J型坡口焊缝MAG焊工艺性研究
2020-09-10梁姝博董明
梁姝博 董明
摘要:J型坡口是轨道客车转向架焊缝常用坡口形式之一,Q345钢为转向架用主要材料。针对Q345钢的J型坡口焊缝分别进行手工、自动、复合三种方法的MAG焊工艺性研究。通过对接头的宏观金相、硬度检测的试验结果进行对比发现,复合MAG焊生产效率高于手工MAG焊,焊缝质量优于自動MAG焊,是能较好满足企业批量安全生产基本要求的工艺方法。
关键词:转向架;J型坡口;复合MAG焊;工艺性研究
中图分类号:TG444+.72文献标志码:B文章编号:1001-2303(2020)03-0131-02
DOI:10.7512/j.issn.1001-2303.2020.03.24
0 前言
随着铁路客车市场的不断扩大和延伸,市场订单中陆续出现采用J型坡口焊缝的转向架,已有的V、Y型坡口焊缝工艺评定无法满足J型坡口焊缝的生产要求[1-2],因此研究J型坡口焊缝的焊接工艺刻不容缓。本文以Q345钢为代表,对比手工MAG焊接、自动MAG焊接及手工打底-自动填充盖面的复合MAG焊接三种不同形式[3],总结出了一套既能满足生产效率,又能保证产品质量的工艺方法,已成功应用于实际生产中。
1 试验材料和方法
1.1 试验材料
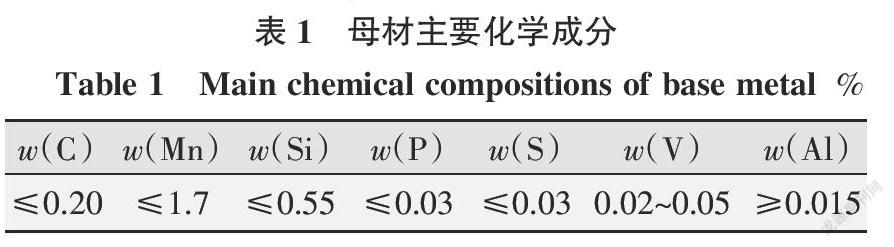
选取板厚12 mm与16 mm的Q345D钢[4]为试验母材,化学成分如表1所示。选用直径1.2 mm的ISO 14341-A G 42 4 M21 3Si1[5]焊丝,保护气体成分φ(Ar)82%+φ(CO2)18%。
