纳米晶铁心抗偏磁能力对逆变焊机的影响
2020-09-10金晶张双建陈佳俊李会波李思
金晶 张双建 陈佳俊 李会波 李思

摘要:为了解决逆变焊机引弧后,弧焊过程中伴随的电弧啸叫等问题,对纳米晶磁心的抗偏磁能力进行分析,并设计了对比试验,调配了新的纳米晶带材成分以替代原有的1K107B材料,新成分带材制成的变压器铁心具有更低的剩磁和损耗,提高了纳米晶铁心的抗偏磁能力。试验结果表明,采用该种磁心绕制的变压器,在偏磁持续增加的时候,变压器不会进入饱和区,避免了变压器深度饱和及逆变失败,增强了变压器抗偏磁的能力,大大提高了逆变焊机的可靠性,消除了电弧啸叫。
关键词:纳米晶磁心;偏磁;剩磁;逆变焊机;电弧啸叫
中图分类号:TG434 文献标志码:A 文章编号:1001-2303(2020)12-0032-05
DOI:10.7512/j.issn.1001-2303.2020.12.08
0 前言
随着焊机产业对节能环保、低功耗、高效率以及小型化、高频化的需求日益高涨,越来越多的逆变焊机选用纳米晶软磁材料制作逆变焊机变压器磁心[1]。磁心绕制成变压器后,在实际工作中有时会出现磁滞回线中心偏离坐标原点,从而改变变压器的工作点,使原来磁化曲线工作区的一部分移至磁心磁饱和区,导致变压器磁心出现偏磁的情况。目前防止和消除偏磁现象的大部分研究都是针对逆变焊机电源电路的优化与设计[2],然而从变压器的磁心性能方面进行优化设计,对解决逆变焊机变压器在工作中出现偏磁的问题也是很重要的。
1 纳米晶变压器磁心偏磁现象对变压器的影响
国内某品牌的直流手工弧全桥逆变焊机在引弧成功后,弧焊过程中伴随有尖锐的电弧啸叫声,啸叫主要是由于变压器磁心存在偏磁现象所致。纳米晶变压器磁心偏磁现象对变压器还有以下方面的影响。
1.1 噪音增大
对于单相变压器,当流过纳米晶磁心的直流电流达到额定励磁电流时,噪音增大10 dB;若达到4倍额定励磁电流时,噪音增大20 dB。此外,变压器中增加了谐波成分,会使噪音频率发生变化,可能因某一频率与变压器结构部件发生共振导致噪音增大[3]。
1.2 对变压器波形的影响
当纳米晶磁心工作在严重饱和区,漏磁通会增加,在一定程度上使变压器电压的波峰变平[4]。
1.3 变压器铜耗的增加
纳米晶磁心在直流电流作用下,如果直流电流达到一定数值,变压器的励磁电流会大幅度增加,变压器的基本铜耗就会急剧增加,使线圈发热。
