铆接力对铝/钢自冲铆接头几何特性的影响
2020-09-10李建军侯平均贺玉刚邱然锋
李建军 侯平均 贺玉刚 邱然锋



摘要:以铝合金为穿孔板、以低碳钢为锁紧板,对其进行了自冲铆连接。观察、分析了接头横断面几何特性随铆接力的变化。随着铆接力的增大,铝合金与钢自冲铆接头的喇叭口直径、铆钉腿展开度、切入量均呈增大趋势,而下板凸起高度、底角余量则呈下降趋势。在16~24 kN铆接力范围内,铝合金与钢自冲铆接头的底部厚度变化较小,当铆接力大于24 kN,底部厚度随铆接力的增大突然下降。结果表明:铝合金与钢自冲铆接头的抗剪载荷随着铆接力的增大呈先增大后下降的变化趋势,铆接力为24 kN时接头抗剪载荷达到最大,约为5.88 kN。
关键词:铝合金;钢;自冲铆
0 前言
为了节能减排、保护环境,汽车轻量化已成为全球汽车工业可持续发展的重要课题。在汽车车身中,用铝合金等轻质材料部分取代钢铁材料是汽车轻量化最有效的途径之一。在汽车车身结构焊装中,铝合金与钢的连接难以避免,但由于铝合金与钢在密度、熔点、比热容、热导率、线膨胀系数和弹性模量等性能方面相差悬殊,导致二者间以焊接方式来实现连接较为困难。因此,近年来铝合金与钢的异种材料连接已成为国内外关注的热点。
铝-铁之间的固溶度较低,采用传统的熔化焊连接两种材料时在界面容易发生冶金反应而生成硬脆的Al-Fe系金属间化合物,从而影响接头性能[1]。诸多学者分别采用扩散焊[2]、摩擦焊[3-4]、爆炸焊[5]、搅拌摩擦焊[6]、磁脉冲焊[7]以及电阻点焊[8-9]等常用压力焊方法焊接铝/钢异种金属。研究结果表明,界面金属间化合物仍是制约甚至主导铝/钢焊接接头力学性能的主要因素。自冲铆(Self-piercing Riveting,SPR)是利用半空心铆钉刺穿上层板,并与下层板之间通过塑性变形形成机械自锁而实现连接的,是一种板材新型冷成形连接技术[10]。由于其在连接过程中不加热母材,被认为适用于异种材料连接。
有关铝合金与钢自冲铆连接的研究表明,接头几何形状特性是影响接头性能的主要因素[11-12]。因此,文中以铝合金为穿孔板,以低碳钢为锁紧板进行自冲铆连接,分析铆接过程中施加的铆接力对接头几何形状及接头性能的影响。
1 试验材料与方法
