激光增材修复TC6钛合金工艺性能研究
2020-09-10范朝程宗辉张志强程东海
范朝 程宗辉 张志强 程东海




摘要:在TC6钛合金上进行激光增材TA15粉末试验,利用WDW-100试验机测量增材修复后试样的抗拉强度,利用冲击韧性试验机测量修复后试样的冲击韧性,利用光学显微镜(OM)和扫描电镜(SEM)观察分析接头的力学性能及接头显微组织构成。研究结果表明:TC6损伤激光增材修复接头成形良好,接头界面结合处无裂纹、气孔。接头抗拉强度可达1 000 MPa,冲击韧性可达27.5 J/cm2,试样断裂于靠近TC6母材的热影响区;TC6激光增材最佳工艺参数为:激光增材粉末TA15,激光功率1 400 W,扫描速度0.01 m/s,送粉器读数low%(英文),载粉气8 L/min,搭接率40%,光斑直径2 mm,单熔覆层高度0.3 mm;TC6激光增材接头由焊缝区、熔合区、热影响区、母材组成。焊缝区主要是细小的针状马氏体;熔合区半融化的晶粒主要是基底外延生长的β柱状晶,并且熔合区由粗大的柱状晶组成,晶粒呈“八”字形生长;热影响区主要为α'片状马氏体。
关键词:TC6;TA15粉末;热影响区;熔合区
中图分类号:TG456.7文献标志码:A文章编号:1001-2303(2020)03-0115-05
DOI:10.7512/j.issn.1001-2303.2020.03.21
0 前言
TC6钛合金是马氏体型α+β两相热强钛合金,是目前应用最广泛的Ti-Al-Mo-Cr-Fe-Si系钛合金,其名义成分为Ti-6Al-1.5Mo-2.5Cr-0.5Fe-0.3Si,使用温度可达450 ℃左右[1-4],广泛应用于航空领域。然而TC6钛合金制重要承力构件在使用过程中存在表面腐蚀、划伤、裂纹等缺陷,一般通过激光增材修复完成,并确保增材修复接头性能满足使用要求。TC6钛合金结构件属于关键承力件,价格贵,采用换新修理成本高、采购周期长,严重影响生产效率。激光焊接具有能量密度高、扫描速度快、热影响区小、增材变形小、熔池净化效应明显等优点,因此在航空维修过程中开展激光增材修复TC6钛合金材料研究具有广阔的发展前景。目前激光增材修复的研究主要集中在钛合金、结构钢、奥氏体不锈钢等损伤零部件的修复上。