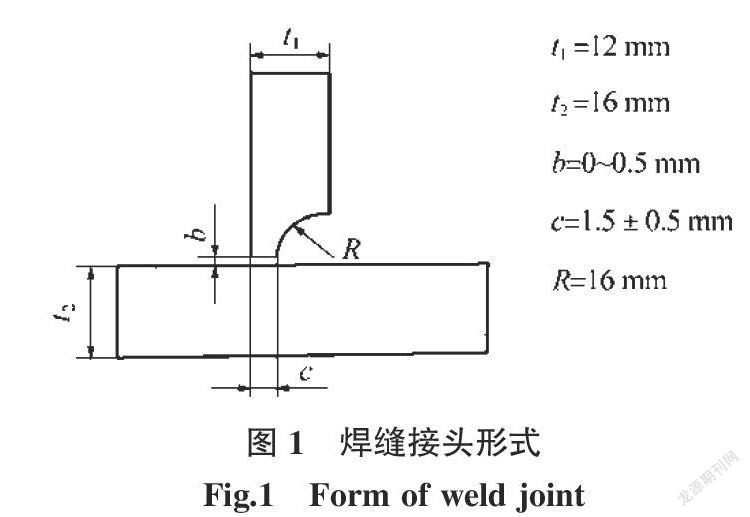
为最大程度地模拟实际生产,焊接接头选取T型接头,J型坡口,坡口半径16 mm,钝边1.5±0.5 mm,组对间隙0.5 mm,焊接位置PB+PA,单面三层三道全熔透焊接,打底焊双面成形,背透3±2 mm,如图1所示。
1.2 试验方法
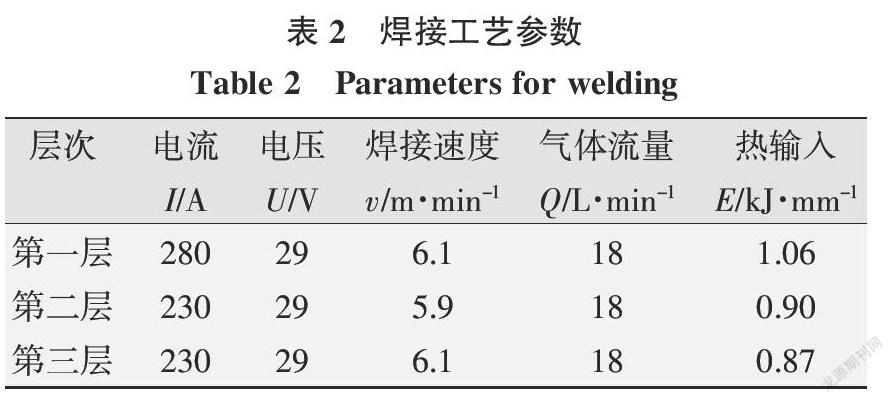
采用手工MAG焊、自动MAG焊以及手工打底-自动填充盖面的复合MAG焊三种形式,工艺参数如表2所示。手工MAG焊采用OTC-CPVM500型 MAG电焊机,自动MAG焊采用CLOSS-ROMAT310型焊接机械手。
2 试验结果与分析
2.1 宏观金相
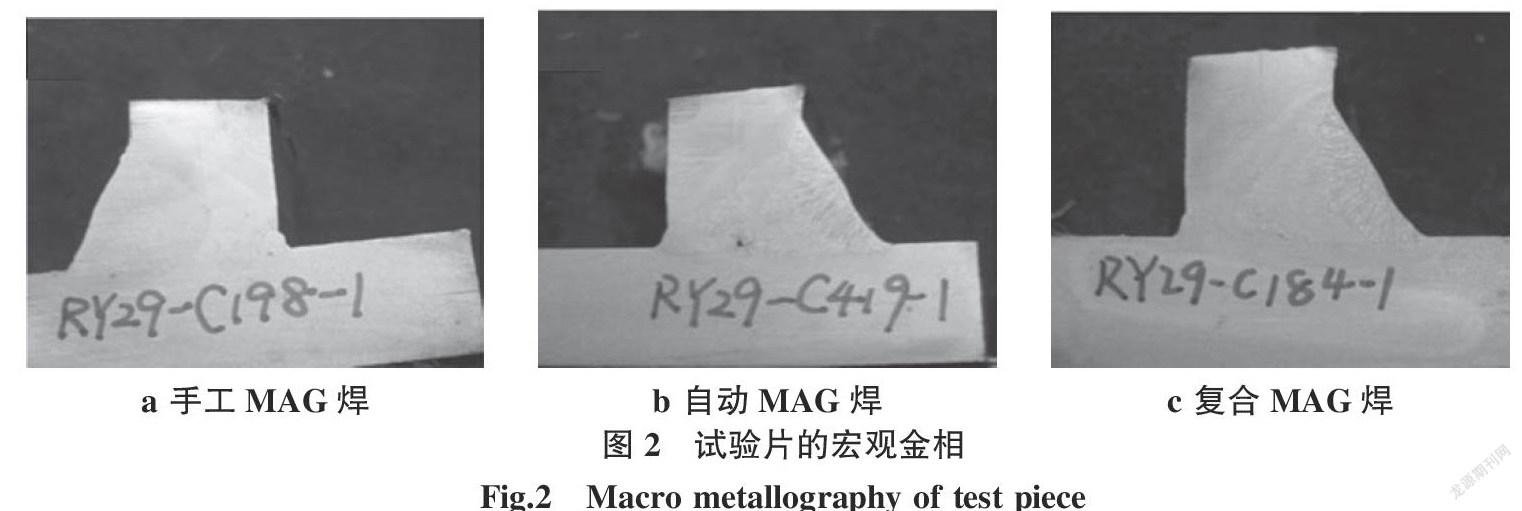
试验片的宏观金相如图2所示,经超声波探伤结果分析,自动MAG焊试验片分别在起弧和中间较大长度范围内出现了10~12 mm深度方向的未熔合缺陷(见图2b)。而手工MAG焊及复合MAG焊则未出现未熔合缺陷(见图2a、2c)。
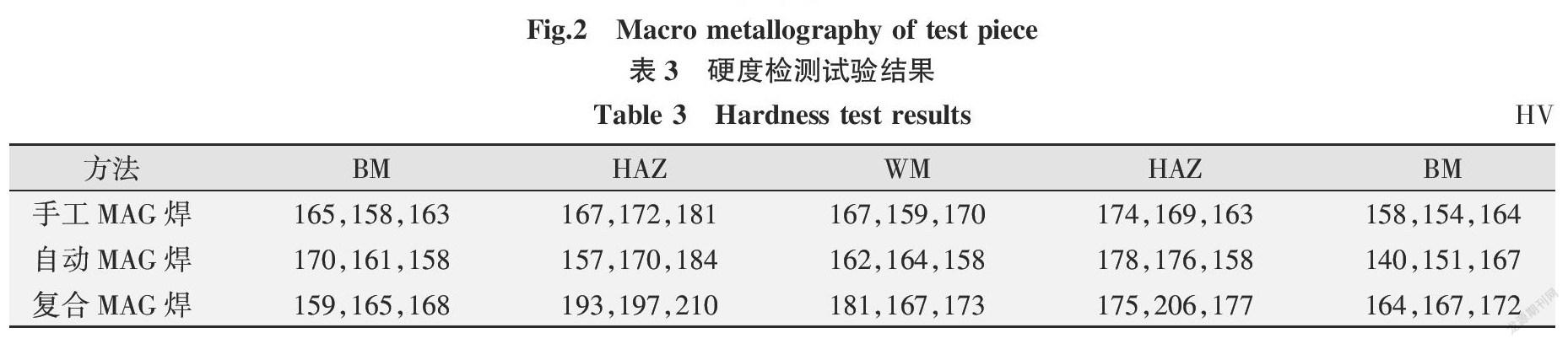
2.2 硬度试验
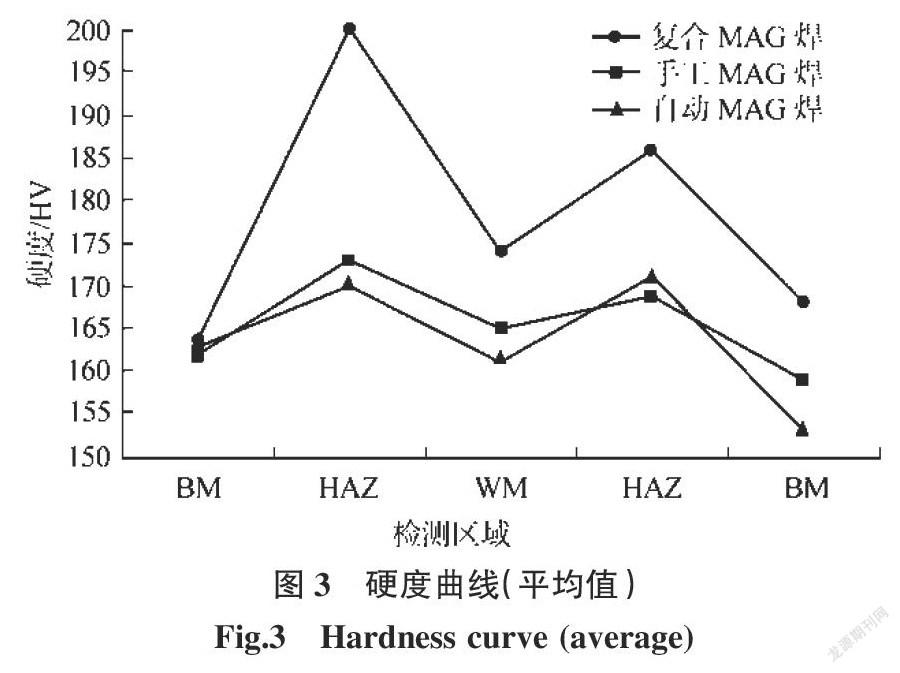
三种MAG焊接头维氏硬度检测结果如表3所示,硬度曲线如图3所示。