1.4 变压器铁耗增大
由于納米晶磁心的励磁电流进入了磁化曲线的饱和区,使得纳米晶磁心和空气的磁导率接近,从而导致变压器的漏磁大大增加,增加涡流,产生发热现象,危害绝缘[5]。
2 纳米晶变压器磁心抗偏磁能力分析
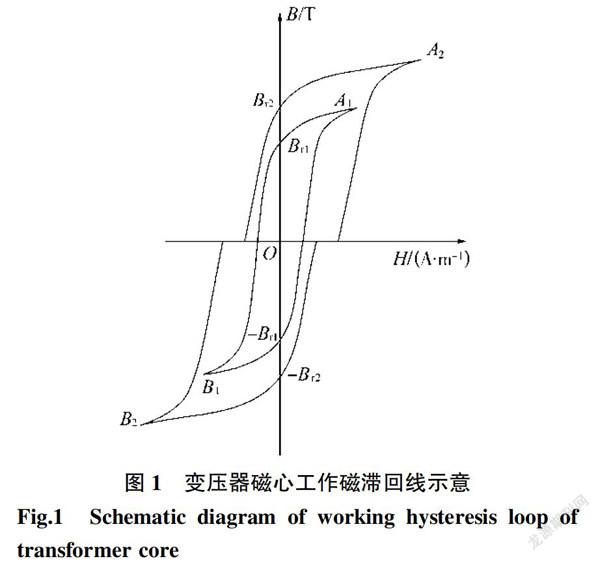
逆变焊机变压器工作时,其磁心工作点沿着磁滞回线A1B1对称地往复移动,如图1所示。其工作磁感应强度B(t)及励磁电流I(t)可表示为:
式中 N1为变压器一次绕组匝数;S为磁心截面积(单位:cm2);U1为一次电压(单位:V);μ0为空气导磁率(单位:H/m);μr为磁心材料的相对导磁率(单位:H/m);l0为磁心磁路长度(单位:cm);ton为脉冲宽度(单位:s)。
当ton增大时,磁心工作磁感应强度升高,整个脉冲周期的工作磁滞回线为A2B2,如图1所示,其中心较A1B1的中心对称点(原点)向第一、三象限内偏移了一段距离,即产生了偏磁现象。
在图1中,如果逆变功率器件关断时,正反向脉冲刚刚通过变压器,即脉冲完成了一个工作周期,此时磁心的工作点应在Br1点。如果在下一次逆变功率器件启动时通过的脉冲与上述脉冲同样宽度,则其工作过程与原工作状态相同,如图2a所示。但如果下一次脉冲是增宽脉冲,如图2b所示,那么此时Br2就是磁心的最新工作点。由于Br2>Br1,使磁心工作在离Bm更近的位置,可能使磁心饱和,造成逆变颠覆,变压器噪音增大[6]。可见,逆变功率器件关断时工作周期变长,导致过高的剩磁是产生偏磁的主要原因。
因此,优化纳米晶磁心的剩磁性能是提高磁心抗偏磁能力的关键所在。
3 实验设计
3.1 变压器参数计算
(1)工作点的选择。
对于开关频率为20 kHz的全桥逆变电路,其ΔB=2Bm,根据纳米晶软磁材料的特性,Bm一般选取0.35~0.5 T为宜,文中选为0.43 T。
(2)磁心尺寸的确定。
采用面积乘积法,即磁心窗口面积SW与磁心有效截面积SC的乘积SWSC值来确定磁心尺寸。其计算公式为:
P=0.53fSSΔBJ×10(3)
式中 P为变压器额定输出功率(单位:W);f为工作频率(单位:Hz);SW为磁心窗口面积(单位:cm2);SC为磁心有效截面积(单位:cm2);ΔB为磁感变化量(单位:GS);J为电流密度(单位:A/mm2)。
