浅析一种延长电站膜片式执行机构使用寿命的方法
2020-09-10王大伟谢钟平
王大伟 谢钟平

摘要:电站各型膜片式执行机构在机械设备中使用广泛。大多数膜片式执行机构的推力盘为碳钢整体铸造件,膜片为橡胶件,当存在边缘有毛口、锐边或缺损,光滑度不足或圆周压迫现象明显时,极易造成膜片使用寿命短,需频繁维护更换膜片,造成检修和备件成本上升,本文浅析一种延长膜片式执行机构使用寿命的方法。
关键词:膜片式执行机构;膜片;推力盘;延寿
0 引言
大量膜片式执行机构用于阀门的控制,该执行机构通过膜片上下部压差引起部件上下运动实现操作,具有动作可靠,部件简单,维护方便等优点。使用过程中,最常见的故障为膜片破损,膜片和它的侧壁相碰触的位置,最容易产生磨损破裂,故障引起阀门动作不灵敏不及时,甚至不动作进而引发更严重的系统问题。
1 膜片式执行机构工作原理
膜片式执行机构主要部件包括外壳、薄膜(膜片)、推力盘、弹簧、推杆、调节螺母和阀位标尺(见图1)。通过外部压力气源介入外壳的膜片下部空间,推力盘和膜片在压力和弹簧弹力相互作用下,上下运动并带动推杆连接其下方的阀门动作,当下部压力气源消失时,弹簧作用使得压力盘和膜片向下运动关闭阀门。如图示,上部腔室一般设有呼吸孔,用以腔室体积变化时与大气连同,迅速吸气或排气;下部腔室一般设有气源进、排气孔,用以进气增压或排气泄压。
2 膜片式执行机构常见故障分析
如图示,膜片式执行机构主要运动部件是膜片和推力盘。在膜片上下运动时,不可避免的,会与推力盘边缘接触,所以在硬件设计时,膜片与推力盘发生接触的部分会设计成与推力盘外形相吻合的形状,以便推力盘运动时,膜片能贴合其上随动,避免膜片发生过度拉伸或者压缩,而发生磨损或者卷折造成过早破裂实效。膜片式执行机构最常见故障便是膜片破损,导致上下部腔室压力无法平衡进而使得执行机构动作失灵。
综上述,膜片式执行机构设计的重点在于严格遵守设计守则,精密确认和制造膜片的材质、尺寸,了解膜片内在缺陷进行相应的设计,便能大大提高膜片制作的成功率。另外,推力盘的设计与制造也是重点。引起膜片的提早损坏的主要原因包括:毛口和锐边、磨损、排气回压和圆周压迫这四大因素。
2.1 毛口和锐边
推力盘和膜片制造中首先要考虑的就是要消除有可能碰到膜片的毛口、锐边和材料缺损。即使是极微小的瑕疵、裂纹都可能引起膜片橡胶的断裂,造成过早损坏。推力盘如果有毛口、锐边和材料缺损,会造成运动过程中对膜片产生摩擦、割裂和刺破,而推力盘一般使用碳钢材质进行铸造,再进行精加工所得,在加工过程中便要避免上述问题的发生;膜片的毛口和锐边一般发生于模具的瑕疵或者其他异常,在设计和制造模具时要注意避免。
2.2 磨损
磨损主要发生在膜片随着推力盘运动过程中,容易发生故障的位置一般为推力盘边缘与膜片接触的位置。磨损是运动时两个部件运动的特性,无法彻底避免,只有通过对接触部分的光滑度控制,使得表面越光滑越好,当膜片所受压力持续的施加并减缓时,膜片将摩擦其支撑硬件。若硬件的表面较为粗糙,它将磨损夹布,并造成过早损坏。所以,对推力盘边缘的光滑度处理,便是推力盘加工的重点。某些厂家[1],建议硬件的表面应≤0.8微米厚,而在高频运作中,应将厚度尽量限制在表面粗糙度Ra0.4内,对加工精度要求较高。
防止过度磨损的发生还可以用润滑的方式,膜片不需要用到润滑剂,但建议在安装之前先给膜片涂一层二硫化钼以减少磨损。
2.3 排气回压