钦兰云等[5]对BT20钛合金锻件当量孔损伤进行激光增材修复试验,研究表明增材区与基材之间形成了致密冶金结合,Al、Zr、Mo、V合金元素由锻件基体到激光增材区均匀分布,无宏观偏析,硬度分布从基材到增材区依次提高。热影响区组织是由基材的双态组织过渡到网篮组织;沉积区组织为粗大的原始柱状β晶,晶粒内为α/β网篮组织,晶内α片层取向随机。张志强等[6]采用激光增材修复30CrMnSiNi2A钢制零件表面损伤,研究表明熔覆层与基体呈现牢固的冶金结合,基体热影响区域小,熔覆区的抗拉强度大于基体强度的80%,熔覆区材质的脆性较基材有所增加。
本研究针对TC6钛合金进行激光增材修复试验,获得了质量较好的激光增材接头,并对工艺参数对接头力学性能和显微组织转变的影响进行分析,为激光增材修复TC6在航空维修中的应用提供理论指导。
1 试验材料及方法
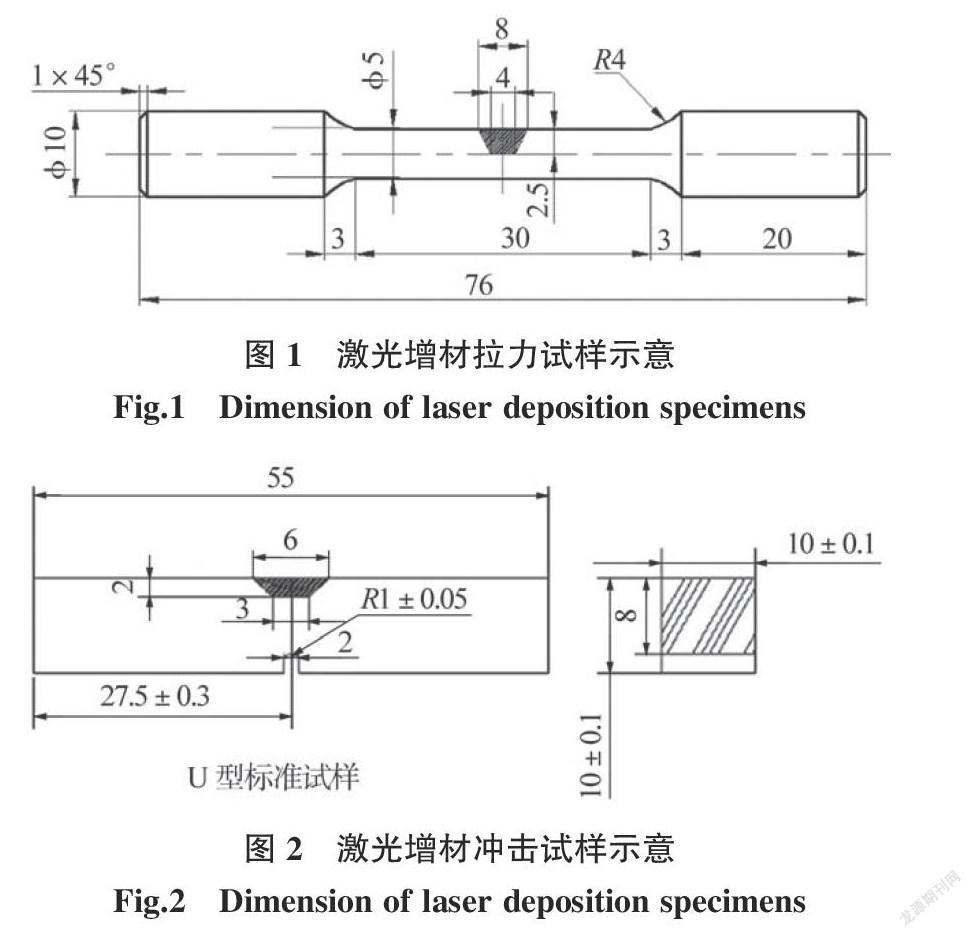
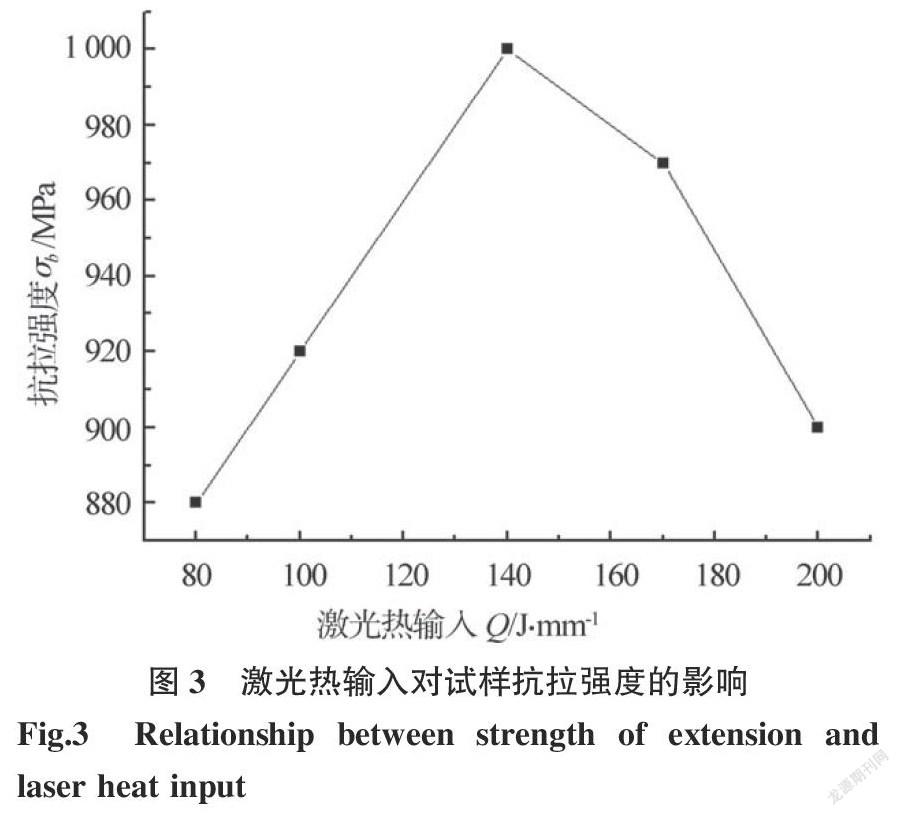
试验材料为TC6棒材,填充材料为TA15球形合金粉末,粒径为60~120 μm,材料的主要成分如表1所示,主要物理性能如表2所示,试验工艺参数如表3所示。材料预处理:激光熔覆前将TC6基体表面打磨粗化,之后用无水乙醇清洗基体材料,去除表面油污。试验在激光熔覆成套设备(LFR-M-Ⅱ)上完成。增材修复合金粉末经光内同轴送粉喷嘴送进激光熔池。为防止氧化,采用高纯氩气进行保护。试验件上预制槽型缺口如图1、图2所示,利用激光增材修复设备进行激光增材修复试验,并机械加工制作拉伸试样、冲击试样后进行X射线探伤,检测接头内部缺陷情况。增材修复层位于试样的中心。拉伸试验在WDW-100试验机上完成,冲击试验在冲击试验机上完成,试验结果如表4所示。
2 试验结果及讨论
2.1 激光增材热输入对TC6激光增材接头力学性能的影响
本试验的目的是通过设置激光功率、扫描速度来研究激光增材热输入对TC6接头抗拉强度、冲击韧性的影响(试验中固定送粉器读数low%(英文),载粉气8 L/min,搭接率50%,光斑直径2 mm;单道熔覆层高度不大于0.3 mm)。由表4可知,修复试样均断裂于靠近母材的热影响区。在修复粉末一定的情况下,TC6激光增材试样力学性能主要受激光热输入影响,即受激光功率、扫描速率等因素影响。