结果表明,复合MAG焊接头硬度最高,最高硬度值为200 HV,手工MAG焊接头硬度居中,自动MAG焊接头硬度最低。在同一接头硬度曲线中,热影响区硬度最高,焊缝次之,母材最低。
2.3 焊接工艺性
焊接全熔透的J型坡口焊缝时,因坡口角度较小,焊枪摆动受限,对操作工的技能要求较高,需具备焊接J型坡口专有的资质证书。操作工必须操作焊枪角度使焊丝绝对达到焊缝根部,否则会出现背透尺寸不足或根部未熔情况。因此,全自动焊接焊接参数恒定、运动轨迹恒定、受为人因素影响较小的特点在该情况下无任何优势甚至不利,事实也证明全自动焊接在打底焊时极易出现未熔合缺陷。
虽然手工MAG焊接时飞溅较小,但需在焊缝直线段与圆弧连接处留有接头。接头焊接时需打磨处理焊缝封头处,因此生产效率在三种方式中为最低。
3 结论
(1)手工MAG及复合焊焊缝质量高于自动焊。
(2)复合焊接头硬度最高。
(3)复合焊生产效率高于手工MAG焊。
参考文献:
[1] ISO 15614-1-2004,金属材料焊接工艺规程及评定-焊接工艺评定试验-第一部分:钢的弧焊和气焊、镍及镍合金的弧焊[S].
[2] ISO 9606-1-2012,焊工考试-熔化焊-第一部分:钢[S].
[3] ISO 857-1-1998,焊接及相关工艺词汇-第一部分:金属焊接工艺[S].
[4] 刘志刚,苏白兰,韦弦. Q345钢板焊接性能研究[J]. 河南冶金,2003,11(1):14-16.
[5] ISO 14341-2010,焊接材料-非合金和细料钢气体保护金属电弧焊的电极丝和焊堆-分类[S].
