过调整热处理参数可调节α相的数量、尺寸等,获得不同的拉伸性能。
文中针对Ti-3Al-6Mo-2Fe-2Zr(wt.%)β钛合金的激光焊接特性进行研究,探索不同热处理参数对接头组织和性能的影响规律,对该合金的开发完善以及后续焊接工艺的制定具有参考作用。
1 实验材料及方法
实验所采用的β钛合金Ti-3Al-6Mo-2Fe-2Zr(wt.%)为锻材。采用线切割方法制备成厚2 mm的薄片。焊接实验前采用磨床加工除掉样品表面线切割痕迹,经过酸洗、干燥后进行焊接。
激光焊接示意如图1所示,具体工艺参数为:激光功率1 200 W,焊接速度1.0 m/min,离焦量0 mm,正面保护气流量15 L/min,背面保护气流量5 L/min。考虑到焊缝区域主要由β相构成,选取焊后热处理参数如表1所示,通过HT1固溶处理和HT2固溶时效处理后能够获得不同尺寸、数量的α相,从而对比研究两種热处理参数下显微组织和性能的变化规律。
金相试样和拉伸试样均沿垂直于焊缝方向取样。金相试样在打磨抛光后采用Kroll试剂腐蚀,其具体比例为60%H2O+35%HNO3+5%HF。显微组织分析分别在扫描电镜(SEM)和透射电镜(TEM)上进行,其具体型号分别为FEI Inspect F50、JSM-7800和FEI Tecnai G2 F20。在Oxford Instrumens C-nano上进行EBSD分析。在WD-5型电子万能拉伸试验机上进行室温拉伸实验。
2 分析与讨论
2.1 接头焊态组织分析
Ti-3Al-6Mo-2Fe-2Zr合金激光焊接接头形貌的EBSD分析结果如图2所示。可以看出,焊缝由柱状晶形态的β相构成,其形成原因是:激光焊接能量集中,在熔池中会形成较大的温度梯度,β相晶粒沿着温度梯度最大的方向生长,最终形成柱状晶。在焊缝区域未见α相生成。当β钛合金中Mo当量达到或超过10%时,可以获得100%的β相[8]。Mo当量计算公式为[9]:
根据式(1)计算出Ti-3Al-6Mo-2Fe-2Zr合金的Mo当量为10%。已有研究结果显示,在β钛合金中,当冷却速率大于3 ℃/s时,可以有效抑制β相向其他物相转变,进而得到100%的β相组织[10]。激光焊接的冷却速率可以利用式(2)定性计算[11]:
式中 k为热导率;ρ为密度;Cp为比热容;V为焊接速度;t为被焊板材厚度;q为激光功率,吸收系数为0.7;T为熔点;T0为室温,取25 ℃。计算涉及的部分热物理参数来自Ti-55531合金的相关参数[12],如表2所示。据此计算出的冷却速率约为553 K/s,远大于形成单一β相所需的临界冷却速率,因此激光焊接焊缝物相为单一β相。
热影响区形貌EBSD分析结果如图3所示。可以看出,母材的晶界类型以2°~15°的小角晶界为主,而热影响区以15°~180°的大角晶界为主。小角晶界是在母材制备过程中由于位错运动形成的,在塑性加工的合金中较为常见;在热影响区,由于受到激光热源的热作用发生晶粒的回复和再结晶过程,位错密度大大降低;靠近焊缝的区域受到热作用最为明显,晶粒尺寸会进一步长大。与此同时,热影响区中α相的数量减少,越靠近焊缝的区域,α相的数量越少。
2.2 热处理对显微组织的影响
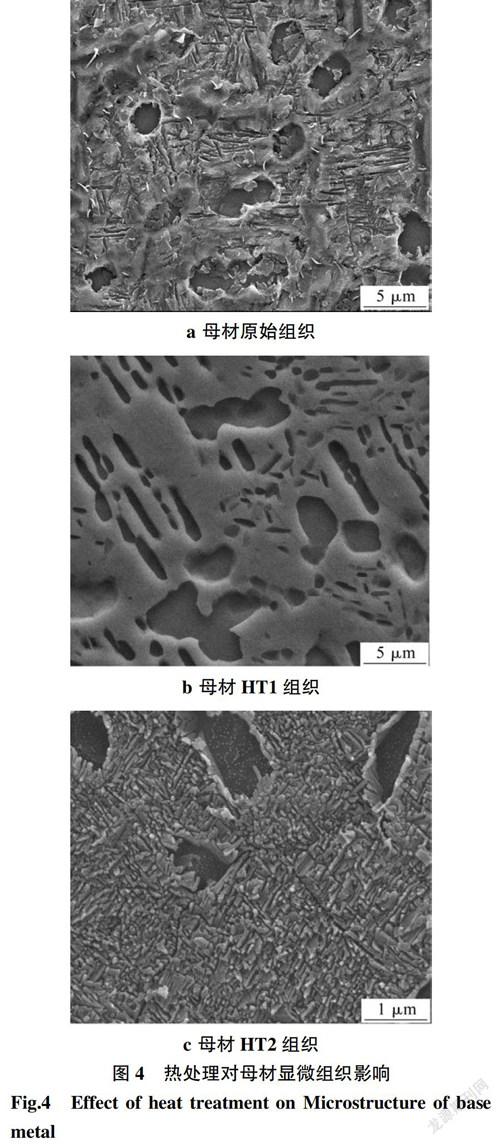
母材原始显微组织和热处理后的显微组织如图4所示。母材的原始组织如图4a所示,由基体β相、椭球状的初生α相以及细小的片层状次生α相构成。初生α相的形成温度一般略低于β相转变温度,而次生α相的形成温度一般在400~600 ℃之间。HT1热处理后,其显微组织如图4b所示,次生α相的数量显著减少,α相形态为短棒状。而经过HT2热处理后,其显微组织如图4c所示,细小且弥散分布的α相析出,尺寸较母材原始组织更加细小。
焊態的热影响区显微组织演变过程如图5所示。热影响区的宏观形貌如图5a所示,由于热影响区不同位置受到的热作用不同,显微组织表现出梯度变化的特征,结果与图3一致。在靠近焊缝的近热影响区,其显微组织如图5b所示,该区域受到的热作用仅次于激光热源直接作用的焊缝区域,母材原始组织中的初生α相和次生α相均在热作用下转变为β相,而由于激光焊接冷却速率较快,同时该合金中含有较多的β相稳定元素,β相被保留至室温,因此近热影响区的显微组织由单一β相构成;而在距离熔合线位置相对较远的远热影响区,初生α相由于其尺寸较大、转变温度较高而被保留下来,部分次生α相则会转变为β相,其显微组织如图5c所示。不同于近α型、α+β钛合金,β钛合金在热影响区无针状的α'相生成,而更倾向于生成β相。
