实心焊丝堆焊奥氏体不锈钢堆焊工艺与性能
2020-09-10史顺望向锦张磊王帆姜宏伟
史顺望 向锦 张磊 王帆 姜宏伟


摘要:采用CO2气体保护焊及药芯焊丝在低合金钢上堆焊奥氏体不锈钢时,堆焊层出现了较多夹渣、气孔、尺寸不良等焊接缺陷。现采用MAG焊及实心焊丝进行堆焊工艺试验,其过渡层和耐蚀层材料分别为ER309L和ER308L实心不锈钢焊丝。对堆焊层进行液体渗透检测、弯曲性能和电化学腐蚀性能测试,并与药芯焊丝堆焊的相关性能进行比较。结果表明,堆焊层与基体熔合良好,无裂纹、气孔等焊接缺陷,堆焊效率更高,其弯曲和电化学腐蚀性能良好;耐蚀层组织为树枝状奥氏体。
关键词:MAG堆焊;实心焊丝堆焊;显微组织与性能;电化学腐蚀
中图分类号:TG455 文献标志码:A文章编号:1001-2303(2020)03-0137-03
DOI:10.7512/j.issn.1001-2303.2020.03.26
0 前言
奥氏体不锈钢的韧塑性较高,工艺性等各方面性能均优异[1]。但若只用奥氏体不锈钢制造零件,成本很高。因此,为降低生产成本,保证零件满足设计和使用要求,通常是在低合金钢上堆焊奥氏体不锈钢[2-3]。重庆水泵厂的外壳体、泵盖等许多零件都需要堆焊不锈钢层来满足使用要求,原有工艺采用CO2气体保护焊及药芯焊丝进行耐蚀层堆焊,但在机加工时发现堆焊层出现了较多的夹渣、气孔、尺寸不良等焊接缺陷,严重降低接头的使用性能[4]。而且焊接缺陷需反复焊补才能满足设计要求,严重影响生产周期,增加生产成本。
本文采用MAG焊及实心焊丝进行堆焊工艺试验,通过液体渗透检测、测试堆焊试样的彎曲性能和电化学腐蚀性能、观察与分析显微组织等方法,得到合理的堆焊工艺及性能良好的堆焊层。并可提供关键的数据和依据,为堆焊同类产品提供了技术支持[5]。
1 试验材料及方法
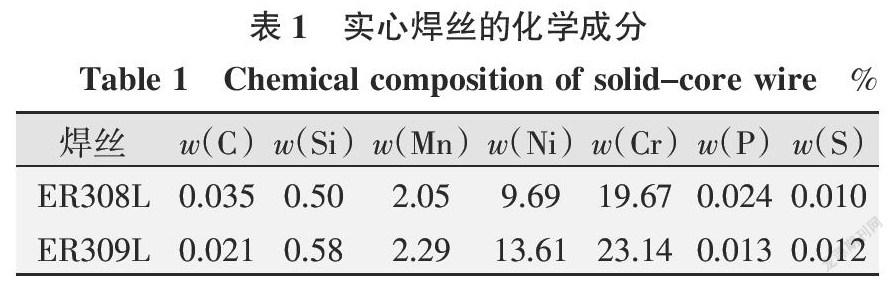
采用MAG焊,保护气为φ(Ar)98%+φ(CO2)2%,共堆焊2层,堆焊厚度为9 mm,分别采用实心焊丝ER309L和ER308L堆焊过渡层和耐蚀层。ER308L和ER309L两种焊丝的化学成分如表1所示。焊前去除基材表面的铁锈、油污等,使其露出金属光泽。焊后进行去应力热处理,热处理后铣平堆焊层,按照标准NB/T 47013-2015对表面做液体渗透检测,并加工弯曲、电化学腐蚀及金相试样。
弯曲试验采用WDW-300型微机电子式万能试验机,电化学腐蚀试验采用RST-500腐蚀测量系统,金相组织分析采用TESCAN VEGA 3 LMH SEM扫描电镜。
2 试验结果及分析
2.1 工艺参数及PT检测结果
实际焊接工艺参数如表2所示。堆焊焊缝宏观形貌如图1所示,堆焊层成形良好且在基体上铺展均匀。PT检测结果显示堆焊层表面无裂纹、气孔等焊接缺陷,堆焊质量良好,符合相关标准要求。且在相同的工艺下,药芯焊丝堆焊一层的厚度为2 mm,实心焊丝堆焊一层的厚度约为4~5 mm,大大提高了焊接效率。