试验材料为2.0 mm厚A6061铝合金板和Q235低碳钢板,其化学成分如表1所示。将铝合金板和低碳钢加工成尺寸为100 mm×30 mm×2 mm的试板。采用砂纸磨去母材表面氧化膜后,再用丙酮清洗并风干。将铝合金和低碳钢板沿长度方向进行搭接,搭接长度30 mm。以铝合金板为穿孔板(上板)、低碳钢板为锁紧板(下板),利用SPR-5S铆接机进行自冲铆连接。铆钉为镀锌钢质铆钉,其腿部直径5.66 mm、头部直径8 mm、铆钉长度6 mm,铆接前,采用HY-1002TD型号超声波清洗机清洗试板。铆接时,设定进枪时间为1 s,回程时间为0.5 s,铆接力在16~28 kN、每隔2 kN进行变化。
由于薄板点连接接头在服役中主要承受剪切载荷,且SPR接头断面几何特性主要对接头抗剪性能有重要影响,因此,试验测试SPR接头的抗剪性能。连接后,在室温条件下以1.7×10-5 m/s速率对接头进行拉伸试验,观察接头断面。垂直于接合界面沿焊点直径横切焊接接头,研磨、抛光其断面,然后用光学显微镜观察、测量各特征参量。
2 结果与分析
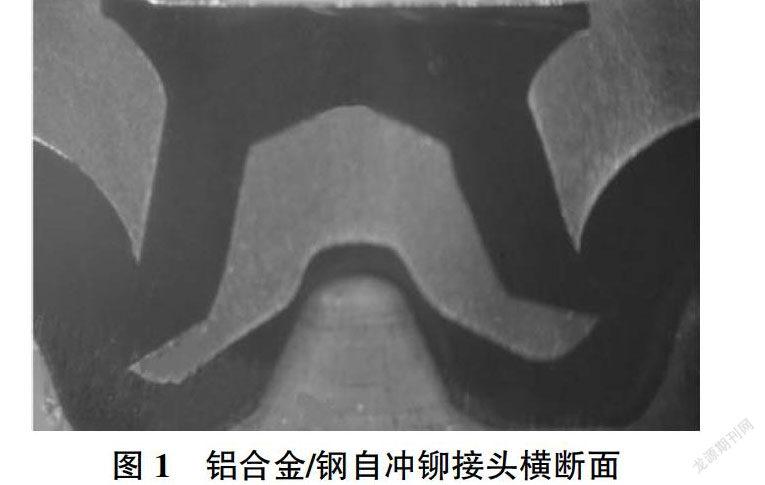
铝合金与低碳钢的铆接接头(记为A6061/Q235 SPR接头)截面形貌如图1所示,铆接时施加力为26 kN。由图1可知,铆钉在铆接力作用下刺穿上板(铝合金板),铆钉腿部端部嵌入下板(钢板)。接头中铆钉向两侧水平扩展形成喇叭口,其周围均匀无开裂。这样就形成了铆扣,达到机械锁合。
A6061/Q235 SPR接头横断面示意如图2所示,对接头断面的几何特性进行了标注。喇叭口展开直径D表示铆钉腿尖端在下板中扩展的最大尺寸;下板凸起高度H为铆接过程中在铆接力作用下下板被压入凹模并发生塑性变形,卸载后比原表面凸出的高度。底角余量N为铆钉腿尖端至下板凸起表面的距离;底部厚度K为铆钉裙内,随铆钉刺入下板的上板金属在铆钉腿尖端的厚度。铆钉展开度P为铆钉腿尖端部向外扩展超出铆钉腿外侧的量,上板的铝合金在铆接中也随铆钉刺入下板,它与铆钉腿尖端部向外扩展的差为切入量M。
特征参量中,喇叭口展开直径D、铆钉展开度P和切入量M对SPR接头力学性能的影响较为显著。这三个横向参量若较大,说明铆钉与下板形成的机械纽扣也较为牢固。
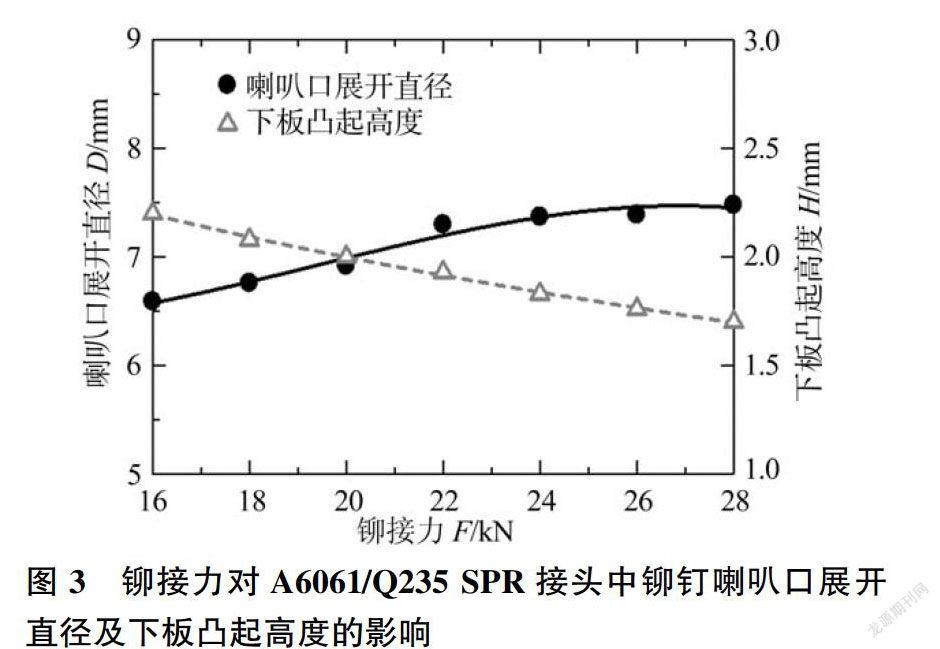
铆接力对A6061/Q235 SPR接头中铆钉喇叭口展开直径及下板凸起高度的影响如图3所示。可以看出,随着铆接力的增大,接头喇叭口展开直径呈上升趋势。这是因为铆钉在向下穿刺过程中受到的母材的阻力,迫使铆钉腿向两侧展开,形成“喇叭口”,铆接力越大,钉腿穿刺过程受到的阻力越大,在铆接力和下层钢板的反作用力下,铆钉腿的向下穿刺能力降低,铆钉腿向两侧弯曲变形,展开程度也就更大。