运动时,膜片和它的侧壁相碰触的位置,最容易产生故障。此时,两层橡胶膜扣在一起,而推力盘却继续运作。这将导致膜片侧壁堵塞在活塞和汽缸壁中间,从而导致膜片橡胶的撕裂。减弱此类现象的方法有两种:一是,保障推力盘、膜片和腔室间的中心准线。在高压运作下,若施加在膜片上的气压与之相等,使得活塞居中。二是控制排气回压:通常,回压问题都出现在低压一侧,因为此侧的压力介质在膜片的每次冲程中都必须会被排出并更替。通过设计合理的呼吸孔,孔的尺寸必须大小适中,使得有足够的气体在准确时间内能进入并摩擦膜片。另外,当执行机构腔室承受着较高压力、推力盘和膜片快速运动时,也应当仔细考虑通风孔的尺寸大小问题。
2.4 圆周压迫
圆周压迫是指膜片侧壁中较大部分贴合压迫着推力盘。这将导致侧壁轴向卷折,以使膜片和活塞相契合,运动时会出现垂直于卷积的褶皱,反复发生后导致膜片破裂。圆周压迫无法完全消除,只能减弱。
减弱圆周压迫有几种方法,如限制冲程和压力、将膜片侧壁设计成“双尖端”减少压迫、“预卷积”缓冲卷折现象,即对膜片模压成反向伸展等。其中,限制冲程和压力,视运行环境需求,执行机构与阀门的匹配选型中,可以加以考虑,使得冲程即运动幅值和气动介质的压力的设定不超过执行机构要求的范围。“双尖端”和“预卷积”则是在膜片执行机构制造商设计和制造时便已设定好,一般无法也无需使用厂家再进行调整。
3 一种对膜片式执行机构延寿的方法
3.1 该方法的可操作性和必要性
如上述,膜片的设计和制造一般是制造商的设计之重,一般情况下,使用厂家无法也不会通过膜片的再设计与制造,去对膜片进行改造。一个因素是膜片的设计一般经过制造商的反复试验和经验积累,使用厂家没有相应的试验平台,且受到各种成本制约。另一个因素是使用厂家一般使用膜片式执行機构用于各个系统的管道阀门,一旦该设备故障首要考虑的是修复。
当膜片式执行机构故障时,普遍的修复做法便是拆检执行机构,检查推力盘是否有异常、各处是否有磨损导致各部件中心准线变化,购买替换膜片进行消缺。往往出现的情况是,备品准备不足或膜片采购周期长,无法及时可靠消除膜片破损隐患。
3.2 延寿方法
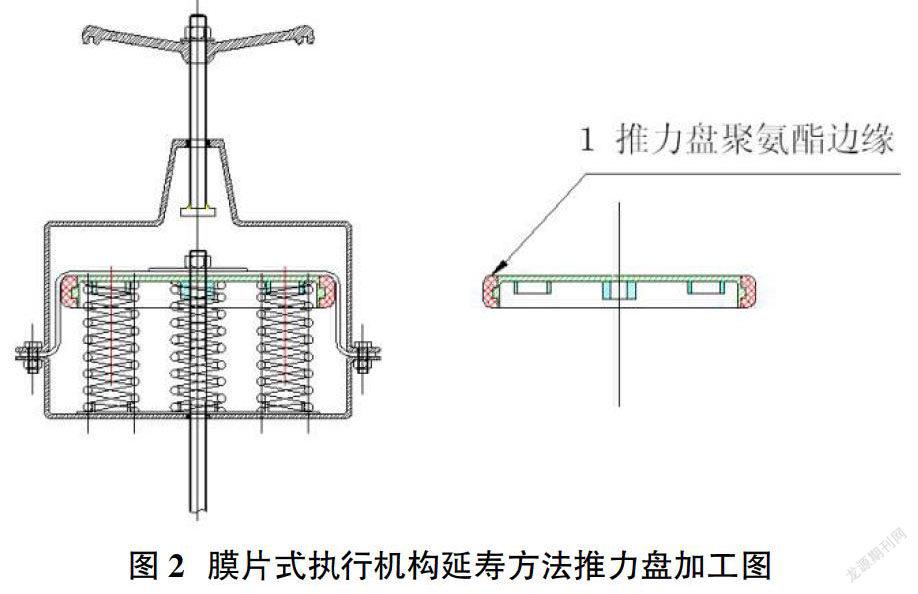
如上述,膜片的购置替换是常规做法,但如果推力盘发生异常的情况下,即使更换膜片依旧无法保障设计的使用寿命。结合圆周压迫的无法消除只能减轻这一特性,可以思考对推力盘进行改造,对推力盘边缘聚氨酯包裹:在推力盘边缘包聚氨酯(硬度:邵氏90°),这样和膜片工作接触面变成相应的软接触,运动时,卷折发生时,推力盘的聚氨酯边缘受力缓冲变形,从而减缓膜片的圆周压迫现象,该方法不影响现有的工作状态,大大提高薄膜片的寿命(如图2)。
该方法对原推力盘进行加工,成为1-推力盘聚氨酯边缘,具体为在原推力盘边缘车削出一定深度7-10mm,以便在模具中对边缘进行聚氨酯包裹边缘处理,包裹后的推力盘外缘尺寸及形状与原推力盘相同,保障其几何尺寸。为了增大聚氨酯附着面积以提升附着力,可在推力盘边缘立面中部车削出一个宽度6mm左右台阶,保证聚氨酯材料附着牢固。加工后,可使用各型金相砂纸对聚氨酯边缘进行打磨,提高其表面光滑度。此方法可达到消除推力盘边缘毛口、锐边或缺损现象;在膜片活动时,由于聚氨酯材料本身的柔性,有效减少膜片卷折现象,降低圆周压迫,从而提高膜片使用时间达到设备延寿目的。
4 结论
为使装置适用于电站各型膜片式执行机构,图中以外圆Φ330推力盘为示例,其边缘包裹厚度15mm聚氨酯材质。可根据各电站所用的执行机构和推力盘尺寸,根据上述方法使用匹配厚度的聚氨酯包裹边缘,增加该方法通用性。
参考文献:
[1]美国DiaCom橡胶膜片公司产品使用手册.
[2]韩娟.轿车膜片弹簧离合器的设计[J].汽车实用技术,2019(22):135-137.
[3]李正华.隔膜式压力表常见故障及改进措施[J].内燃机与配件,2018(09):175-176.