变压器功率容量为6 000 W,开关频率20 kHz,电流密度设计为3 A/mm2,将以上数据代入式(3)得到SWSC≈22。查找安泰科技功率变压器磁心产品手册,选定磁心规格为ONL-80×50×25,该磁心的有效截面积SC为2.925 cm2,窗口面积SW为19.625 cm2,根据磁心参数实际计算得到SWSC=57.40。因此,实际面积乘积远大于理论计算数值,符合设计要求[7]。
(3)确定匝数。
初级匝数计算公式为:
式中 U1为变压器一次输入电压(单位:V);T为脉冲宽度(单位:μs);SC为铁心截面积(单位:cm2)。变压器输入侧电压U1=×220=311.08 V,波形占空比为0.5,将以上参数代入式(4)得到变压器初级匝数[8],取整后初级匝数为N1=31匝。
变压器二次电压U2为38 V,且副边匝数N2计算公式为:
取整后,N2=4匝。反算变压器工作点为0.428 7 T,满足实际要求。
(4)绕线截面积的计算。
变压器一次电流为49 A,二次电流为400 A,按照绕线截面积计算公式
计算可得变压器一次线圈截面积为17 mm2,二次线圈截面积为133 mm2。
3.2 变压器磁心设计
逆变焊机的开关频率为20 kHz左右,要求变压器磁心材料具有较低的高频损耗、较高的饱和磁感应强度BS、较低的剩磁Br,以便获得大的工作磁感ΔB,减小变压器磁心和逆变焊机的体积与重量。因此,具有高饱和磁感、高磁导率、低矫顽力、低高频损耗及优秀的温度稳定性的纳米晶合金目前已广泛应用到逆变焊机中,成为逆变焊机变压器磁心的理想材料之一。目前市场上的逆变焊机变压器磁心多采用我国牌号为1K107B的纳米晶带材制作而成,其主要成分为FeCuNbSiB,但是在实际应用过程中有出现偏磁导致电弧啸叫的情况,为了减少偏磁现象,提高变压器磁心的抗偏磁能力,采用不同Br的磁心制作变压器以验证纳米晶磁心抗偏磁能力对逆变焊机工作的影响。
试验除选用传统的1K107B牌号的纳米晶软磁材料,还调制了两种新成分的纳米晶带材,并结合相应的热处理工艺以获得更低Br的磁心。纳米晶材料热处理工艺主要采用晶化退火结合磁场退火的方式,以获得磁心的特殊磁性能需求。晶化退火是采用等温度退火,即用一定的升温速度将惰性气氛保护下的非晶态样品升温至退火温度,保温预定时间,待非晶合金晶化后冷却至室温出炉;磁场退火工艺可分为纵向磁场退火、横向磁场退火和斜磁场或复合磁场退火,横向磁场退火可以降低材料的剩磁,继而降低材料的损耗,因此试验中使用的磁场退火方式为横向磁场退火。综上所述,经过反复验证,使用厚度均为20~23 μm,电阻率为120 μΩ·cm,且成本持平、成分不同的三种纳米晶带材卷绕为变压器磁心。对应的三种磁心的最佳热处理制度分别为:
