基于UG和宏程序的螺旋槽零件复合车铣加工
2020-09-10郭鹏远吕小斌廖万明
郭鹏远 吕小斌 廖万明

摘要:以某公司新研发的螺旋槽零件前期样件为实例,运用UG软件进行三维建模和自动编程,结合单独编制的宏程序指令,经过仿真切削验证,得到可以实际加工的程序代码;通过实际加工检验,该方法能够保证螺旋槽零件的加工精度,提高生产效率。
关键词:螺旋槽;复合车铣加工;UG;宏程序
中图分类号:TG65-4;G712.4 文献标识码:A 文章编号:1674-957X(2020)20-0080-02
0 引言
螺旋槽零件是在一个圆柱面上含有螺旋的槽,形狀较复杂,采用常规的三轴数控机床很难完成加工[1]。多采用四轴联动的数控加工中心进行加工,通过CAM软件进行自动编程或者手工编制宏程序的方法得到对应加工程序。常用的自动编程软件有UG、MasterCAM、PowerMILL等[2-3],无需计算,但程序较长;宏程序编程一般是利用螺旋槽的函数关系式,进行手工编程,编程过程复杂,但程序简洁[4]。通常情况是利用其中一种编程方式来完成程序编制,但是当遇到零件有特殊加工要求时,就需要考虑结合各自优势得到所需程序。
本文针对螺旋槽零件加工过程中容易出现断刀、尺寸不稳定、螺旋线与圆弧过渡处不光滑加工精度低等问题,采用UG自动编程结合手工宏程序编程的方法进行程序编制。在UG软件中完成粗加工、半精加工、初次精加工的自动编程,用宏程序进行二次精加工的手工编程,程序验证无误后,导入机床完成实际加工。