热处理后的热影响区显微组织如图6所示。可以看出,在经过HT1热处理后,热影响区析出了短棒状的α相,显微组织如图6a所示。经HT2热处理后,又进一步析出了细小片层状α相,显微组织如图6b所示。
热处理前后的焊缝显微组织如图7所示。热处理前焊缝显微组织如图7a所示,焊缝由单一β相构成,与图2结果一致;热处理后,焊缝的显微组织演变规律和热影响区类似,在HT1热处理后,焊缝中出现短棒状的α相,如图7b所示;而在HT2热处理后,显微组织中既有HT1热处理时形成的短棒状α相,又有在HT2热处理时析出的细小片层状α相,如图7c所示。
为进一步分析热处理对焊缝组织的影响规律,利用TEM分析焊缝物相形态、尺寸,结果如图8所示。热处理前焊缝的透射结果如图8a所示,明场像表明焊缝中除基体β相外无其他物相生成;HT1热处理过程中形成的短棒状α相形貌如图8b所示,其厚度约为150~350 nm,长度约为1~3 μm;在HT2热处理过程中形成的细小α相厚度约为30~40 nm,长度约为150~300 nm,同时α相的数量更多,分布更为弥散,如图8c所示。
2.3 拉伸性能分析
母材和焊缝室温拉伸应力应变曲线如图9所示。在HT1热处理后,母材强度下降,而延伸率上升;在HT2热处理后,母材强度高于原始状态和HT1状态,但延伸率显著降低。对于激光焊接接头而言,焊态条件下强度最低,且在拉伸中无明显的塑性变形,断裂发生在弹性变形阶段;经过HT1热处后,相较于焊态,接头强度和延伸率均有明显上升;经过HT2热处理后,接头强度进一步上升,但延伸率下降。
热处理后母材和接头室温拉伸性能的变化主要来源于α相形态、尺寸和数量的变化。原始母材的显微组织由球状的初生α相和细小弥散分布的次生α相构成。经过HT1热处理后,母材原始组织中细小片层状次生α相几乎消失,在热处理过程中形成的短棒状α相的第二相强化作用弱于母材原始组织中的次生α相,因此母材强度降低,塑性提高。经过HT2热处理后,在HT1显微组织的基础上进一步析出细小、弥散的α相,其第二相强化作用促使母材强度提升,塑性下降。激光焊接焊缝的物相由单一β相构成,失去α相的强化作用,其强度较低,同时由于激光热源在熔池中形成较大的温度梯度,焊缝中β相为粗大柱状晶形态,接头延伸率也较低。经过HT1热处理后,焊缝中析出厚度约150~350 nm,长度在1~3 μm的α相,相较于焊态的单一β相可以起到第二相强化作用,因此其强度提高,同时结合母材的性能变化可知,HT1状态下的显微组织塑性优于原始状态和HT2状态,因此焊缝表现出一定的塑性变形能力。经过HT2热处理后,在HT1显微组织的基础上大量析出厚度约为30~40 nm,长度约为150~300 nm的α相。数量更多、尺寸细小的α相可以进一步提高焊缝强度,但接头塑性低于HT1状态。
3 结论
采用激光焊接方法焊接Ti-3Al-6Mo-2Fe-2Zr(wt.%)β钛合金,并研究了热处理对接头显微组织和拉伸性能的影响规律,得到以下结论:
(1)焊缝物相由柱状晶形态的单一β相构成,在近热影响区初生α相和次生α相均转变为β相,在远热影响区仅有次生α相转变为β相,初生α相得以保留。
(2)780 ℃/1 h/WQ热处理后焊缝中生成厚度约为150~350 nm、长度在1~3 μm的短棒状α相,母材强度下降但塑性提高,而焊缝强度和塑性均提高。
(3)780 ℃/1 h/WQ+500 ℃/6 h/FC热处理后焊缝中会进一步生成厚度约为30~40 nm、长度约为150~300 nm的α相,母材和焊缝的强度提高,但塑性显著下降。
参考文献:
[1] 李蒙,凤伟中,关蕾,等. 航空航天紧固件用钛合金材料综述[J]. 有色金属材料与工程,2018,39(4):49-53.