随着铆接力的增大,下板凸起高度呈下降趋势。这是由于随着铆接力的增大,铆钉腿横向扩展较大,致使其纵向刺入量减少。另外,铆接力的增加导致下层钢板受到的挤压力变大,下层凸起被挤压变薄。
铆接力对A6061/Q235 SPR接头中铆钉腿展开度及底角余量的影响如图4所示。可以看出,随着铆接力的增大,铆钉腿展开度呈上升趋势。与铆钉喇叭口直径相比,铆钉腿展開度是一个相对量,表示铆钉腿向外展开的量,其增大有利于锁扣的形成。铆钉腿张开度越大,铆接效果越好,接头强度越高;铆钉张开度越小,铆接效果越差,接头强度越低,甚至会造成铆钉脱落、接头失效。
底角余量则随着铆接力增大呈下降趋势。这是由于随着铆接力的增加,下层钢板受到的挤压力变大,被挤压变薄。底角余量影响着铆接接头强度和密封性。如果底角余量过小,将会导致铆钉腿尖端穿透下板而影响接头耐蚀性和密封性。
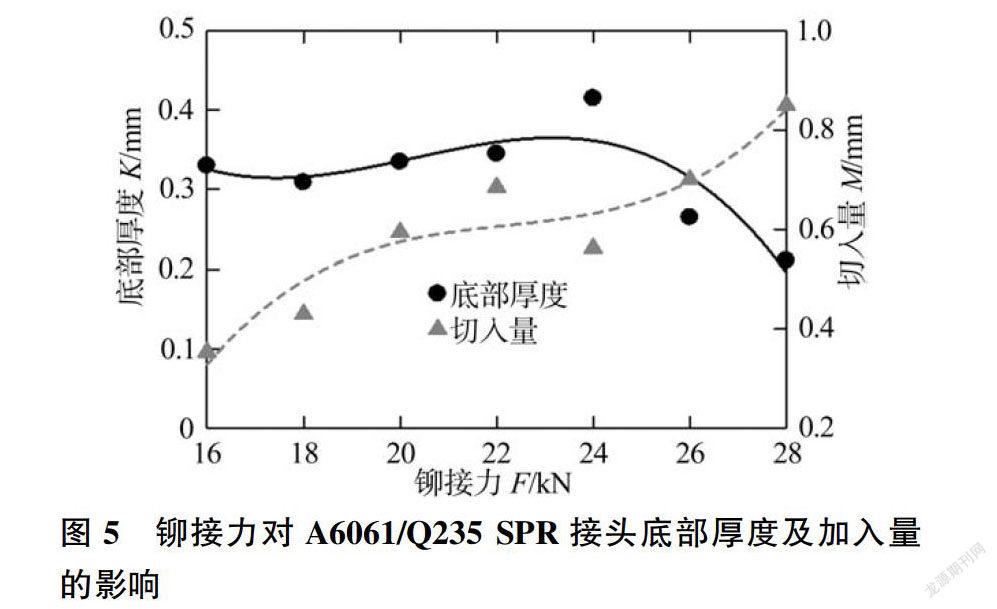
鉚接力对A6061/Q235 SPR接头的切入量和底部厚度的影响如图5所示。随着铆接力的增大,切入量也逐渐增大。如前所述,切入量是在下板内铆钉腿和上板向外扩展量的差,所以切入量和铆钉展开度相似,铆接力对它的影响原因也与铆钉喇叭口直径相似。但是,由于在铆钉腿和下板之间存有上板铝合金,所以上板性能也对切入量存在影响。若上板材质硬度较大,将阻止铆钉腿尖端向外的扩展。因此,在铆钉和下板材质相同的条件下,较软的上板材质有利于其切入量的加大。
在16~24 kN铆接力范围内,SPR接头底部厚度变化较小;当铆接力大于24 kN,底部厚度随铆接力的增大突然下降。这是因为底部厚度所处位置是铆钉腿部和凹模内凸起之间。在铆接过程中,该处在铆接力作用下发生塑性变形。由于下板的钢板具有一定的刚度,所以在铆接力较小时较难发生塑性变形而减薄;当铆接力较大时则发生塑性变形,其厚度随铆接力的增大而减小。
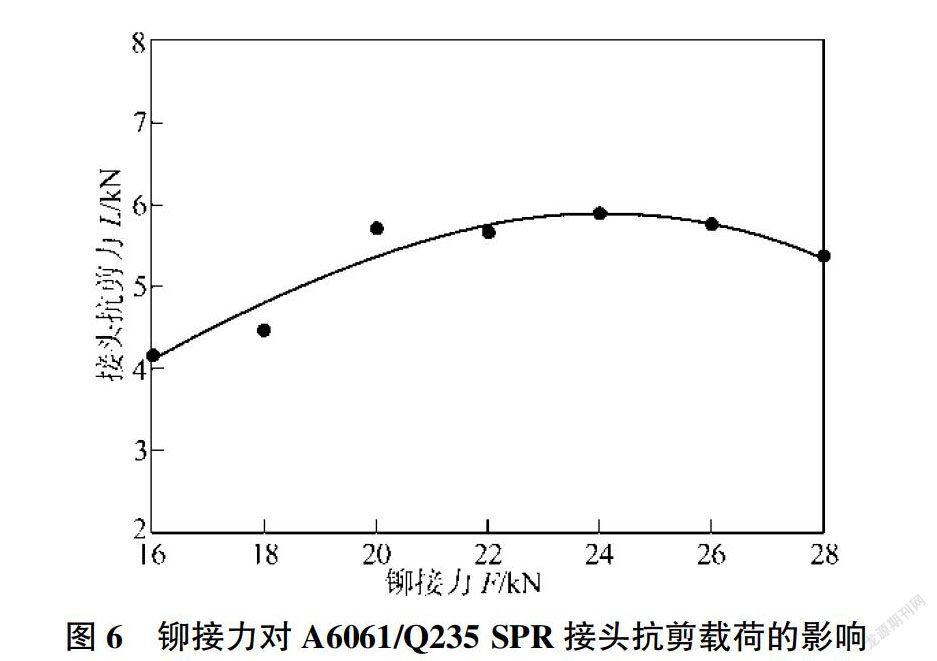
铆接力对A6061/Q235 SPR接头抗剪载荷的影响如图6所示。随着铆接力的增加,A6061/Q235 SPR接头抗剪载荷呈先增大后缓降的变化趋势。在16~24 kN铆接力范围内,A6061/Q235 SPR接头的拉剪载荷随铆接力的增加而增大;当铆接力大于24 kN时,A6061/Q235 SPR接头抗剪载荷则随铆接力的增大而呈缓降趋势;当铆接力为24 kN时,A6061/Q235 SPR接头的抗剪载荷达到最大值,约为5.88 kN。这是因为铆接力较小时,铆钉未完全刺入母材,铆钉展开度P和切入量M过小,接头机械自锁性能不佳,导致接头抗剪载荷偏小;随着铆接力的增加,铆钉腿的展开度和切入量变大,机械自锁性能变好,接头抗剪载荷则随之增大。当铆接力增加到一定程度后,虽然钉腿展开度和切入量很大,但是接头母材底角余量N以及底部厚度K变小,铆钉周围母材变薄,导致接头抗剪力降低。