1 圆柱曲面螺旋槽零件的工艺分析
1.1 圆柱曲面螺旋槽零件的概述
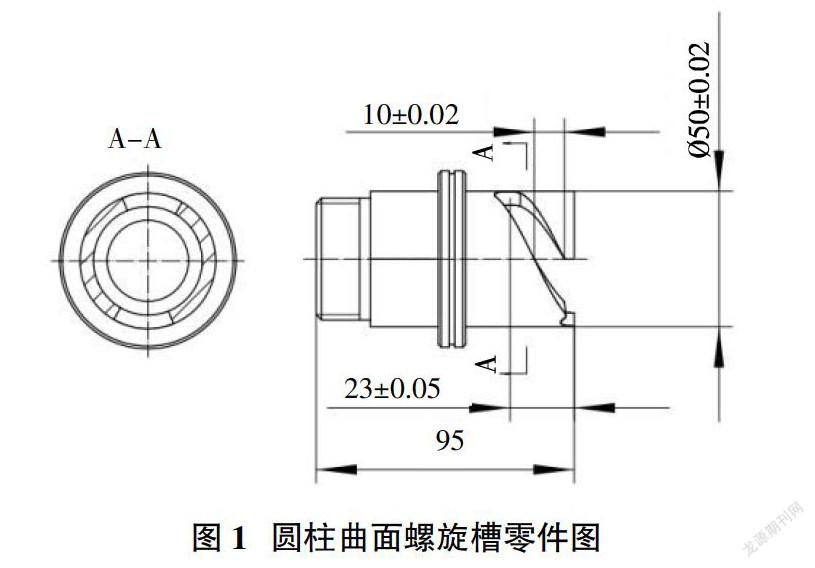
需要制作的零件是某机械设备中一个圆柱曲面螺旋槽,如图1所示。在右端?准50mm的圆柱面上(材料为45#碳素钢)有两条互为180°的螺旋槽,槽宽10±0.015mm,槽长23±0.05mm,槽深下至内孔。技术要求:螺旋槽俩侧壁无振纹,无毛刺,螺旋线与圆弧过渡光滑,表面粗糙度为Ra0.8。通过对圆柱曲面螺旋槽零件的分析,该零件形状相对复杂,精度要求高。采用自动编程和宏程序编程的结合,在精度较高的复合车铣加工中心上进行加工制造。
1.2 影响圆柱曲面螺旋槽加工精度的因素分析
①断刀因素分析。由于背吃刀量过大,切削阻力的增大,刀具进给速度过快,刀具磨损严重,势必使刀具屈服强度下降,造成断刀。
②螺旋线与圆弧过渡处不光滑因素分析。由于UG编程加工生成的刀具轨迹都是由无数点和线段组成的,从而达到逼真加工的目的。而在实际加工过程中刀具的径向跳动误差和工件的装夹误差一定会对螺旋线和圆弧过渡处产生影响。
③尺寸误差因素分析。因为机床存在间隙误差,刀具存在径向跳动误差,以及工件存在装夹误差,这些误差都是不可避免的,从而影响工件在加工过程中尺寸和表面粗糙度的稳定性。
2 复合车铣加工程序编制
2.1 复合车铣加工技术原理
利用铣刀旋转和工件旋转的联合运动来实现回转体工件的切削加工任务,能够达到一次装夹,完成多道工序的目的。
2.2 数字三维造型