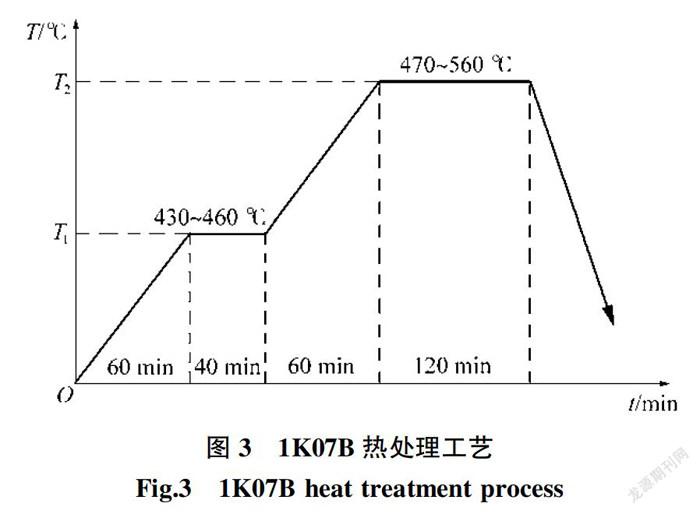
(1)1K07B磁心热处理制度。
1K07B的热处理制度如图3所示。首先升温到430~460 ℃,预退40 min释放应力,然后再升温到470~560 ℃开始横磁退火热处理,磁场大小为350 T,然后保温120 min,最后降温后关磁场。
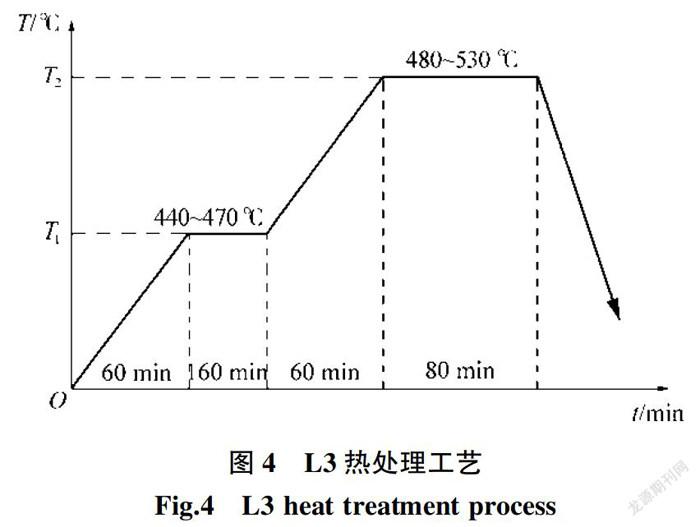
(2)L3磁心热处理制度。
L3的热处理工艺如图4所示。首先升温到440~470 ℃,预退160 min释放应力,同时开炉60 min后开始横磁退火,磁场大小为100 mT,然后再升温到480~530 ℃保温80 min,最后降温后关磁场。
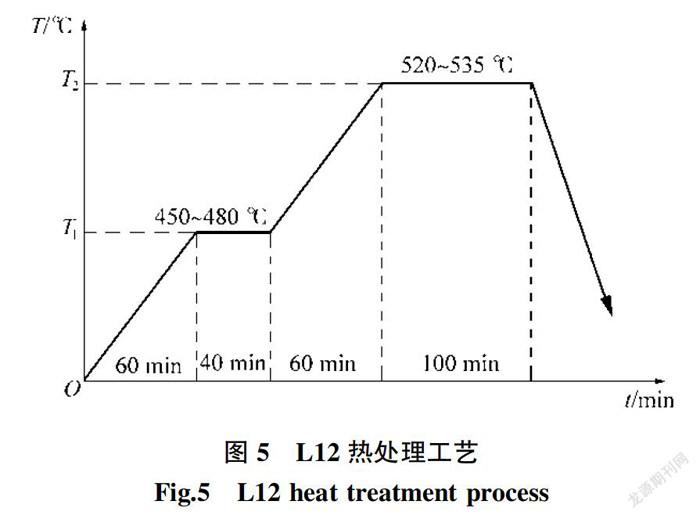
(3)L12磁心热处理制度。
L12熱处理工艺如图5所示。首先升温到450~480 ℃,预退40 min释放应力,同时开炉60 min后开始横磁退火,然后再升温到520~535 ℃保温100 min,最后降温后关磁场。
3.3 磁心动态软磁性能测试
选用IWATSU SY8232 B-H分析仪,采用伏安法测量纳米晶变压器磁心在交变磁场下的动态参数,包括单位质量交流损耗PCM、剩磁Br、矫顽力Hc等。
4 测试结果分析
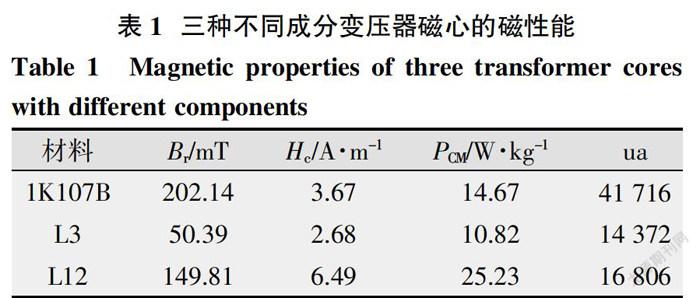
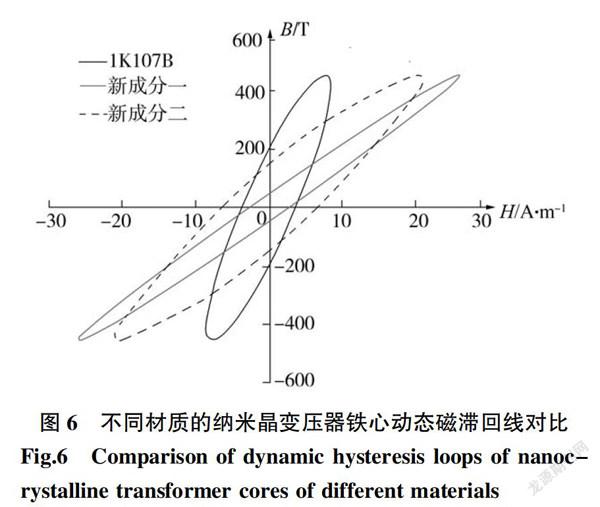
三种不同纳米晶材料成分的ONL-80×50×25磁心经过最佳热处理制度的退火后,去掉性能最差的和最优的,余下的取平均值,再选取磁心中性能最接近平均值的,测试其20 kHz/0.45 T的动态磁性能,具体数据如表1、图6所示。
由表1可知,在20 kHz/0.45 T测试条件下,剩磁最低的是L3,L12次之,剩磁最高的是1K107B;磁心损耗则是L3最低,1K107B次之,L12最高。综上所述,L3磁心具有较低的高频损耗和剩磁,提高了变压器磁心的性能,满足试验预期。