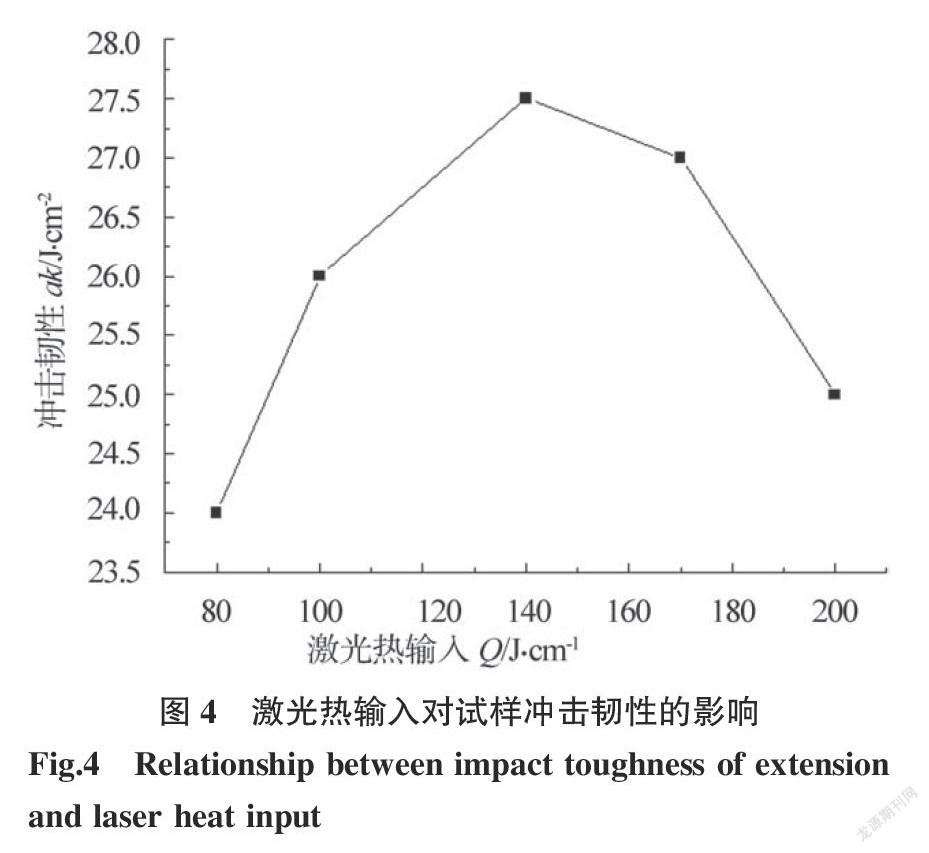
不同激光热输入对接头抗拉强度影响如图3所示。可以看出,随激光热输入的增加,接头抗拉强度先增大后减小,当激光热输入为80 J/mm时,因热输入较小,熔合区成形不佳,抗拉强度仅为800 MPa,为TC6母材基体抗拉强度的73%。当激光热输入为140 J/mm时,TC6接头抗拉强度为1 000 MPa,可达母材基体抗拉强度的92.2%;当激光热输入为200 J/mm时,抗拉强度为900 MPa,说明激光热输入过大,激光热累积效应使得接头组织变为粗大的柱状晶,由于热胀冷缩导致接头残余应力变大,力学性能降低。
不同激光热输入对接头冲击韧性的影响如图4所示。由图可知,接头的冲击韧性随着激光热输入的增加呈先突增后缓慢下降的特点。激光热输入为200 J/mm时,接头冲击韧性较低,原因是过大的激光热输入使基体熔化过多,导致基体元素热翻滚至增材修复层中,同时接头在组织转变过程中晶粒粗大,此时熔池还伴随着飞溅,且增材修复层、热影响区附近显示为淡黄色,在较大的热输入作用下,熔池金属处于熔融态时间延长,增加了液态金属与氧气接触时间,增大了接头表面氧化倾向和热变形,进而导致TC6增材试样残余应力大,沖击韧性较低;随着激光热输入的降低,增材修复成形良好,熔合区成形较好,晶粒细小,接头冲击韧性逐渐提高。当激光热输入为140 J/mm时,接头冲击韧性达到最大27.5 J/cm2。
综上所述,TC6激光增材修复最佳参数为:固定送粉器读数low%(英文),载粉气8 L/min,搭接率40%,光斑直径2 mm,激光功率1 400 W,激光扫描速度0.01 m/s。在此工艺参数下对所获得接头进行显微组织分析,并对钛合金在不同激光热输入下的组织转变进行分析。
2.2 激光增材修复TC6合金的显微组织
2.2.1 最优工艺参数下熔合区及热影响区组织分析