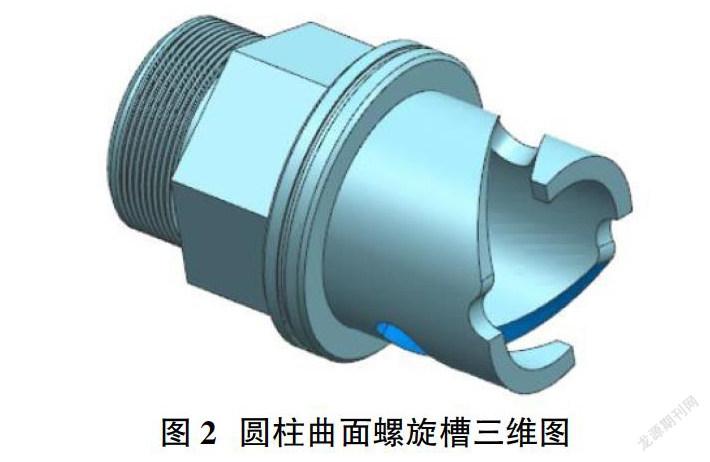
在UG软件中根据螺旋槽成形运动特征,把扫描混合和高级曲面造型相结合的方式,通过对螺旋槽特征参数的设置,实现对螺旋槽精确的造型,得到三维数字模型,如图 2所示。
2.3 自动编程和宏程序编程
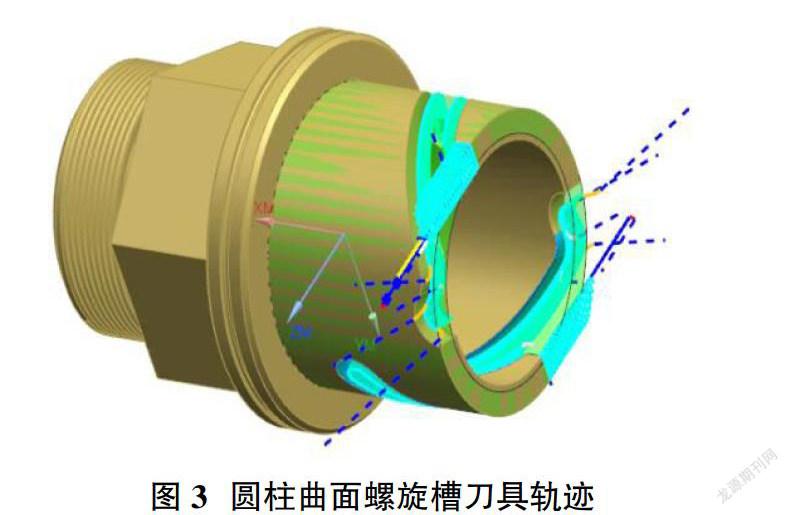
①切削参数是编程中的重要参数之一。结合自己的加工经验以及机床的精度,给出下列圆柱曲面螺旋槽加工切削参数表1。
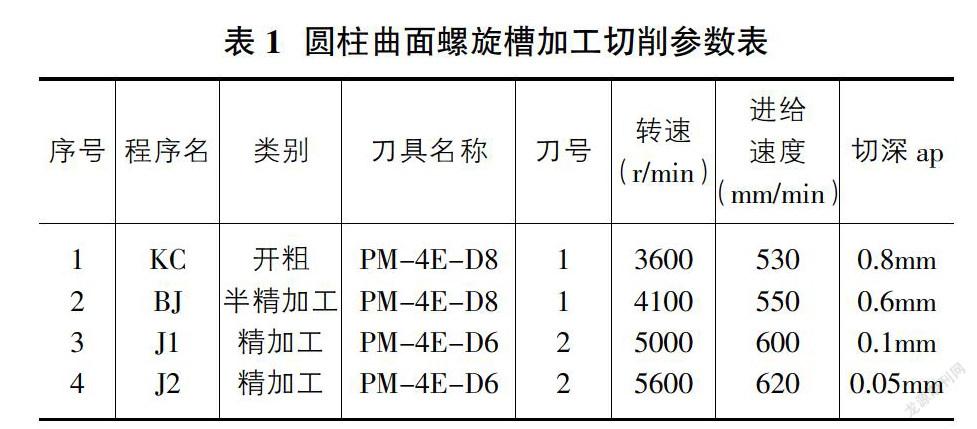
②利用UG自动编程里面的定轴3D开粗,四轴联动半精加工切削方式,优化刀具轨迹,加工时间短,效率高,见图3。
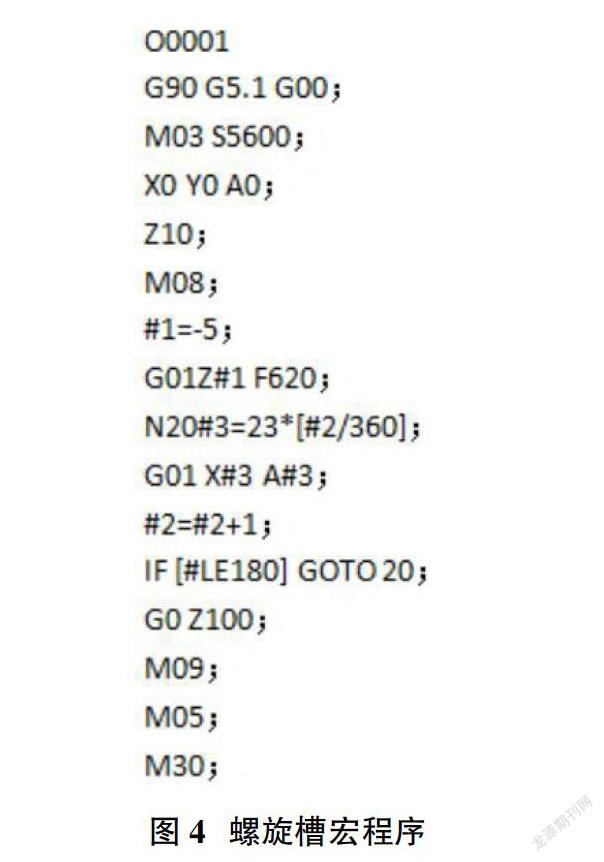
③宏程序的编程依据的是螺旋槽函数关系式。本文在精加工中利用宏程序和机床轮廓控制指令G5.1结合的编程方式,见图4。并且把精加工分成两次进行,第一次精加工找出机床的间隙误差和刀具的径向跳动误差以及工件的装夹误差值。第二次精加工利用第一次精加工找出的误差值,进行刀具半径补偿,再开始第二次精加工,最终达到零件的技术要求。
2.4 仿真验证与后处理程序
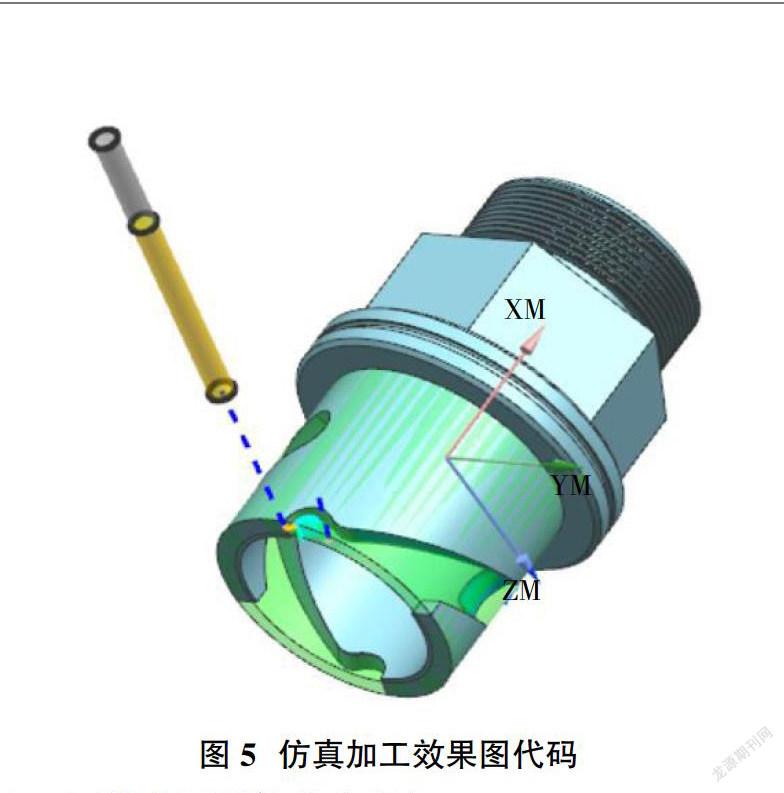
①根据零件图设定好毛胚材料、尺寸,选择3D动态,开始仿真加工,如图5所示。
②经验证无误后,分段导出后处理程序。