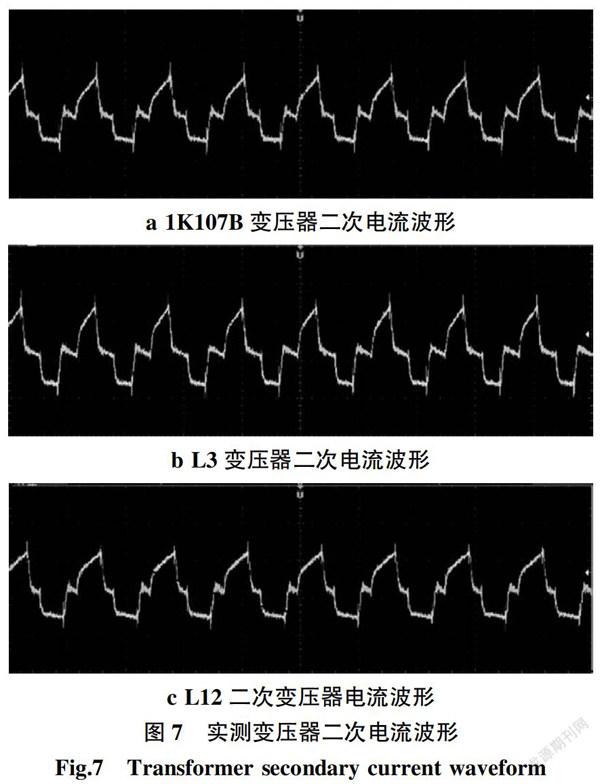
现将三种不同成分的磁心皆以初、次级均匀布线的绕法,由同一人绕制成变压器,分别装到国内某品牌的直流手工弧全桥逆变焊机内通电测试。结果发现,安装了L12变压器的焊机的电弧啸叫次数最高,1K107B的次之,L3的基本上无啸叫声。三只变压器二次电流波形如图7所示。
上述试验再次说明了降低变压器磁心的剩磁可以提高变压器的抗偏磁能力,对于解决逆变焊机电弧啸叫具有一定的作用。
5 结论
文中阐述了偏磁现象对变压器的影响,并设计了三种不同成分的纳米晶变压器磁心,磁心绕制成变压器后通额定电流正常工作时,磁心动态磁性能Br值越小,说明抗偏磁能力越强,其绕制成的变压器在焊机里面正常工作,无电弧啸叫。因此,优化纳米晶铁心的抗偏磁能力可以提高直流手工弧全桥逆变焊机的可靠性,为逆变焊机节能环高频化的发展提供了更好的方案,在占空比可调的逆变焊机系统应用方面显示出一定的潜力。
参考文献:
[1] 时红昊. 逆变焊机主变压器用非晶纳米晶合金软磁性能的研究[D]. 北京:钢铁研究总院,2013.
[2] 尹凤杰,林守权. 全桥逆变弧焊电源中高频变压器偏磁的抑制方法[J]. 沈阳建筑工程学院学报,1998(1):42-46.
[3] 师泯夏,吴邦,靳宇晖,等. 直流偏磁对变压器影响研究综述[J]. 高压电器,2018(7):20-34.
[4] 李贞,李庆民,李长云,等. 直流偏磁条件下变压器的谐波畸变特征[J]. 电力系统保护与控制,2010(24):52-55.
[5] 李智华,罗恒廉,费鸿俊. 直流偏置对功率铁氧体性能的研究[J]. 电工电能新技术,2001(1):30-33.
[6] 柳刚,胡绳荪,孙栋,等. 焊接逆变器偏磁问题及其防止措施的研究[J]. 电焊机,1993,23(4):20-23.
[7] 毕耀宗. 非晶、微晶材料在逆变焊机中的应用[J]. 焊接技术,1999(12):45-49.
[8] 王平来. 基于DSP的软开关逆变焊接电源的研究[D]. 辽宁:辽宁工程技术大学,2011.
收稿日期:2020-07-27
基金项目:国家重点研发计划重点基础材料技术提升与产业化项目资助(2016YFB0300500)
作者简介:金 晶(1987— ),女,硕士,主要从事新材料在电子元器件中的应用的研究。E-mail:jinjing@atmcn.com。