3 结论
(1)随着铆接力的增大,铝合金与钢自冲铆接头喇叭口展开直径增大,下板凸起高度则呈下降趋势。
(2)随着铆接力的增大,铝合金与钢自冲铆接头的铆钉腿展开度增大,底角余量则减小。
(3)在16~24 kN铆接力范围内,铝合金与钢自冲铆接头的底部厚度变化较小,当铆接力大于24 kN时,底部厚度随铆接力的增大突然下降;而接头的切入量则随铆接力的增大而增大。
(4)随着铆接力的增大,铝合金与钢自冲铆接头的抗剪载荷呈先增大后下降的变化趋势,铆接力为24 kN时接头抗剪载荷达到最大,约为5.88 kN。
参考文献:
[1] 石红信,陈艳平,邱然锋,等. 铝合金与钢的异种材料点连接研究现状[J]. 电焊机,2014,44(8):131-135.
[2] Ogura Tomo,Umeshita Hidetaka,Saito Yuichi,et al. Cha-racteristics and estimation of interfacial microstructure withadditional elements in dissimilar metal joint of aluminumalloys to steel[J]. Quarterly Journal of the Japan WeldingSociety,2009,27(2):174-178.
[3] Yilmaz M,Col M,Acet M. Interface properties of alumin-um/steel friction-welded components[J]. Materials Chara-cterization,2003(49):421-429.
[4] Taban Emel,Gould Jerry E,Lippold John C. Dissimilar fr- iction welding of 6061-T6 aluminum and AISI 1018 steel[J]. Materials & Design,2010(31):2305-2311.