[2] Kolli R P,Devaraj A. A review of metastable beta titaniumalloys[J]. Metals,2018,8(7):506.
[3] Lu J,Zhao Y,Ge P,et al. Precipitation behavior and ten-sile properties of new high strength beta titanium alloy Ti-1300[J]. Journal of Alloys and Compounds,2015(637):1-4.
[4] Xiqun M,Hongzhi N,Yongjun S,et al. Microstructural Ev-olution and Mechanical Properties of Biomedical beta-TiAlloy Prepared by Spark Plasma Sintering Its PrealloyedPowder[J]. Rare Metal Materials and Engineering,2019,48(10):3095-3101.
[5] Zhaoxin D,Guolong L,Fei L,et al. Influence of Pre-agingon Microstructure and Mechanical Properties of CoarseGrained beta titanium Alloy[J]. Rare Metal Materials andEngineering,2019,48(3):770-774.
[6] Lei Z,Chen Y,Ma S,et al. Influence of aging heat treat-ment on microstructure and tensile properties of laser osc-illating welded TB8 titanium alloy joints[J]. Materials Sci-ence and Engineering:A,2020:140083.
[7] 马权,辛社伟,宋凯,等. 热处理对Ti-1300高强钛合金电子束焊接组织和力学性能的影响[J]. 稀有金属材料与工程,2019(8):2723-2728.
[8] 莱茵斯 C,皮特尔斯 M. 钛与钛合金[M]. 北京:化学工业出版社,2005:33-34.
[9] 张平平,王庆娟,高颀,等. 高强 β 钛合金研究和应用现状[J]. 热加工工艺,2012,41(14):51-55.
[10] Mingpan W,Xin W,Rui M,et al. Microstructural Evolutionand Continuous Cooling Transformation Diagram in Ti-1300 Alloy Under Continuous Cooling Condition[J]. RareMetal Materials and Engineering,2019,48(1):97-103.
[11] Adams C M. Cooling rates and peak temperatures in fusionwelding[J]. Welding Journal,1958,37(5):210-215.
[12] Bykov V A,Kulikova T V,Fishman A Y,et al. Thermop-hysical properties of Ti-5Al-5V-5Mo-3Cr-1Zr titaniumalloy[J]. The Physics of Metals and Metallography,2014,115(7):705-709.
收稿日期:2020-10-07
基金项目:国家自然科学基金资助项目(51804097,51879089);中央高校基本科研業务费专项资金(B200202219);常州市科技计划(CJ20190049)
作者简介:张可召(1987— ),男,博士,讲师,主要从事激光焊接方面的研究。E-mail:zhangkz@hhu.edu.cn。