2.2 弯曲试验
在焊缝横向上取4个侧弯试样,试样包含堆焊层、热影响区和基体,尺寸为200 mm×38 mm×10 mm。弯心直径4a,弯曲角度180°。侧弯试样照片如图2所示,堆焊层和基体未出现分层、裂纹和未熔合等缺陷。弯曲试验结果表明堆焊试样抗弯性能良好。
2.3 显微组织
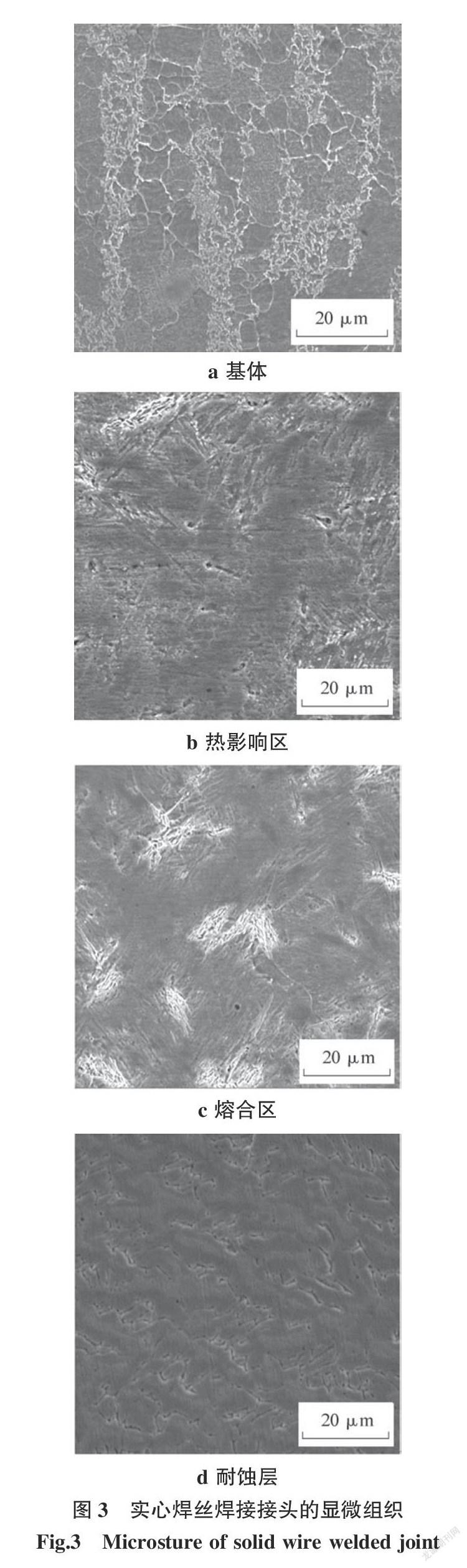
实心焊丝焊接接头的显微组织如图3所示。基体主要为珠光体+铁素体(见图3a);靠近母材一侧的热影响区组织主要为铁素体和残余奥氏体(见图3b),由于堆焊过程中升温速度快且高温停留时间短,使得母材中的铁素体在溶解后未能充分扩散而形成残余奥氏体。熔合区组织为奥氏体+铁素体+碳化物(见图3c)。耐蚀层组织主要为树枝状奥氏体(见图3d)。堆焊层与基体界面熔合良好,没有分离现象,也没有裂纹、气孔和夹杂等显微缺陷。
2.4 电化学腐蚀试验
采用RST-5000腐蚀测量系统,分别研究实心焊丝堆焊层、药芯焊丝堆焊层及母材的电化学腐蚀行为。每个样品都是工作电极。分别以饱和甘汞电极(SCE)和铂箔为参照电极和对比电极,腐蚀介质采用3.5%NaCl溶液。每个样品分别浸泡在溶液中1 h,预设电位从-0.5~0.5 VSCE,扫描速率为1 mV/s。
堆焊层及母材在3.5%NaCl中的极化曲线如图4所示。可以看出,不锈钢堆焊层的极化曲线上有明显的钝化区,且电位在0.3 V左右时腐蚀电流密度迅速上升,而母材的极化曲线只有一段较短的钝化平台。由于可以通过电流密度来评价材料的耐蚀性,结合表3的极化曲线特征值可以看出,耐蚀性能优劣依次为:实心焊丝堆焊层、药芯焊丝堆焊层、母材。
3 结论
(1)采用MAG焊及实心焊丝堆焊,基体和堆焊层结合良好,堆焊层无焊接缺陷,且提高了焊接效率。
(2)实心焊丝焊接接头的基体组织主要为珠光体+铁素体;热影响区组织主要为铁素体和残余奥氏体;熔合区组织为奥氏体+铁素体+碳化物;耐蚀层组织主要为树枝状奥氏体。
(3)实心焊丝堆焊层的抗弯性能及耐蚀性能良好,且耐蚀性能优劣依次为:实心焊丝堆焊层、药芯焊丝堆焊层、母材。
参考文献:
[1] 钱文焕. 起重机用Q235钢耐蚀性的改进研究[J]. 铸造技术,2013,34(11):1499-1500.
[2] 黄健,梁晓. 低合金高强度钢压力容器焊接的质量控制[J].装备制造技术,2007(8):98-100.
[3] 王芝玲,于根喜. 低合金钢表面奥氏体不锈钢堆焊层组织与性能研究[J]. 铸造技术,2016,37(3):771-772.
[4] 黄秀娟,韩微,王刚. 奥氏体不锈钢焊接特性及工艺要点[J]. 现代焊接,2012,111(3):40-43.
[5] 周彦林,谷文. 低双钨极TIG奥氏体不锈钢堆焊层组织与性能[J]. 热加工,2017(2):52-56.