2.5 圆柱曲面螺旋槽实际加工
①本文采用CXK205复合车铣加工中心,具有高刚性,高精度,高效率的加工特点,刀具主轴均为电主轴,最高转速能达到12000rpm,主轴摆动精度0.01-0.02mm,这样的机床能保证工件在加工过程中的加工精度。
②完成工件的装夹,在加工之前,对装夹在A轴上的工件用千分表校正,使工件的轴心线与A轴的轴心线高度一致;并且,铣刀装在主轴上也要用千分表校正,使刀具轴心线与主轴轴心线的同轴度在误差范围内。这样在很大程度上保证了零件的加工精度,从而使螺旋线与圆弧过渡处光滑连接。加工结果如图6。
3 结束语
利用UG软件自动编程和手工编写宏程序的方法对圆柱曲面螺旋槽进行粗加工、半精加工、精加工编程,经实际加工验证,这种方法不仅满足零件的加工要求,还解决了螺旋槽零件加工过程中容易出现断刀、尺寸不稳定、螺旋线与圆弧过渡处不光滑等问题,能够提高零件的加工精度,提升生产效率,希望为同类零件的加工提供参考。
参考文献:
[1]刘艳申.双头螺旋槽零件的造型与加工[J].机床与液压, 2015,43(10):59-62.
[2]石从继,周严.基于MasterCAM的螺旋槽四轴数控加工[J]. 制造业自动化,2011,33(7):38-39.
[3]江明,吴志明.在四轴加工中心上用宏程序加工变螺距螺旋槽技术[J].机械工程师,2012(09):29-30.
[4]方迪成.提升机械零件数控加工精度的策略分析[J].新型工业化,2019,10(09):50-53.