TC6激光增材接头熔合区与热影响区低倍微观组织照片和扫描电镜微观组织照片分别如图5、图6所示。由图可知,熔合区、热影响区均未观察到裂纹和气孔。图5b中有以熔合区半融化的晶粒为基底外延生长的β柱状晶,并且熔合区由粗大的柱状晶组成,晶粒呈“八”字形生长,其边界依稀可见。这是由于钛合金的导热性能较差,对过热十分敏感,晶粒的生长方式由激光增材热源作用特点决定。增材区这种粗大的晶粒将会严重增加组织的脆性。进一步放大观察熔合区微观组织(见图6a),可见柱状晶内部细小的针状马氏体呈网篮状分布。这是因为激光焊接过程中熔合区金属被加热到相变点以上,且焊后冷却度很快,导致相变过程中以柱状晶形式存在的β相来不及转变成α相,而是发生了β→α'无扩散形转变,α'是合金元素在α相中来不及扩散形成的过饱和固溶体,又称钛马氏体。在激光增材修复时温度和应力的综合作用下,形成网篮状亚结构,其塑性、蠕变抗力及高温持久强度等综合性能都较好。
热影响区是在激光热源的作用下,增材区两侧母材发生组织变化的区域。由于激光增材修复速度快,能量密度集中,所以热影响区非常窄,为α+β+α'组织(见图5c),与在β转变温度以下淬火的组织相似,形状为细小的马氏体针,α'片状集团的数量较多。这是由于此处热影响区的溫度低于熔合区,使得α相并未完全转变。而已转变的α相因高温停留时间短,β相没有发生严重的晶粒长大,且相变时的形核较多,于是形成大量的细小β相晶粒,在快速冷却时形成了大量细小的马氏体。进一步放大热影响区显微组织(见图6b)发现,热影响区的针状马氏体较熔合区更少更细,这是因为远离熔合区的热影响区中的加热温度没有超过相变点,发生马氏体转变的β相少,高温停留时间短,不易发生晶粒的异常长大。
2.2.2 激光热输入对微观组织的影响
钛合金的导热性能较差,对激光热循环非常敏感,因此激光热输入的改变会对增材区和热影响区的组织产生很大影响。
采用不同的激光热输入时,增材区中部柱状晶的尺寸变化不明显,而晶粒内部针状马氏体的尺寸和形态有所不同,如图7所示。随着热输入的增大,针状马氏体的数量增多,分布更加密集。且高的线能量下马氏体针更加粗大,分布更加散乱。分析原因:一方面热输入量的增大导致实际增材温度升高,增材区组织在β转化温度以上的停留时间变长,因此高线能量时增材区针状马氏体组织比小线能量的尺寸更大。二是随着热输入的增大,合金元素(尤其是Al)的烧损严重,使得β相的马氏体转变温度降低,使得β相容易发生孪生变形而形成取向各异的马氏体针,大量马氏体针交互生长造成了分布更加散乱的网篮状组织。