[5] Hokamotoa Kazuyuki,Nakata Kazuhiro,Mori Akihisa,et al.Dissimilar material welding of rapidly solidified foil andstainless steel plate using underwater explosive welding te-chnique[J]. Journal of Alloys and Compounds,2009(472):507-511.
[6] Lee W B,Schmuecker M,Mercardo U A,et al. Interfacereaction in steel-aluminum joints made by friction stir we-lding [J]. Scripta Materialia,2006(55):355-358.
[7] Aizawa T,Kashani M,Okagawa K. Application of magnetipulse welding for aluminum alloys and SPCC steel sheetjoints[J]. Welding Journal,2007,86(5):119-124.
[8] 石红信,寇江昆,孙淑娟,等. 基于铜镀层的低碳钢/铝合金电阻点焊接头性能[J]. 电焊机,2014,44(10):20-24.
[9] 潘庆军,崔立虎,邱然锋,等. 基于非对称电极的铝合金/钢电阻点焊[J]. 电焊机,2016,46(5):9-12.
[10] 潘庆军,李丽春,邱然锋,等. 镁合金自冲铆连接技术研究现状[J]. 电焊机,2016,46(5):27-30.
[11] Abe Y,Kato T,Mori K. Joinability of aluminium alloy andmild steel sheets by self piercing rivet[J]. Journal of Mat-erials Processing Technology,2006(177):417-421.
[12] Sun Xin,Stephens Elizabeth V,Khaleel Moe A. Fatiguebehaviors of self-piercing rivets joining similar and dissi-milar sheet metals[J]. International Journal of Fatigue,2007(29):370-386.