增材区精细结构中这种杂乱无序的排列方式对提高接头性能影响明显,因为在相同变形量下,变形会分散在更多的板条晶粒内部进行,晶粒内部和晶界附近的应变度相差较小,变形较均匀,引起的应力集中也减小。此外晶界的曲折性也有利于阻碍裂纹的传播。当激光热输入量选择适中时,一方面可以使得马氏体的排列接近杂乱无章状态,增材区变形更加均匀,且有效阻碍裂纹的传播;另一方面,相对于大热输入量,激光沉积时晶粒更加细小,对于增材区的塑性有所改善。
3 结论
(1)TC6损伤激光增材接头成形良好,接头界面结合处无裂纹、气孔。接头抗拉强度可达1 000 MPa,冲击韧性可达27.5 J/cm2,试样断裂于靠近TC6母材的热影响区。
(2)TC6激光增材最佳工艺参数为:激光增材粉末TA15,激光功率1 400 W,扫描速度0.01 m/s,送粉器读数low%(英文),载粉气400 L/h,搭接率40%,光斑直径2 mm,单熔覆层高度0.3 mm。
(3)TC6激光增材接头由焊缝区、熔合区、热影响区、母材组成。焊缝区主要是细小的针状马氏体;熔合区半融化的晶粒主要是基底外延生长的β柱状晶,并且熔合区由粗大的柱状晶组成,晶粒呈“八”字形生长;热影响区主要为α'片状马氏体。
参考文献:
[1] 赵先存,宋为顺,杨志勇,等. 高强度超高强度不锈钢[M].北京:冶金工业出版社,2008.
[2] 罗永赞. lCr15Co14M05VN 沉淀硬化不锈钢的热处理与组织和性能间关系的研究[J]. 舰船科学技术,1983(9):70-80.
[3] 吴奎林,谭俊哲,曹铁山. 热处理工艺对1Cr15Ni4Mo3N钢组织和性能的影响[J]. 理化检测:物理分册,2012,48(2):76-82.
[4] 古立新,金建军. 回火温度对lCrl5Ni4M03N钢组织和性能的影响[J]. 材料工程,2007(1):7-10.
[5] 钦兰云,杨光,王维,等. 激光沉积修复BT20合金的显微组织和力学性能[J]. 强激光与粒子束,2014,26(2):294298.
[6] 张志强,程宗辉,曹强,等. 30CrMnSiNi2A超强钢激光熔覆修复试验研究[J]. 装备环境工程,2016,13(1):62-67.
